昆仑通泰触摸屏与三菱PLC两种连接方法
- 格式:pdf
- 大小:3.02 MB
- 文档页数:5

mcgs与三菱plc网口通讯随着科技的不断发展,自动化控制在各个领域得到广泛应用。
在工业生产过程中,PLC作为控制设备的核心,扮演着重要的角色。
而在PLC的控制系统中,要实现与上位机之间的通讯,就需要使用合适的软件和协议。
在本文中,将介绍一种常用的通讯方式——MCGS与三菱PLC的网口通讯,并对其进行详细探讨。
一、MCGS与三菱PLC网口的基本原理MCGS作为一种常见的人机界面软件,在现代自动化系统中得到了广泛应用。
而与之相连的三菱PLC,则是一个高性能的控制设备。
要实现MCGS与三菱PLC之间的通讯,首先需要确保两者具备网口通信的功能。
网口通讯是通过以太网协议实现的,它允许不同设备之间基于IP地址相互通信。
在MCGS与三菱PLC网口通讯中,需要使用Modbus协议。
Modbus是一种开放的通信协议,广泛应用于工业领域。
通过Modbus协议,MCGS可以实现与三菱PLC之间的数据交互。
二、MCGS与三菱PLC网口通讯的步骤在进行MCGS与三菱PLC网口通讯之前,需要先进行一系列的配置和设置。
以下是通常的通讯步骤:1. 配置三菱PLC的通讯参数:包括IP地址、端口号等。
确保三菱PLC的网口功能正常,并且与MCGS处于同一局域网中。
2. 在MCGS软件中创建PLC连接:打开MCGS软件,创建一个新的项目,并选择与三菱PLC进行通讯。
根据实际情况,填写三菱PLC的IP地址和端口号等信息。
3. 设置MCGS的通讯参数:在MCGS软件中,需要设置Modbus协议的通讯参数,包括通讯方式、波特率等。
与三菱PLC 进行配套设置,确保两者的通讯参数一致。
4. 编写MCGS与三菱PLC的通讯程序:在MCGS软件中,根据需求编写PLC与人机界面之间的数据交互程序。
可以通过拖拽和编程的方式实现,确保数据的准确传输。
5. 进行通讯测试和调试:完成上述配置和设置后,进行通讯测试和调试。
确保MCGS与三菱PLC之间能够正常通讯,并实时地进行数据交互。
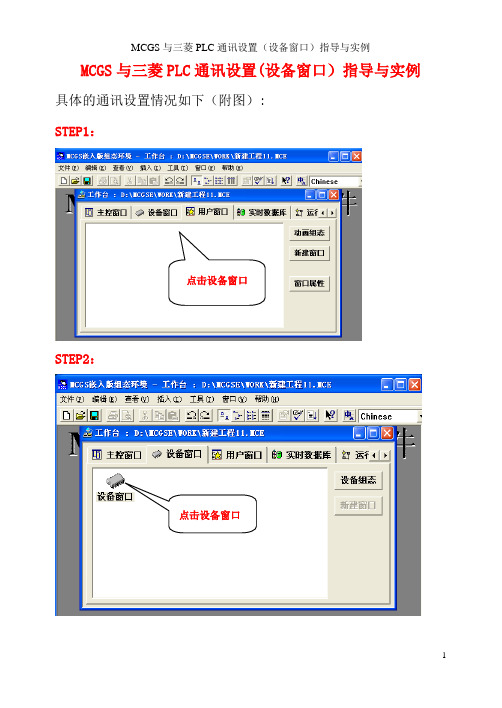
MCGS与三菱PLC通讯设置(设备窗口)指导与实例具体的通讯设置情况如下(附图):
STEP1:
点击设备窗口
STEP2:
点击设备窗口
STEP3:
如果为空白界面,点击工具箱图标STEP4:
如果箭头所指两
处为空白,点击
设备管理
STEP5:
选择所需的设备
STEP6:
点击第3步窗口中的通用串口父设
备0,弹出的窗口按照此图设置
STEP 7
点击第3步窗口中的
三菱FX系列编程
口,按照此图设置。
MCGS与三菱PLC的通讯实例
《灯的控制》
控制要求:
输入输出
启动按钮M0 指示灯Y0
停止按钮M1
三菱PLC参考程序如下:
MCGS制作参考:
第1步绘图
按照此画
面制作
第2步点击菜单栏工具选择层叠
点击实时数据库增
加启动、停止、指示
灯三项。
第3步点击用户窗口中的启动按钮按照下图设置
第3步点击用户窗口中的停止按钮按照下图设置
第4步点击用户窗口中的指示灯按照下图设置
点击此处。
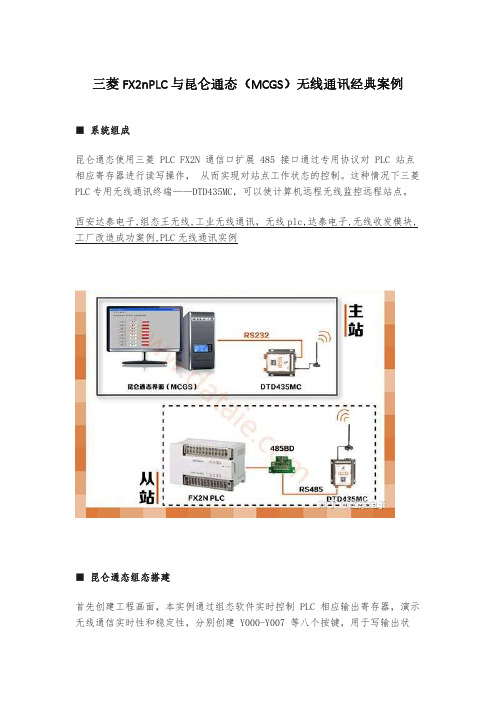
三菱FX2nPLC与昆仑通态(MCGS)无线通讯经典案例■ 系统组成昆仑通态使用三菱 PLC FX2N 通信口扩展 485 接口通过专用协议对 PLC 站点相应寄存器进行读写操作, 从而实现对站点工作状态的控制。
这种情况下三菱PLC专用无线通讯终端——DTD435MC,可以使计算机远程无线监控远程站点。
