棉纺工艺-精梳1
- 格式:ppt
- 大小:290.50 KB
- 文档页数:27
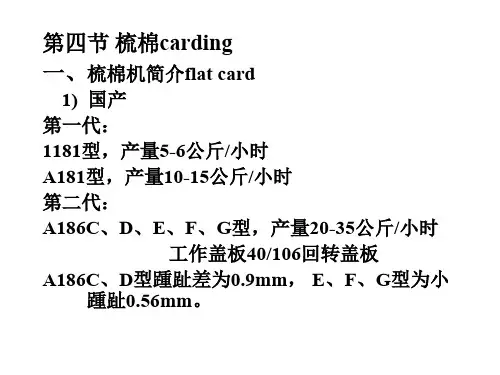
棉纺厂的工艺流程答案:清棉工序、梳棉工序、条卷工序、精梳工序、并条工序、粗纱工序、细纱工序、络筒工序、捻线工序、摇纱工序棉纺厂的工艺流程主要包括以下几个主要步骤:1.清棉工序:o开棉:将紧压的原棉松解成较小的棉块或棉束,以利于混合和除杂。
o清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
o混棉:将不同成分的原棉进行充分而均匀地混合,以保证成纱质量的均匀一致和染色的均匀。
o成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.梳棉工序:o分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
o除杂:清除棉卷中的细小杂质及短绒。
o混合:使纤维进一步充分均匀混合。
o成条:制成符合要求的棉条。
3.条卷工序:o并合和牵伸:提高小卷中纤维的伸直平等程度。
o成卷:制成规定长度和重量的小卷,要求边缘平整,退解时层次清晰。
4.精梳工序:o除杂:进一步清除纤维中的棉结、杂质和纤维疵点,排除一定长度以下的短纤维,提高纤维的长度整齐度和伸直度。
o成条:将棉条拉细到一定粗细。
5.并条工序:o牵伸拉长抽细:进行混合、成条。
o成条:制成均匀的棉条。
6.粗纱工序:o牵伸和捻回:将熟条均匀地牵伸,拉长抽细,并给予适当的捻回,使纱条具有一定的强力。
o成纱:制成粗纱。
7.细纱工序:o牵伸、加捻、卷绕、成型:制成符合要求的细纱。
8.络筒工序:o卷绕和成形:将管纱(线)卷绕成容量大、成型好并具有一定密度的筒子,清除纱线上部分疵点和杂质,以提高纱线的品质。
9.捻线工序:o加捻:用两根或多根单纱,经过并合,加捻制成强力高、结构良好的股线。
o成线:将加捻后的股线卷绕在筒管上,做成一定大小和形状的管线,便于搬运和后工序加工。
10.摇纱工序:o摇纱:将络好筒子的纱(线)按规定长度摇成绞纱(线),便于包装、运输及工序加工等。
11.成包工序:完成最终的包装和运输准备。
棉纺技术知识点总结一、原料的选配在棉纺技术中,原料的选配是非常重要的一环。
不同品种和不同级别的棉花会影响纺纱后纱线的质量。
因此,对原棉的品质进行评价和选配至关重要。
原棉的品质主要包括棉纤维长度、强度、细度等物理指标,以及含杂率、结实度等化学指标。
合理的原料选配可以提高纱线的质量,减少生产过程中的损失。
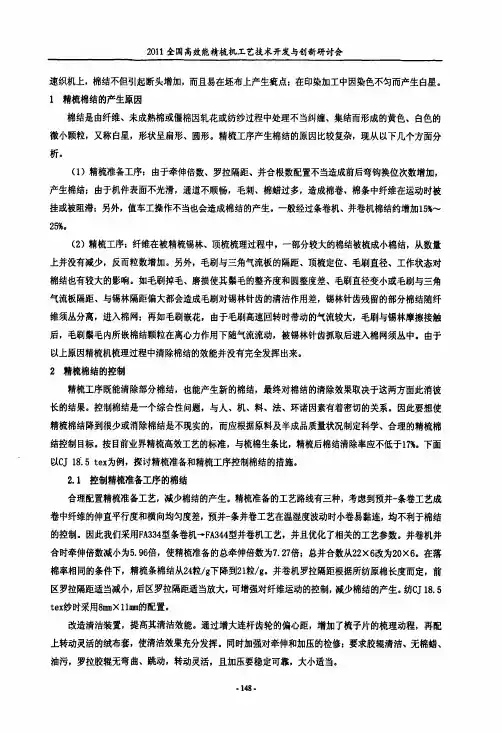
二、精梳工艺精梳是棉纺中的一项重要工艺,其主要目的是去掉短棉和杂质,提高纱线质量。
在精梳工艺中,棉纤维首先经过拉梳机的粗梳,在此过程中,较短的棉纤维和细微的杂质会被去除。
接着,棉纤维会进一步通过细梳,去掉残留的短棉和杂质。
精梳工艺可以大幅提高纱线的质量,使其更加平整、光泽度更好,强度更高。
三、自动卷绕自动卷绕是棉纺生产过程中的一项技术创新,它大大提高了卷绕的效率和质量。
