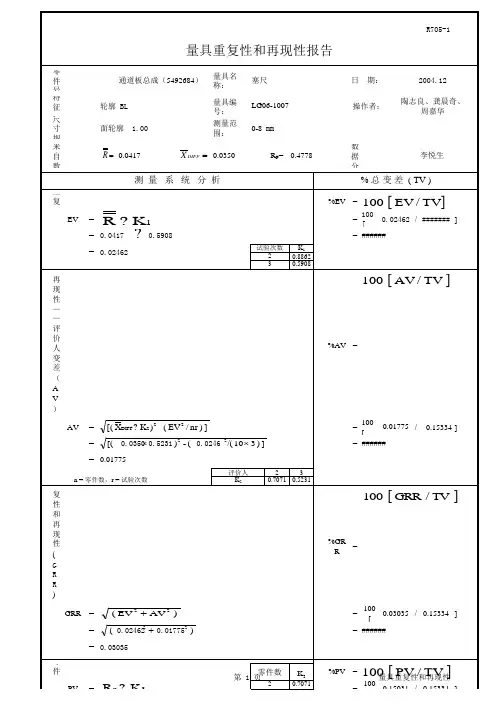
测量系统重复性和再现性分析报告
- 格式:xlsx
- 大小:64.77 KB
- 文档页数:6
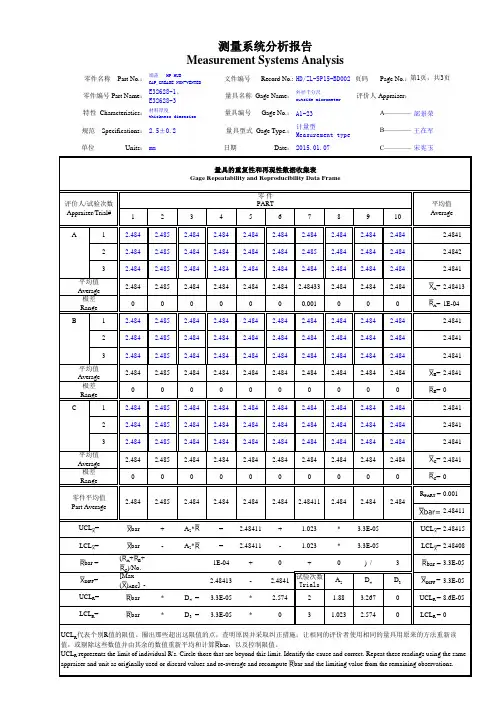
第1页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第2页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :第3页,共3页2.5±0.2文件编号 Record No.:端盖 HP HUBCAP,GREASE NON-VENTEDE32628-1、E32628-3材料厚度thickness dimensionHD/ZL-SP15-BD002外径千分尺outside micrometerA1-23计量型Measurement type规范 Specifications :特性 Characteristics :零件编号 Part Name :量具名称 Gage Name :量具编号 Gage No.:量具型式 Gage Type.:单位 Units :mm页码 Page No.:B————2015.01.07零件名称 Part No.:部景荣宋宪玉王在军A————C————日期 Date :评价人 Appraiser :。

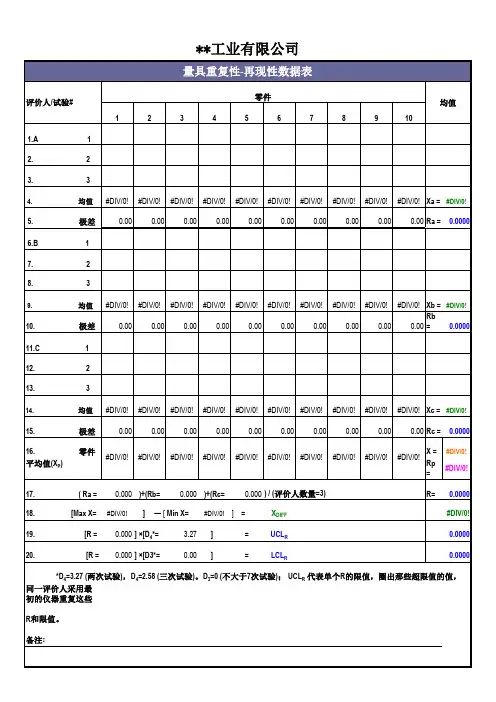
文件号:零件名称芯片推力量具编号量具名称>100g 量具精度评价人试验次数123456781 A 1180.500110.000260.000130.500100.200100.200110.200120.60022180.200120.200260.200130.800100.300100.300110.200120.50033180.300120.300260.500130.900100.800100.200110.500120.200180.333116.833260.233130.733100.433100.233110.300120.4330.30010.3000.5000.4000.6000.1000.3000.4006 B 1180.500120.400250.900130.700100.900100.500110.800120.40072170.500110.500250.800130.600100.200100.600110.500120.40083150.600110.600300.000130.800100.200100.800110.300120.500167.200113.833267.233130.700100.433100.633110.533120.43329.9009.90049.2000.2000.7000.3000.5000.10011C 1180.900130.000280.000130.800100.500100.500110.600120.300122190.200130.500280.500120.900100.600100.600110.200120.800133180.500140.000280.800130.900100.800100.700110.600120.700183.867133.500280.433127.533100.633100.600110.467120.6009.70010.0000.80010.0000.3000.2000.4000.500177.1333#######269.3000129.6556100.5000100.4889110.4333120.488917R= ( R A +R B +R C ) / 评价人个数 =3.3600+10.1000+ 3.240018X DIFF =[Max(X)ABC ]-[Min(X)ABC ]=139.900-135.55019UCL R =R *D 4= 5.567*2.58020LCL R =R *D 3= 5.567*0.000 姓 名量具重复性和再现性(%R&R )的可接受性准则:A低于10%的误差: 测量系统可接受B10%至30%的误差: 根据应用的重要性。
测量系统分析报告MSA五性在制造业和质量控制领域,测量系统分析(Measurement System Analysis,简称 MSA)是一项至关重要的工作。
它有助于确定测量设备、方法和操作人员是否能够准确可靠地获取数据,从而保证产品质量和生产过程的稳定性。
MSA 通常包括五个特性的评估,即准确性、精确性、稳定性、重复性和再现性。