西安达泰电子,组态王无线,工业无线通讯,无线plc,达泰电子,无线收发模块,工厂改造成功案例,PLC无线通讯实例■ 昆仑通态组态搭建首先创建工程画面,本实例通过组态软件实时控制 PLC 相应输出寄存器,演示无线通信实时性和稳定性,分别创建 Y000-Y007 等八个按键,用于写输出状态,创建 8 个文本显示框分别显示当前本地按键状态(0 或者 1)0,表示断开状态,1 表示导通状态,再创建 8 个指示灯分直接读取 PLC 端的输出寄存器状态,工程界面如下图所示:西安达泰电子,组态王无线,工业无线通讯,无线plc,达泰电子,无线收发模块,工厂改造成功案例,PLC无线通讯实例剩余步骤详见下文说明文档■ PLC参数设定PLC 按照以下参数设定,专用通信协议,7 E 1,波特率为 9600,H/W 类型选择为 485,传送顺序格式与组态软件相同,这里为格式 4,站号设置为 0 与设备地址对应。
设置超时判定时间 50 以上:西安达泰电子,组态王无线,工业无线通讯,无线plc,达泰电子,无线收发模块,工厂改造成功案例,PLC无线通讯实例■ 实例总结使用两块DTD435MC无线通讯终端,可以取代原有的485通讯线,实现三菱FX2N系列PLC与昆仑通态组态软件的无线通信,并能实时稳定的进行检测控制。
■完整例程下载【西安达泰电子提供】三菱PLC和昆仑通态无线通信(通信口).pdf■ 无线通讯方案的好处1. 节能环保:功耗小,节省大量供电费用2. 高效:解决移动设备的布线困扰,接电即用3. 可靠:达泰电子专注工业无线通讯领域17年。

编号:_______________本资料为word版本,可以直接编辑和打印,感谢您的下载mcgs与三菱plc通信协议甲方:___________________乙方:___________________日期:___________________mcgs与三菱plc 通信协议篇一:mcgs与三菱Fx系列plc通讯方法论文mcgs与三菱Fx系列plc通讯方法论文【摘要】mcgs提供的两种与plc的通讯方式,操作都比较简单方便。
但需要明了其不同的通讯机理和各自的特点。
对这两种通讯方式,根据每个参与通讯的参数的具体情况可以灵活运用,确保mcgs与plc通讯既程序简捷乂满足实时性等其它要求,做到合理有效,使计算机自动控制系统可靠运行。
引言在工业生产过程中,计算机自动控制技术的应用越来越广泛,深刻地影响着我国的工控技术的发展,特别是工控机+plc这种架构形式应用得很普遍,其中工控机用作上位机,主要用于监控、数据处理、报表等,而plc作为底层控制器,则是完成具体的控制动作。
对上位机的编程一般采用基于windows的高级语言(如Vb, Vc等),但是,由于采用组态软件编程,非常简单易学,软件开发工作H也大为缩减,并且功能齐全,因此组态软件的应用得到了很大的普及。
第i页共ii页Imcgs与Fx系列plc通讯设置1.1mcgs通讯设置mcgs是北京昆仑通态自动化软件科技有限公司研发的一套基于windows平台的,用于快速构造和生成上位机监控系统的组态软件系统。
mcgs组态软件包括三个版本,分另U是网络版、通用版、嵌入版。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
篇二:自编三菱plc通讯协议Fx系列可编程控制器(plc )通讯常用方法目录1、基本通讯方法1.1常用的通讯方法1.2计算机与Fx-plc通讯结构2、通信格式2.1通讯基本格式2.2plc相关通讯寄存器标志2.3通讯格式详解2.4举例3、通讯过程3.2专用通讯协议框图3.3专用通讯控制命令4、附录ascii码表1、基本通讯方法1.1常用通讯方法Fx系列plc支持5种通讯方法1)计算机链接:用计算机做主机,通过Rs485接口与16 台plc组网,采用专用通讯协议,在计算机与plc之间交换数据,本资料重点解决计算机链接问题,包括硬件连接、通讯参数设置、通讯格式等。
