螺纹塞规、环规校验规范
- 格式:doc
- 大小:95.50 KB
- 文档页数:3

首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
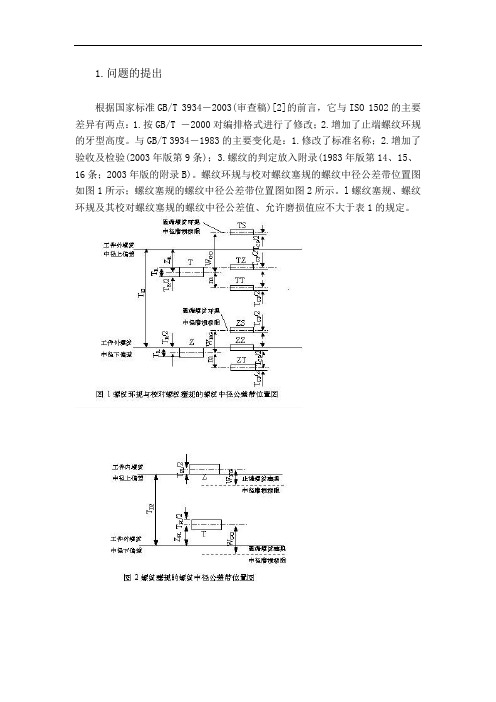
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T -2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT 是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT 旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO-TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。

螺纹塞规、螺纹环规自校规程
1、目的
对螺纹塞规、螺纹环规进行自校,确保其准确度和适用性保持完好。
2、范围
适用于本公司所有螺纹塞规、螺纹环规的自校。
3、自校基准
外校合格的外径千分尺。
4、环境条件
室温。
5、外观
目视:测量面无锈蚀、碰伤、毛刺、变形;允许有不影响使用准确度的外观缺陷。
6、配合
手试螺纹塞规测头与手柄无松动现象。
7、螺纹塞规通端有效长度
当锥度锁紧手柄对设计要求的内螺纹深度有影响时,应用卡尺测量并“调整”通端的有效长度。
8、量值检定
螺纹环规使用6-8个月后进行更换,暂不作校对。
9、螺纹塞规中径
用外径千分尺加三针测量。
尺寸符合《螺纹塞规中径<三针>检定M表》、《校对塞规中径<三针>检定M表》规定生产线螺纹塞规在检测500--600件产品进行清洗后、并交品管部进行数据值测量与判定是否有效。
10、校准记录
将校准过程形成记录。

1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T 1.1-2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO -TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。