通过自动卷绕设备,可以实现自动梳理纱线、裁断和打包,从而减少人力成本和提高生产效率。
同时,自动卷绕也提高了纱线的一致性和质量,使得后续工序更加顺畅。
自动卷绕技术的不断完善和推广将会在棉纺行业中发挥重要作用。
四、纺纱工艺在棉纺工艺中,纺纱是一个非常重要的环节。
纺纱的质量直接关系到纱线的成品质量。
在纺纱过程中,纺纱机会将精梳好的原料纤维进行拉直并捻合,形成定向纺纱。
纺纱的工艺参数对成品纱线的质量起着决定性的作用。
因此,合理的纺纱工艺是保证纺纱质量的关键。
五、非常规纺纱技术除了传统的纺纱工艺之外,目前还有一些非常规纺纱技术在棉纺领域中逐渐被应用。
比如,喷气纺纱、气流纺纱等新型纺纱技术,它们通过喷气或者气流来将纤维进行拉直和捻合,与传统的纺纱工艺相比,其具有更高的生产效率和更好的纱线一致性。
此外,还有紧凑纺纱技术、无飘纱技术等,这些技术的应用大大丰富了棉纺工艺的选择,可以根据不同需要进行灵活应用。
六、纺纱设备维护纺纱设备的维护对保障生产的正常进行和延长设备使用寿命至关重要。
纺纱设备在长时间使用后,由于磨损、疲劳等原因,很容易出现故障,导致工艺质量下降。
纺纱工艺设计与质量控制第一章棉纺工艺设计一、棉纺基本概念1、棉纺产品:用棉纺设备将多种纤维加工成的纱线制品。
2、棉纺特点:工艺流程短,速度高,设备完善,对纤维适应性广,加工成本低。
棉纺产品品种繁多,风格各异。
3、棉纺设备可加工:传统的棉花、各种棉型化纤、中长化纤、长丝、以及其它天然纤维的纯纺和混纺。
4、棉纺规模:以细纱锭子数和转杯纺头数来表示棉纺厂的规模大小。
5、棉纺产品开发设计包括:棉纺新原料的开发、混纺纱不同混纺比的设计、新原料和新品种的工艺设计、多种花式纱的设计与加工方法。
三、棉纺工艺设计纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
在纺纱工艺设计时,既要考虑到设备及其状态,更要考虑到所加工的纤维原料的性能和最终产品(纱、线)的要求。
1.纺纱系统:普梳、精梳、混纺纱、新型纺、中长化纤、废纺,后加工新型纺纱开清棉梳棉→并条(2道)→新型纺纱。
中长纺中长专用开清棉设备→M 型梳棉机→并条(2-3 道)→粗纱→细纱。
废纺系统:利用下脚纺制棉毯等。
开清→梳棉→粗纱→细纱。
后加工2.原料:(1)棉籽棉轧棉→皮棉→打包→送到纺织厂锯齿棉皮辊棉打包国产棉包规格:100×42×60cm,V=0.25m܁,密度300~360kg/m܁,G=75~90kg。
标注唛头、产地、规格等。
棉花品级及参考指标:中国按成熟度、色泽、轧棉质量分级。
纺织部颁发:细绒棉分七级,长绒棉分五级,三级为标准级。
美国按色泽、强力、长度、细度及成熟度(马克隆值)等分级。
采用大容量快速仪HVI检验原棉所有指标。
(2)化纤品种:粘胶(人造棉)、莫代尔、丽赛、天丝、竹纤维涤纶(聚酯)腈纶(丙烯腈)锦纶(聚酰胺、尼龙)维纶(聚乙烯醇、维尼纶)丙纶(聚丙烯)芳纶(芳族聚酰胺)氨纶聚乳酸化纤分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
外观疵点:粗丝、并丝、异状丝、油污纤维。