编号:_______________本资料为word版本,可以直接编辑和打印,感谢您的下载mcgs与三菱plc通信协议甲方:___________________乙方:___________________日期:___________________mcgs与三菱plc 通信协议篇一:mcgs与三菱Fx系列plc通讯方法论文mcgs与三菱Fx系列plc通讯方法论文【摘要】mcgs提供的两种与plc的通讯方式,操作都比较简单方便。
但需要明了其不同的通讯机理和各自的特点。
对这两种通讯方式,根据每个参与通讯的参数的具体情况可以灵活运用,确保mcgs与plc通讯既程序简捷乂满足实时性等其它要求,做到合理有效,使计算机自动控制系统可靠运行。
引言在工业生产过程中,计算机自动控制技术的应用越来越广泛,深刻地影响着我国的工控技术的发展,特别是工控机+plc这种架构形式应用得很普遍,其中工控机用作上位机,主要用于监控、数据处理、报表等,而plc作为底层控制器,则是完成具体的控制动作。
对上位机的编程一般采用基于windows的高级语言(如Vb, Vc等),但是,由于采用组态软件编程,非常简单易学,软件开发工作H也大为缩减,并且功能齐全,因此组态软件的应用得到了很大的普及。
第i页共ii页Imcgs与Fx系列plc通讯设置1.1mcgs通讯设置mcgs是北京昆仑通态自动化软件科技有限公司研发的一套基于windows平台的,用于快速构造和生成上位机监控系统的组态软件系统。
mcgs组态软件包括三个版本,分另U是网络版、通用版、嵌入版。
具有功能完善、操作简便、可视性好、可维护性强的突出特点。
通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。
篇二:自编三菱plc通讯协议Fx系列可编程控制器(plc )通讯常用方法目录1、基本通讯方法1.1常用的通讯方法1.2计算机与Fx-plc通讯结构2、通信格式2.1通讯基本格式2.2plc相关通讯寄存器标志2.3通讯格式详解2.4举例3、通讯过程3.2专用通讯协议框图3.3专用通讯控制命令4、附录ascii码表1、基本通讯方法1.1常用通讯方法Fx系列plc支持5种通讯方法1)计算机链接:用计算机做主机,通过Rs485接口与16 台plc组网,采用专用通讯协议,在计算机与plc之间交换数据,本资料重点解决计算机链接问题,包括硬件连接、通讯参数设置、通讯格式等。
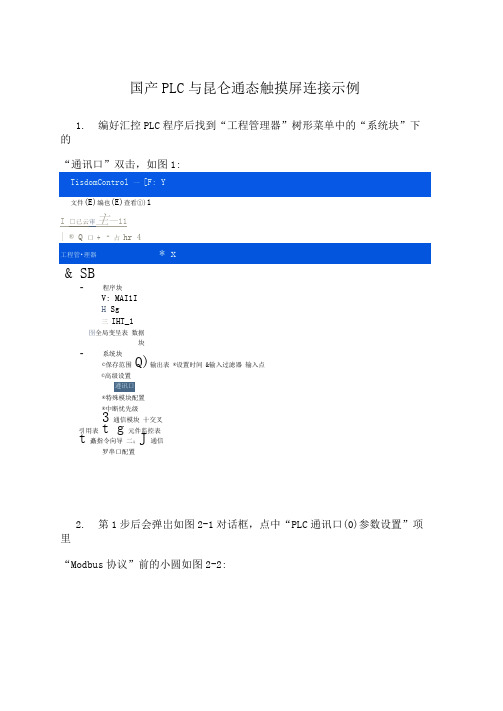
国产PLC 与昆仑通态触摸屏连接示例1. 编好汇控PLC 程序后找到“工程管理器”树形菜单中的“系统块”下的“通讯口”双击,如图1:文件(E)编也(E)查看①)1I □已云审主—11& SB -程序块 V: MAI1IH Sg三 IHT_1囹全局变呈表 数据块- 系统块©保存范围Q)输出表 ®设置时间 &输入过滤器 输入点©高级设置2. 第1步后会弹岀如图2-1对话框,点中“PLC 通讯口(0)参数设置”项里“Modbus 协议”前的小圆如图2-2:®特殊模块配置 ®中断忧先级3通信模块 十交叉引用表 t g 元件监控表 t 矗指令向导 二;J 通信罗串口配置玉统块EQ 表旣购 Q1混呢电E 榆出芸 Qi «E£T !IQ ) E 前me 券去 4速讯口 3礙诵暧 ©自由口馳.