![螺纹量规使用检定规程[1]](https://img.taocdn.com/s1/m/d0a31849a8956bec0975e363.png)
一.目的为确保我厂液压管件产品之螺纹精度,对在用或新购螺纹量规的精度检定、精度评定依据、螺纹量规的使用范围及其流转程序、周期检定日期等做如下规定。
二.适用范围本公司螺纹类工作规和校对规的检定、维护、管理。
三.职责1.由质量部根据检验的实际要求,制定本规程。
2.由质量部计量人员负责依照本规程对公司在用或新购螺纹量规进行检定维护和管理。
四.螺纹量规的精度检定1.校对螺纹塞规、工作螺纹塞规(1)检定参数项目A)齿形半角(左、右)B)齿距(单个齿,相邻误差、累积误差)C)小径、中径、大径(2)各螺纹参数之检定方法A)齿形半角、齿距、小径:在万能工具显微镜上用轴切法、影像法测量B)大径:用外径千分尺测量C)中径:(i)校对螺纹塞规:用三针法在立式光学计或卧式测长仪上与组合量块规标准量作比较测量(ii)工作螺纹塞规:三针法用外径千分尺测量2.螺纹环规(1)检定参数项目:综合螺纹参数。
(2)检定方法:用相应规格的经检定合格并在合格有效期内的校对螺纹塞规作内螺纹参数的综合检定。
A)螺纹环规通规(i)用通--通校对螺纹塞规,必须在通规螺纹环规的两端均能全部旋入。
(ii)用通--损校对螺纹塞规,只允许在通端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该通端螺纹环规为不合格品。
B)螺纹环规止规(i)用止--通校对螺纹塞规,必须在止规螺纹环规的两端均能全部旋入。
(ii)用止--损校对螺纹塞规,只允许在止端螺纹环规之两端各旋入1-1/2牙,超过2牙旋合长度的,则该止规螺纹环规为不合格品。
五.螺纹量规之精度评定依据按成都量具研究所发行,成都中学印刷厂印刷。
于1993年12月出版的由刘远模主编的《常用螺纹量规使用尺寸手册》中之有关项目标准。
校对规使用标准:H-28。
六.螺纹量规之使用范围1.校对螺纹塞规只用作检定判别螺纹环规之精度合格与否,而不能直接用作检定产品工件使用。
凡非有关计量人员擅自使用者一律作罚款处理,若因此而造成校对螺纹塞规之几何精度走失及损坏的,除罚款外按有关赔偿条律处理。
检测NPT螺纹环规、塞规使用方法及注意事项1.使用方法
检测NPT内外螺纹一般只用三基面螺纹环规、塞规。
见下图1
图1
测外螺纹时用手将螺纹环规旋进待测外螺纹,待测外螺纹体在螺纹环规上下两基面之间均为合格。
测内螺纹时将螺纹塞规旋进待测内螺纹,待测内螺纹体在螺纹塞规上下两基面之间均为合格。
面
上
基
面
基
准
面
环规三
此时被测螺纹体高
于下基面则被测螺纹体
螺纹偏小,已超出标准范
将螺纹环规旋进待测外
螺纹,待测外螺纹体与基准面
平行螺纹为标准。
此时被测螺纹体底
于上基面则被测螺纹体
螺纹偏大,不在标准范
2.注意事项
安全注意事项
非量规检查目的请勿使用。
螺纹部及量规部的边角因为存在功能性尖锐部分,因此容易造成操作人员受伤,请加以注意。
需要检查的产品或量规处于运动状态时去请勿检查量规。
上基
基准
基
下基
将螺纹塞规旋进待测外螺纹,待测外螺纹体与基准面平行螺纹为标
此时被测螺纹体高于下基面则被测螺纹体螺纹偏大,已超出标准
此时被测螺纹体底于上基面则被测螺纹体螺纹偏小,不在标准范
使用前的注意事项
请用轻油或白灯油侵袭量规及产品或以干净的布擦拭。
确认量规是否存在的锈迹、伤痕、毛刺等。
使用时的注意事项
以抗锈润滑油充分涂抹。
请勿对了量规施加冲击。
保管时的注意事项
保管量规时,应先去除灰尘、切屑等,以防止生锈。
将量规存放在无湿气且温度变化不大的场所。
定期点检
无论使用情况如何,都应定期进行检查。
1.问题的提出根据国家标准GB/T 3934-2003(审查稿)[2]的前言,它与ISO 1502的主要差异有两点:1.按GB/T 1.1-2000对编排格式进行了修改;2.增加了止端螺纹环规的牙型高度。
与GB/T 3934-1983的主要变化是:1.修改了标准名称;2.增加了验收及检验(2003年版第9条);3.螺纹的判定放入附录(1983年版第14、15、16条;2003年版的附录B)。
螺纹环规与校对螺纹塞规的螺纹中径公差带位置图如图1所示;螺纹塞规的螺纹中径公差带位置图如图2所示。
l螺纹塞规、螺纹环规及其校对螺纹塞规的螺纹中径公差值、允许磨损值应不大于表1的规定。
表1 螺纹量规螺纹中径公差值、允许磨损值表μm文献[1]最先指出GB/T 3934-1983螺纹量规公差存在问题,文献[2]在其标准编制说明中指出标准不完善,希望在标准在审定过程中得以解决。
文献[1]、[2]都给出表2的数据来说明公差的不完善。
表2给出螺纹环规与校对螺纹塞规公差带之间的最小距离。
其主要观点如下:表2 螺纹环规与校对螺纹塞规公差带之间的最小距离表μm1. T和TT、Z和ZT公差带中心距离m相同,见图1。
因T和TT是完整牙型,且旋合长度较长,而Z是截短牙型,螺纹长度短,因而T和TT旋合时半角误差和螺距误差对作用中径的影响比Z和ZT旋合时的影响大,而用相同的m值作补尝是不恰当的。
并且m的大小也值得探讨。
2. ZS和ZZ公差带间的最小距离(WNG-TR/2-TCP)为负值,表明两公差带有部分重叠。
这样将导致ZS中径小于ZZ中径,以致产生ZZ能止住的Z环规,ZS却不能止住的不合理现象。
TS和TZ公差带间的最小距离(WGO -TR/2-TCP)偏小,可能由于半角误差和螺距误差对作用中径的影响,产生TZ能止住的T环规,TS却不能止住的不合理现象。
也可能产生T环规并未显著磨损,而TS却能通过。
3. 实践表明用校对螺纹塞规检验合格的螺纹环规,其单一中径不一定合格;而单一中径合格的螺纹环规用校对螺纹塞规检验不一定合格。
螺纹塞规检验标准螺纹塞规检验标准。
螺纹塞规是用于检验螺纹的工具,它的准确性和可靠性对产品质量起着至关重要的作用。
螺纹塞规检验标准是为了保证螺纹塞规的使用效果和产品质量,制定的一系列规范和标准。
下面我们将详细介绍螺纹塞规的检验标准。
首先,螺纹塞规的外观检验是非常重要的一项内容。
在外观检验中,需要检查螺纹塞规的表面是否平整,无明显的划痕和变形。
同时,还需要检查刻度线是否清晰,刻度值是否准确。
这些都是保证螺纹塞规正常使用的基本要求。
其次,螺纹塞规的尺寸检验也是必不可少的。
尺寸检验需要使用相关的测量工具,如千分尺、游标卡尺等,对螺纹塞规的各个尺寸进行精确的测量。
尺寸检验的结果需要符合国家标准或相关的技术要求,以确保螺纹塞规的精度和稳定性。
另外,螺纹塞规的功能检验也是不可或缺的一部分。
功能检验需要模拟实际使用情况,对螺纹塞规的插入、旋转和固定等功能进行检验。
通过功能检验可以判断螺纹塞规是否能够准确地检测螺纹的质量,以及是否能够满足产品的要求。
此外,螺纹塞规的材质和硬度也需要进行检验。
材质和硬度的检验可以通过金相显微镜、硬度计等设备进行。
合格的材质和硬度可以保证螺纹塞规具有足够的耐磨性和使用寿命。
最后,螺纹塞规的包装和标识也需要进行检验。
包装和标识的检验主要是检查产品是否完整无损,标识是否清晰可辨认。
合格的包装和标识可以保证产品在运输和使用过程中不受损坏,并且方便用户正确识别和使用。
总之,螺纹塞规的检验标准涉及到外观、尺寸、功能、材质、硬度、包装和标识等多个方面。
只有严格按照相关标准进行检验,才能保证螺纹塞规的质量和可靠性,为产品的生产和质量控制提供有力的保障。
希望本文对螺纹塞规的检验标准有所帮助,谢谢阅读!。