前言棉纺工艺设计不仅综合整个纺纱的全部理论学习,而且还为初涉棉纺专业人员接触生产实际、锻炼实际工作能力打下基础。
虽说关于棉纺专业方面的书籍很多,但我感到这些书籍在介绍工艺设计方面一是量大面广,理论和数据都比较复杂;二是对老机型及老产品设计介绍较多。
作为学习棉纺工艺设计、实际生产参考是远远不够,因此出于这种目的和需求,我编写了这本小册子。
这本小册子力求从总体上介绍工艺设计,并注重棉纺学理论与实际生产应相结合和衔接。
比较完整地介绍工艺设计方法一些新机工艺设计参数,并从质量控制上入手分析工艺。
从整体内容上讲,既可相互连贯,也可独立成章。
本册主要供棉纺专业人员进行工艺设计使用,也可作为棉纺学理论学习参考资料。
本册在编写过程中参考了一些书籍和论著,特别是借鉴了《棉纺工艺设计》、《系统工程工艺学》的一些观点。
由于编者水平有限,书中一定有许多缺点错误,肯请读者批评指正。
编者朱娴第一章工艺总体设计棉纺工艺是进行棉纺生产的最基本的方法,在要求兼顾提高产品质量和经济效益的今天,如何正确合理地选择工艺参数,显得更为重要。
一个正确合理的工艺设计的建立,等于给企业生产灌入了新鲜的血液,为企业的更新产品、开发产品打下了坚实的基础。
但在讲述工艺设计重要性的同时,还要指出盲目的崇拜工艺设计的思想是不可取的、是错误的。
作为一个工艺设计,它能否正确实施和落实与设备的机械状态和工人操作水平有着密切关系。
工艺参数的选用也要以这两者为依据,工艺设计考虑的方面也很广,如产品用途、用户要求、原料性能、设备性能等,这也使工艺设计变得复杂化。
工艺设计没有通用性,只有在实际生产中注意总结和调查,才能找出真正的属于实际的工艺,所以说工艺设计只是企业生产的基础,而全面性的管理,才是企业生产的关键。
在实际生产中,工艺设计大致可以分以下步骤进行:第一、总体设计,依据产品的要求和设备的性能,合理选配原料,设计各工序的牵伸和定量,根据各工序设备性能和生产能力协调情况,初选机器速度。

棉纺纺纱⼯艺介绍棉纺纺纱⼯艺介绍1、JC/C 清梳联+环锭纺(清花梳棉⼀体式:⾼效、短流程):2、JC/C⼩梳棉(传统纺、环锭纺)3、各⼯序主要任务:主要任务机械名称型 号主 要 任 务1清 花⾃动抓棉机A002D 开松、混和混开棉机FA035开松、混和及除杂豪猪开棉机FA106B振动给棉机FA046A 均匀混和单打⼿成单打⼿成卷机A076E开松、混和、除杂及成卷凝棉器A045B传送棉流2梳棉梳棉机A186F分梳、除杂、均匀混和及成条A186G3精梳精梳准备棉预并FA306并合、牵伸、混合、成条条卷机FA334并合、牵伸、制成⼩卷并卷机FA344精梳精梳机PX24并粗并条机FA306并合、牵伸、混合、成条粗纱机FA458牵伸、加捻、卷绕成形5细纱细纱机FA507牵伸、加捻、卷绕成形6槽筒⾃络筒络利安清除杂质及棉结疵点,制成筒纱4、主要⼯序⼯艺简单介绍DK 针织纱 DT 机织纱 C 普梳 JC 精梳 BJC 半精梳(精梳条与普梳条进⾏并条)清梳联:清花梳棉⼀体式,实现开清棉和梳棉的两道⼯序的连接,缩短了⼯艺流程,短流程、⾼度⾃动化、⾼速度短流程、⾼度⾃动化、⾼速度,⼀抓⼀开⼀混⼀清,主要适⽤于40s以下的品种。