•^'Wodhu^fo^. C )口职5囱汶 san^aWu»fl>usi^gl" iiisirsW ' pTrtfcvnO ( 1 )费数C )无助边O 目由口恢逸 启也日診匕BodbuzxKSOIM 近囱址rLc®sn(2)◎数汾说目曲协发 自由口疸帕血& ■IU 個肿.I 斑 ] gift图2-1图2-23.第2步后单击“Modbus 设置”按钮,会弹出如图3-1对话框,然后点击“波特率”下拉菜单如图3-2:图3-1图3-24.第3步后点击各弹出对话框的“确定”按钮,然后下载到汇控PLC中,运行程序,这里即完成连接触摸屏的PLC方面的环节;5.笫4步后打开昆仑通态触摸屏软件,如果已有编辑好的程序,则选中软件中的“设备窗口”标签如图5-1, 然后双击“i殳备窗口”的图标弹出如图5-2界面,继续右键选择“i殳备工具箱”:马丸件⑴礙⑴箜看®病入⑴工貝®塚口®轅助如DS.IPI “订丄匕|昱1 坐]咗2庖11詞创创團⑥丽E王控窗口 *设备窗口懿用户窗口能I实时載齬库釘运行茉略股备釦图5-26.如果是第一次打开“设备工具箱”后里面是没有东西显示的,可单击“设备管理”按钮会弹出对话框,然后“所有设备”文件夹?PLC文件夹?“艾默生”文件夹“艾默生EC系列”文件夹下的“艾默生EC系列PLC”图标,如图6,再单击对话框左下角“增加”按钮:• 1寿炷和匸一下綠.?»•:u- JABCFM 三芫一U 和ffl M 掠心加艾・nTJ ">>£•・•〔•・•一<•H图 7-2:图7-17.按笫6步操作在“通用设备”文件夹下找到“通用串口父设备”图标增加进右边"选定设备”界面中,如图7-1,然后点击对话框右下角的“确认”按钮如图7-28.第7步后返回到如图5-2界面,只是设备工具箱里会多岀了刚选择的两个设备图标,此时先双击“通用串口父设备”再双击“艾默生EC系列PLC”如图8: E心液入販电去堺业tan組芒:设之@ 口刃—妁仙(9 玉■•:"少上辺IM'T)无甲朴耳峑珂* _L创上 & *吉凹»&rn«图89.第8步后双击“通用串口父设备0”图标,按如图9-1、图9-2、图9-3步骤完成设置后点击各“确认”按钮。
昆仑通态与三菱q系列plc网口通讯近年来,随着工业自动化的快速发展,PLC(可编程逻辑控制器)在各个领域得到了广泛应用。
而在PLC的控制系统中,通讯模块的功能显得尤为重要,它能够实现PLC与其他设备之间的数据传输和交流。
本文将讨论昆仑通态与三菱Q系列PLC网口通讯的相关问题。
首先,我们来了解一下昆仑通态(KUNLUN TONGTAI)这个品牌。
作为一家专业从事智能控制系统及工业自动化领域的企业,昆仑通态以其领先的技术水平和可靠的产品质量赢得了市场的好评。
该公司致力于为客户提供成本效益高、性能稳定的工业自动化产品。
而在PLC通讯领域,昆仑通态的产品也是备受关注的。
而三菱Q系列PLC则是三菱电机(Mitsubishi Electric)生产的一款高性能PLC系列产品。
三菱电机作为全球领先的工业自动化设备供应商,其产品以性能稳定、功能丰富而闻名。
在工业控制系统中,三菱Q系列PLC可以实现多种多样的功能,适用于各种工业场合。
现在,让我们来探讨一下昆仑通态与三菱Q系列PLC网口通讯的问题。
在工控领域中,PLC通讯模块有着至关重要的作用,它可以实现PLC与上位机、下位机或其他PLC设备之间的数据传输。
通过通讯模块,我们可以远程监控和控制各种设备,实现自动化生产线的高效运行。
昆仑通态与三菱Q系列PLC网口通讯的方案是通过昆仑通态的Modbus协议通讯模块来实现。
Modbus协议是一种常见的工业通信协议,它可以在不同厂家的设备间实现数据传输和通讯。
昆仑通态的Modbus协议通讯模块可以与三菱Q系列PLC的网口进行通讯,实现数据的读写和传输。