接下来,让我们详细了解一下这五个特性。
一、准确性(Accuracy)准确性是指测量结果与真实值之间的接近程度。
简单来说,就是测量是否正确。
如果一个测量系统的准确性差,那么即使测量结果很稳定和精确,也无法提供有价值的信息。
要评估测量系统的准确性,通常会使用偏倚(Bias)这个概念。
偏倚是测量值的平均值与参考值之间的差异。
例如,我们用一把尺子去测量一个标准长度为 10 厘米的物体,如果多次测量的平均值是 98 厘米,那么就存在-02 厘米的偏倚。
为了减少偏倚,提高准确性,我们需要对测量设备进行定期校准,确保其与标准值保持一致。
同时,操作人员的培训和正确的测量方法也对准确性有着重要的影响。
二、精确性(Precision)精确性反映的是测量结果的重复性和再现性。
重复性(Repeatability)指的是在相同条件下,由同一个操作人员使用同一测量设备对同一零件进行多次测量所得结果的一致性。
而再现性(Reproducibility)则是不同操作人员、不同测量设备或在不同环境条件下对同一零件进行测量所得结果的一致性。
如果一个测量系统的精确性好,那么无论谁来测量,或者在什么条件下测量,得到的结果都应该非常接近。
例如,在测量一个零件的尺寸时,如果同一个人多次测量的结果差异很小,或者不同的人测量的结果也很相近,那么这个测量系统的精确性就比较高。
为了提高精确性,我们需要选择合适的测量设备和测量方法,同时对操作人员进行充分的培训,减少人为因素的影响。
三、稳定性(Stability)稳定性是指测量系统在一段时间内保持其性能的能力。
2013年102013年11XXXXXX公司(MSA)测量系统分析(重复性和再现性)作业指导书受控状态:分 发 号:SL/IM-16-0批 准:审 核:编 制:品技部/2013-10-201 目的2 适用范适用于公3 职责4 术语4.1偏倚是测4.2稳定性4.3线性是在4.4重复4.5再现5 测量系5.1确定5.1.1控制5.1.2有SPC 5.1.3新产5.1.4新增5.1.5已经5.4操作5.4.1确定5.4.2确定2再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5.2 公司按GB/T 19022-2003/ISO 10012:2003GB/T 10012- 测量管理体系 测量过程和测量设备的要求建立公司计量管理体系,确保建立的测量系统的可靠性。
5.3 品质科对测量仪器按规定的权限进行校准和调整,除使测量仪器的偏倚、稳定性、线性等符合规定要求之外,还应确认以下条件:5.4.5 确定测量仪器的分辨力,应允许至少直接读数的特性的预期过程变差的十分之一。
例如,如果特性的变差为0.01,仪器应能读取0.001的变化。
5.4.6 测量应按随机顺序,以确保整个研究过程中产生的的任何漂移或变化将随机分布。
稳定性是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
5.3.2 确定测量系统中的变差只是由变差的普通原因引起的,而不是特殊原因引起的(可采取SPC技术)。
为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
3.1 品质科负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
5.3.1 确定量具检验的零件质量特性为计数型数据还是计量性数据。
针对批量生产(一般≥300件)的零件,其统计特性为计量型数据的采用R&R分析,针对计数型数据采用小样法分析。
M S A测量系统重复性与再现性G R RThe manuscript was revised on the evening of 2021MSA测量系统重复性与再现性GR&R分析摘要:是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分, 而测量系统误差的重复性和再现性由GR&R 研究确定。
由精确度、稳定度、重复性、再现性合并而成,其中重复性跟再现性简称为GR&R,其目的是借助量具量测数据,验证量具是否可靠,是否好用,还可以计算出量具的量测误差;1.重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。
说明:其实验数据必须符合以下条件:同一人员、同一产品、同一环境、同一位置、同一仪器、短期时间内.2.再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。