⽬前⼀套清梳联配18台⾼产梳棉机。
FA103双轴流开棉机:⼀次喂⼊,两次打⼿开松,⾼速度,第⼀打⼿412RPM,第⼆打⼿425RPM,除杂效率在25%~30%之间,由于⾼速度短绒率会有所增加。
FA109清棉机:三辊筒清棉,除杂效率在50%以上,第⼀辊筒速度845RPM,第⼆辊筒速度1425RPM,第三辊筒1980RPM,速⽐⼀般控制在1:1.8~2.3:4。
A045B凝棉器:实现棉流的传递,主要结构是⼀个风扇,后吸式传递。
A186系列梳棉/FA221系列梳棉:A186G主要机件刺辊1000RPM,锡林365RPM,道夫20RPM,盖板与锡林五点隔距(7、6、5、5、6)英丝<⼀英⼨的千分之⼀>,紧隔距,能够⾼效除杂,设计落棉⼀般在6%左右,总牵伸倍数在100左右,FA221的结构与A186⼤同⼩异,产量A186系列在12kg/台时,FA221系列在28kg/台时。
纺织纤维及棉纺工艺流程简介1. 引言纺织纤维是纺织品制造中不可或缺的原料之一,而棉纺工艺则是其中一种重要的纺织工艺流程。
本文将为读者介绍纺织纤维的基本概念以及棉纺工艺流程的主要步骤。
2. 纺织纤维的概念和分类纺织纤维是指天然或合成的纤维素、蛋白质或合成纤维等材料,经过纺纱加工制成纱线,并通过织造、编织等工艺制成织物或纺织品。
根据来源的不同,纺织纤维可以分为天然纤维和化学纤维两大类。
2.1 天然纤维天然纤维是指来自动植物或动物身上的纤维,主要包括棉、麻、丝、羊毛等。
其中,棉纤维是最常用的天然纤维之一,也是本文要介绍的重点。
2.2 化学纤维化学纤维是指通过化学方法从天然物质中提取纤维形成的材料,主要包括人造纤维和合成纤维。
常见的化学纤维有人造纤维素纤维、腈纶纤维、涤纶纤维等。
3. 棉纺工艺流程棉纺工艺是将棉纤维进行加工处理,最终制成棉纱的过程。
主要包括棉纤维处理、纺纱和纺织三个步骤。
3.1 棉纤维处理棉纤维处理主要是对原棉进行预处理,以去除其中的杂质和不纺织物质,提高棉纤维的纯度和质量。
主要步骤包括清理、开松、分级和梳理。
•清理:将原棉中的杂质如棉籽、叶片、根尘等去除。
•开松:通过开松机将原棉分解成短绒,便于后续处理。
•分级:根据纤维长度和纤维细度对棉纤维进行分类。
•梳理:使用梳棉机进一步清理和整理棉纤维,使其成为纺纱所需的形态。
3.2 纺纱纺纱是将棉纤维加工成纺纱线或纱线的过程。
主要步骤包括精梳、粗纱、细纺和捻线。
•精梳:利用精梳机将梳棉后的棉纤维进行精细分级,以获得长且细的纤维。
•粗纱:通过粗纱机将经过精梳的棉纤维进行加捻和拉伸,形成粗纱。
•细纺:利用细纺机将粗纱拉伸并加强捻,形成更细的纱线。
•捻线:通过捻线机将细纺的纱线进行加捻,使其更紧密,增加强度。
3.3 纺织纺织是将纺纱线或纱线通过织布机织造成织物的过程。
主要步骤包括织布和整理两个阶段。
•织布:利用织布机将纺纱线进行交织,形成织物。
•整理:对织成的织物进行整理,包括整平、修剪、熨烫、印花等工序,以提高织物的质量和外观。