通过昆仑通态的Modbus协议通讯模块,我们可以方便地实现对三菱Q系列PLC的监控和控制。
无论是从上位机向PLC发送命令,还是从PLC获取数据并传输至上位机,都可以通过该通讯模块实现。
这极大地提高了生产线的自动化水平,使工控系统更加智能高效。
此外,昆仑通态与三菱Q系列PLC网口通讯方案还具备良好的兼容性。
触摸屏是这样与PLC通讯的,原理其实很简单,一看就懂大家好,将近一年多没有写什么文章了,主要一是平时工作很忙,二是近一段时间一直在学习一些新的东西,然后自己又自学建了一个网站,这些都占用了我大量的时间。
至于是什么新的知识,有兴趣的朋友可以去我的个人网站去看看,网址就在下面的图片上,以后网站上除了新的知识以外,也会发表一些工控类的文章。
好了,先啰嗦这么多,下面正式开始今天的主题。
我们在以PLC为核心的实际控制项目中,绝大多数情况都离不开触摸屏或上位机的配合,因为我们使用PLC做控制,主要的是处理一些模拟量,这些模拟量就是我们要监控的,设备上的压力,温度,流量等这些数值,然后通过这些检测到的数值,再根据一些条件控制设备上的电动阀,风机,水泵等。
但这些数值我们直接从PLC上是看不到的,想要看到这些数值,就要使用触摸屏或工控机(其实就是电脑)。
首先需要说明一点,这篇文章只是阐述触摸屏的大致的工作原理和流程,不是一步一步教你怎么使用触摸屏(以后会写实际操作的文章),我认为在使用和操作触摸屏以前,明白它的原理和工作流程更重要。
如下面的图1,当我们把触摸屏和PLC连接起来以后,在触摸屏上就能看到我们想看的数据了。
除了数据还能通过触摸屏控制现场设备上的各种被控对象。
比如我们在触摸屏上组态一个开关,只要触摸屏上点击一下这个开关,就可以让现场设备上的一个电机启动。
图1那触摸屏和PLC通讯的原理是什么样的呢?看下面的图2,这是一个真实的触摸屏的正面和背面,正面不用说了,就是显示面。
主要看一下背面,有3个接口。
1,电源接口:给触摸屏供电的,电压多数都是DC24V。
触摸屏的参数标签上都有标明。
2,组态下载接口:就是我们通过触摸屏厂家提供的组态软件,在电脑上把我们想要的画面和功能都设计完成后,通过此接口下载到触摸屏上。
各个触摸屏厂家都有各自的软件,是不通用的,但没关系,原理都是一样的,只要学会一种,其他的只要熟悉一下软件界面就可以了。
昆仑通态和plc网口通讯怎么设置昆仑通态和PLC网口通讯的设置近年来,随着工业自动化领域的快速发展,越来越多的企业开始采用昆仑通态和PLC网口通讯技术来实现生产线的智能化和自动化。
在这篇文章中,我们将详细探讨昆仑通态和PLC网口通讯的设置方法和技巧。
一、了解昆仑通态和PLC网口通讯首先,让我们先来了解一下昆仑通态和PLC网口通讯的基本概念。
昆仑通态是一种工业控制通信协议,通常用于连接各种不同品牌的PLC(可编程逻辑控制器)。
而PLC网口通讯是通过网口(Ethernet)实现PLC和上位机之间的通信。
这种通信方式可实现实时数据传输和控制,极大地提高了生产线的效率和质量。
二、建立网络连接在开始设置昆仑通态和PLC网口通讯之前,首先需要建立网络连接。
确保PLC和上位机连接到同一局域网,并通过交换机或路由器实现彼此之间的通信。
这样可以保证数据的快速传输和实时反馈。
三、配置PLC参数接下来,需要对PLC进行参数配置,以确保其与上位机的通信顺利进行。
首先,打开PLC的配置软件,并选择正确的PLC型号和通讯端口。
然后,根据实际情况,设置PLC的IP地址、子网掩码和网关地址。
确保这些参数与局域网中的其他设备相匹配,以保证正常通信。
四、配置上位机参数同样地,要实现昆仑通态和PLC网口通讯,上位机的参数配置也是必不可少的。