说明:其实验数据必须符合以下条件: 不同人员同一产品、不同环境、不同位置、不同仪器、较长时间段.什么时候才需要进行GR&R分析?对于需进行GR&R分析的测量系统,一般在以下三种情况下要进行GR&R分析:首次正式使用前每年一次的保养时故障修复后GR&R分析方法1.准备检查员人数:一般为3人。
当以前分析时的GR&R值低于20%时,也可为2人。
试验次数:与检查员人数相同,即两人时为每人两次,三人时为每人3次。
零件数量:一般选10个可代表覆盖整个工序变化范围的样品。
当以前分析时的GR&R值低于20%时,也可选5个。
2.实施第一名检查员以随机方式对所给的零件进行第一次测量,将测量结果填入表格第二列。
然后第二名检查员同样以随机方式对这些零件进行第一次测量,将测量结果填入表格第六列。
M S A测量系统重复性与再现性G R RHessen was revised in January 2021MSA测量系统重复性与再现性GR&R分析摘要:是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分, 而测量系统误差的重复性和再现性由GR&R 研究确定。
由精确度、稳定度、重复性、再现性合并而成,其中重复性跟再现性简称为GR&R,其目的是借助量具量测数据,验证量具是否可靠,是否好用,还可以计算出量具的量测误差;1.重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。
说明:其实验数据必须符合以下条件:同一人员、同一产品、同一环境、同一位置、同一仪器、短期时间内.2.再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。
说明:其实验数据必须符合以下条件: 不同人员同一产品、不同环境、不同位置、不同仪器、较长时间段.什么时候才需要进行GR&R分析对于需进行GR&R分析的测量系统,一般在以下三种情况下要进行GR&R分析:首次正式使用前每年一次的保养时故障修复后GR&R分析方法1.准备检查员人数:一般为3人。
当以前分析时的GR&R值低于20%时,也可为2人。
试验次数:与检查员人数相同,即两人时为每人两次,三人时为每人3次。
零件数量:一般选10个可代表覆盖整个工序变化范围的样品。
当以前分析时的GR&R值低于20%时,也可选5个。
2.实施第一名检查员以随机方式对所给的零件进行第一次测量,将测量结果填入表格第二列。
然后第二名检查员同样以随机方式对这些零件进行第一次测量,将测量结果填入表格第六列。
第三名检查员做法相同,将测量结果填入表格第十列。
MSA测量系统重复性与再现性GR&R分析摘要:是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分, 而测量系统误差的重复性和再现性由GR&R 研究确定。
由精确度、稳定度、重复性、再现性合并而成,其中重复性跟再现性简称为GR&R,其目的是借助量具量测数据,验证量具是否可靠,是否好用,还可以计算出量具的量测误差;1.重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。
说明:其实验数据必须符合以下条件:同一人员、同一产品、同一环境、同一位置、同一仪器、短期时间内.2.再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。
说明:其实验数据必须符合以下条件: 不同人员同一产品、不同环境、不同位置、不同仪器、较长时间段.什么时候才需要进行GR&R分析对于需进行GR&R分析的测量系统,一般在以下三种情况下要进行GR&R分析:?首次正式使用前?每年一次的保养时?故障修复后GR&R分析方法1.准备检查员人数:一般为3人。
当以前分析时的GR&R值低于20%时,也可为2人。
试验次数:与检查员人数相同,即两人时为每人两次,三人时为每人3次。
零件数量:一般选10个可代表覆盖整个工序变化范围的样品。
当以前分析时的GR&R值低于20%时,也可选5个。
2.实施第一名检查员以随机方式对所给的零件进行第一次测量,将测量结果填入表格第二列。
然后第二名检查员同样以随机方式对这些零件进行第一次测量,将测量结果填入表格第六列。
第三名检查员做法相同,将测量结果填入表格第十列。
重复上述步骤,进行第二次、第三次测量,并将测量结果填入其余空白表格。
3.计算出设备变异EV、人员差异以及 GR&R等百分比,其计算公式如下图所示:4.判异标准如果GR&R小于所测零件公差的10%,则此系统无问题。