简述精梳棉纺工艺流程及其特点Spinning of combed cotton is a complex and intricate process that involves several important steps to produce high-quality yarn. 精梳棉纺是一个复杂而精细的过程,涉及许多重要的步骤,用以生产高质量的纱线。
The process begins with carefully selecting and cleaning the raw cotton fibers to remove impurities and ensure only the best quality cotton is used. 这个过程始于精心挑选和清洁原棉纤维,去除杂质,确保只有最优质的棉花被使用。
Next, the combed cotton fibers are fed through a series of combing machines to straighten and align the fibers to remove any shorter and weaker fibers, resulting in a smoother and more uniform strandof cotton. 接下来,经过一系列的梳棉机,将精梳棉纤维送入,以纠正和排列纤维,去除任何短且较弱的纤维,最终形成更光滑、更均匀的棉线。
After the combing process, the fibers are drawn and twisted into thin strands before being spun into yarn using spinning machines. 在梳理过程之后,将这些纤维拉伸并扭转成细的股线,然后再使用纺纱机将其纺成纱线。
One of the key characteristics of combed cotton spinning is the production of a finer, stronger, and smoother yarn compared to carded cotton spinning, making it ideal for producing high-quality, luxurious fabrics. 精梳棉纺的一个关键特点是与粗梳棉相比,生产的纱线更加细、更强、更光滑,适用于生产高品质、豪华的面料。
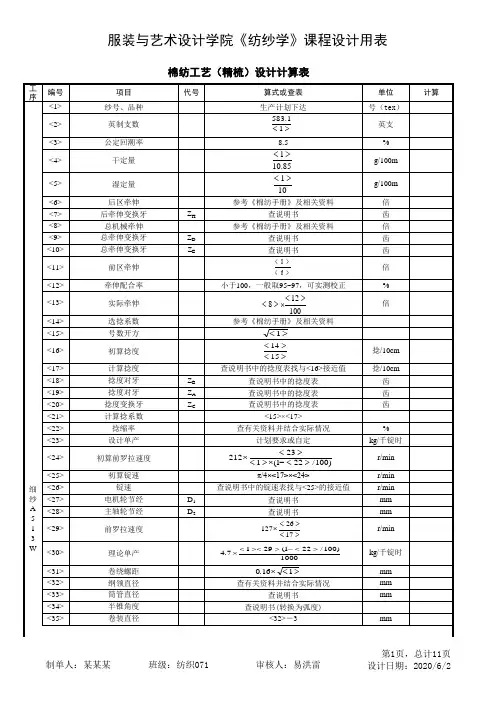
纯棉精梳纱的工艺流程计算
内容:
一、纯棉精梳纱的主要工艺流程
1. 开棉→棉花经过开松机开棉,去除杂质。
2. carding梳理→经梳理机梳理,使纤维排列整齐。
3. 精梳→经络筒、圆筒等进行精梳,除去短纤维,使纤维更加平直。
4. 粗纱→经粗纱机进行粗纱加捻。
5.细纱→经细纱机进行细纱加捻。
二、主要工艺参数计算
1. 开松率:开松前棉花重量/开松后棉花重量。
2. 梳理率:梳理前棉花重量/梳理后棉絮重量。
3. 精梳率:精梳前棉絮重量/精梳后棉条重量。
4. 粗纱产量:喂入棉条重量×粗纱加捻率。
5. 细纱产量:喂入粗纱重量×细纱加捻率。
以上是纯棉精梳纱的主要工艺流程及参数计算,需要根据具体生产情
况进行设定和计算。