打开上位机控制软件,并选择相应的通信协议和PLC型号。
然后,输入PLC的IP地址和通信端口号,确保与PLC端的设置一致。
最后,根据实际需要设置数据采集周期、通信超时时间等参数,以满足生产线的要求。
五、测试通讯连接在完成昆仑通态和PLC网口通讯的设置后,为了确保设置的正确性,我们需要进行通讯连接的测试。
首先,启动PLC和上位机,并检查它们之间的网络连接状态。
然后,在上位机软件中选择相应的PLC,在通讯设置中进行连接测试。
如果测试成功,并能正常读取和写入数据,那么昆仑通态和PLC网口通讯的设置就算完成了。
《自动化技术与应用》2019年第38卷第1期彳亍业应用与交流In d ustrial Applicati o ns and Commun i catio n s昆仑通泰触摸屏与三菱PLC两种连接方法李志梅-刘伟$(1.沙洲职业工学院,江苏张家港215600;2.苏州如德科技有限公司,江苏张家港210016)摘要:本文以亚龙YL-335B自动线为例,综述了昆仑通泰触摸屏与三菱PLC的几种连接方法,详细梳理了触摸屏TPC采用RS232或RS485与PLC编程口或串口连接时的异同之处,主要涉及电气连接、通讯参数设置等,以期为相关人员提供一定的借鉴与参考。
关键词:YL-335B;触摸屏TPC,三菱PLC;连接方法中图分类号:TP273文献标识码:A文章编号:1003-7241(2019)01-0130-05Two Connecting Methods of KunlunTongtai TPC and Mitsubishi PLCLI Zhi-mei1,LIU Wei2(1.Shazhou Professional Institute of Technology,Zhangjiagang215600China;2.Soochow Lide Science and Technology Co.,Ltd.,Zhangjiagang215600China)Abstract:Taking Yalong YL-335B automatic line as an example,this paper summarizes several connecting methods of Kunlun Tongtai TPC and Mitsubishi PLC,the similarities and differences of connecting TPC using RS232or RS485and PLC using programming port or serial port are presented in detail,electrical connection and communication parameter setting etc,are mainly revolved to provide some reference for the relevant personnel.Key words:YL-335B;touch screen TPC;Mitsubishi PLC;connection method1引言亚龙YL-335B自动线,作为技术实训示教装备,涵盖了PLC、变频、伺服、气动、触摸屏等技术。
该设备主要包含了:传输站、供料站、加工站、装配站、分拣站5个工作单元。
针对主站(通常为输送站)中的昆仑通泰触摸屏与日本三菱PLC的电气连接方法、以及相关通讯设置等问题,本文进行了详细梳理与综述。
2昆仑通泰触摸屏TPC串口简介2.1异步串行通信数据通信按传输方式可分为并行传输和串行传输,*基金项目:江苏高校品牌专业建设工程资助项目(编号PPZY2015B184)收稿日期:2017-12-06在串行传输通信中,采用了两种同步技术:异步传输和同步传输。
异步串行通信是当代PLC网络的主要通信方式。
2.2常见接口标准常见的标准异步串行通信接口有:RS-232-C.RS -422-A,RS-485等。
目前工业通讯方面较为常用的为RS232C和RS485两种通讯方式。
YL-335B采用RS-485串行总线实现各工作单元互联,构成了分布式控制系统叫2.3TPC通信接口昆仑通态触摸屏TPC7062TI,背视图如图1所示,其中USB1用来连接鼠标和U盘等,USB2与LAN用作工程项目下载。
串行接口(简称串口)通过电缆与PLC连接。
130|Techniques of Automation&Applications行业应用与交流《自动化技术与应用〉〉2019年第38卷第1期Industrial Applications and CommunicationsTPC 背面的串行接口共有9针引脚,可通过RS232连接电缆(带RS232/RS422转换器)或RS485连接电 缆与PLC 连接。
使用不同引脚有不同的通讯方式,具体如表1所示。
LAN -USB1 -USB2 --电源接口-串口图1 TPC7062 Ti 的背视图 表1 TPC7062串口引脚定义COM1COM2接口PIN 引脚定义2RS232 RXD 3RS232 TXD 5GND7RS485 +8RS485-串口引脚图表2 RS232与RS485对比表RS232CRS485通讯距离50米以内1200米以内传送方式全双工半双工通讯方式1对11对1、1对多抗干扰性共地的传输形式,容 易产生共模干扰,抗噪声干扰性弱。
采用平衡驱动器和差 分接收器的组合,抗 噪声干扰性好表3 PLC 与TPC 通讯方式PLC 通讯方式TPC7062C0M1COM2FX 编程口 (RS232C)VFX 串口RS232CRS485VRS232与RS485,两者通讯电气特性及引脚定义不同,也决定了在通讯距离、通讯方式等方面不同的适用 范围,具体区别如表2所示。
TPC7062T1可通过COM1口与FX 编程口或串口连接,也可通过COM2 口与FX 串口连接,具体如表3所示。
3 TPC 与FX 系列PLC 连接方法3.1两种连接方法MCGS 软件读写PLC 设备的各种寄存器数据,常通过两种方式:一种是通过三菱FX 系列PLC 编程口, 一种是通过三菱FX 系列PLC 串口通讯模块。
而后者又分为RS232串口和RS485串口,此处只介绍YL-335B 中常用的RS485串口。
1) 三菱一FX 系列编程口可采用标准三菱SC-09的RS232 口的编程电缆或自制的带有RS-232/RS-422转换器的编程电缆与PLC 编程口或422- BD 通讯模块通讯121,详细接线图如图2所示。
2) 三菱一FX 系列串口可采用RS485连接电缆,与PLC 侧的485通讯模 块进行连接通讯,例如FX3U —485BD 、或FX3U-485ADP 等,详细接线图如图3所示。
TPC 端PLC 端图3 TPC 通过COM2 口与FX3U-485ADP 连接(RS485)3.2相关参数设置TPC 通过COM1 口与PLC 编程口连接时,通讯协议采用三菱FX 编程口专有协议,所以通讯参数随编程 口驱动默认的做固定设置,且不需要设置PLC 参数。
TPC 通过COM2 口与PLC 串口模块连接时,通讯协议采用三菱FX 串口专有协议,通讯参数不作固定,PLCi^9针D 舷母头8针DinBI 形公头TPC 端图2 TPC 通过COM1与PLC 连接(RS422)Techniques of Automation & Applications |131《自动化技术与应用》2019年第38卷第1期行业应用与交流Industrial Applications and Communications表4相关参数设置TPC 通过COMI 与PLC 编程口连接 | TPC 通过COM2 口与FX3U-485ADP 连接1戸"运行MCGS 嵌入版组态软件,新建工程中选择IP :类型为“TPC7062T1”,然后新建窗口,并窗口组态图形界面。
实时数据库中创建变量,并与图形界面构件相关联。
父设 备设 置MIM口・>■«I - BiJ)•小tooo aa«D<(r2s«>i - ccae« - PUOO 0 - T©■止t atano - ita tin 肢扯方贰2 -跡验子设 备设 置设备■性名设备■性值〔内㊁■性】護且设奋内◎■性采■优化卜优化设耳名祢设帥设語注目三養.FX 系列靖段口初给工作状态1 -宿动矗小采篇列期Z)1W3设奋览址0200快E 采JK 次数0CPUS ; 230 - FX0BCPDC数SPL 参设世賣 00 ] ■认 <T) | Bunco |设f isna[内邰■性】设丘设奋内邻■性采11优化卜优化设督名杯设a设■逹爲口初敷工作状序1 - fiit)•小$«««]<»)100设督熄址0200快if 采*贞數»>^tt 式0 -映aztttt 0 -不PLCAfl0 - FX09C不用设墨只要与PLC 通讯口设定相同即可。
详细比较见表4所示。
注意:YL-335B 中,基本单元安装有FX3U-485- BD 板,用来组建N :N 通信系统;主站PLC 左侧扩展一块FX3U-485ADP 模块,用来连接触摸屏。
根据文献3、4,在PLC 端FX 参数设置对话框中,前者应选通 道1(CH1),后者通道2(CH2)。
4案例应用实践本案例中YL-335B 的控制器采用FX3U 系列PLC,供料单元和输送单元合用一台PLC 控制,称为供送站, 其余工作单元则由单独由一台PLC 控制。
案例工作任务:组建N : N 网络,指定供送站为主站;由连接到主站的人机界面监控供送、装配、分拣等3个工作站按钮/指示灯模块上绿灯的流水灯变化状态。
具体要求:按下人机界面“系统启动”按钮,三站绿灯轮流点亮,人机界面同步实现监控;按下“系统停止”132 | Techniques of Automation &Applications行业应用与交流《自动化技术与应用》2019年第38卷第1期In d ustrial Applicati o ns and Communications按钮,所有灯立即熄灭。
4.1组态画面及程序编写根据要求,编好图5所示的PLC程序,并按图4及表5组态好工程画面、连接好相应数据变量。
供送站装配站分拣站图4工程画面表5画面元件与实时数据库数据对象连接关系画面元件变量名称变量类型连接通道系统启动start开关型只写M0000系统停止stop开关型只写M0001供送站Light O开关型只读Ml000装配站Light l开关型只读M1001分拣站Light2开关型只读Ml0024.2TPC与PLC连接TPC采用COM1口与PLC编程口连接,在进行设备组态时,“设备管理”中,双击选择“通用串口父设备”、及“三菱一FX系列编程口”子设备。
然后按表4设置父设备与子设备固定通信参数:串口端口号设置为0(选择COM1口),波特率9600,7位数据位,1位停止位,数据校验方式为偶校验。
TPC采用COM2口与FX3U—485ADP连接,在进行设备组态时,“设备管理”中,同样双击选择“通用串口父设备”,但与上述不同的是:双击选择子设备是“三菱-FX系列串口”。