纸质包装盒检验规范
- 格式:doc
- 大小:47.50 KB
- 文档页数:4
纸质包装箱检验试验规范一、目的为了实现包装箱设计和检验的标准化,降低物流成本。
确保产品在仓储、搬运、装卸及运输过程中质量完好无损、标识清晰。
二、使用范围适用于本公司所有纸质包装箱。
三、职责技术部负责根据本规范要求设计合理包装箱。
质量部负责根据本规范对包装箱进行检验及监督包装箱设计的合理性。
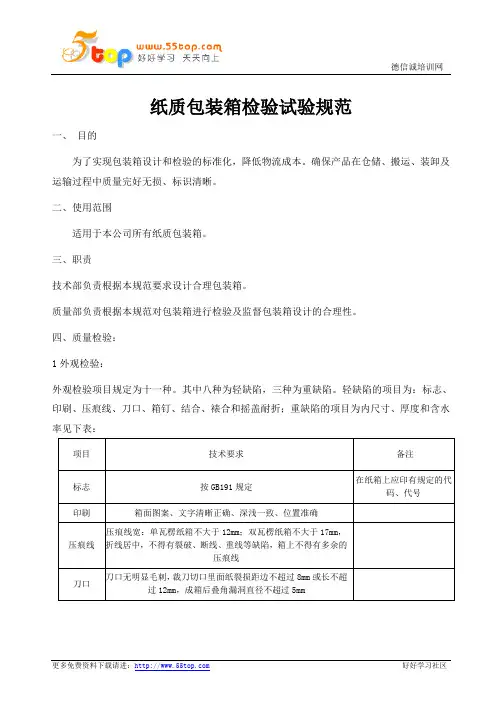
四、质量检验:1外观检验:外观检验项目规定为十一种。
其中八种为轻缺陷,三种为重缺陷。
轻缺陷的项目为:标志、印刷、压痕线、刀口、箱钉、结合、裱合和摇盖耐折;重缺陷的项目为内尺寸、厚度和含水率见下表:2试验方法2.1含水率:烘干法:从纸板或箱体不同部位取样4块,用天平称约50g的试样并记录,并将其撕成碎片后松散的放入烘箱内,温度为103±2℃,烘3小时,计算公式为:含水率=(试样原来的重量-试样烘干后的重量)÷试样原来的重量×100%2.2边压强度:从3个纸箱中,每个分别切取3块无机械压痕、无印刷痕迹和损坏的试样,试样的瓦楞方向应为短边,试样规格为25×100mm,误差±0.5mm,将试样置于下压板的正中,使试样的短边垂直于两平板,再用导块支持试样,使端面与两压板交接处垂直,彼此平行,并且垂直于瓦楞纸板表面。
开动压力试验机,以12.5mm/min±2.5mm/min的速度移动压板,施加压力直至试样压坏。
记录试样所能承受的最大压力,精确至1N。
计算公式为:R=F×1000/L式中:R为边压强度,用N/m表示;F为试样压溃时读取的力值;L为试样长边的尺寸,单位是mm。
2.3抗压力试验纸箱抗压能力是指瓦楞纸箱空箱立体放置时,对其两面匀速施压,箱体所能承受的最高压力值。
抗压能力的N。
取箱体和箱面不得破损和有明显碰、戳伤痕的样箱三个。
抗压力试验的设备是包装容器整体抗压试验机包装容器整体抗压试验机的主要技术参数是:测量范围:0-50kN 负荷准确度:±2%压板面积:1200mm×1200mm 上、下板平行度:2/1000上压板有效行程:标准速度 10mm/mm,无极调速 1-100/min抗压力试验的检测方法是将三个样箱立体合好,用封箱胶带上、下封牢,放入抗压试验机下压板的中间位置,开机使上压板接近空箱箱体。
纸盒检验标准操作规程1. 目的规范包装纸盒的检验操作。
2. 范围包装纸盒的检验操作。
3. 术语或定义N/A4. 职责质量控制部对本规程的实施负责。
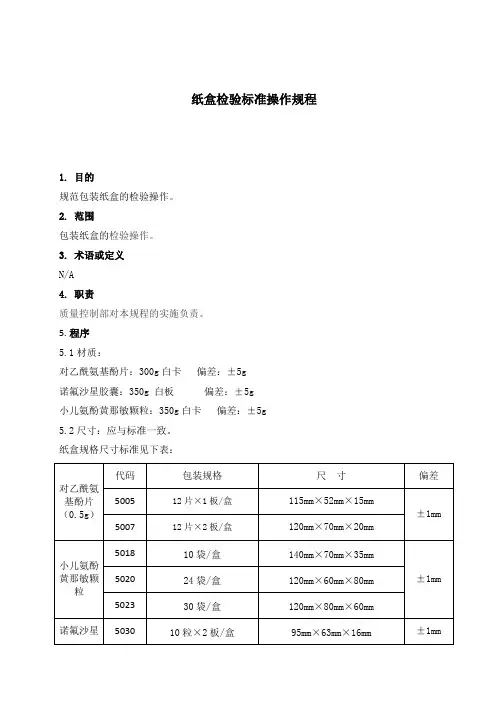
5.程序5.1材质:对乙酰氨基酚片:300g白卡偏差:±5g诺氟沙星胶囊:350g 白板偏差:±5g小儿氨酚黄那敏颗粒:350g白卡偏差:±5g5.2尺寸:应与标准一致。
纸盒规格尺寸标准见下表:5.3 外观5.3.1盒的表面应印字清晰,准确无误。
5.3.2纸面应平整,不允有褶皱、斑痕、破损、鼓泡、硬质块及明显的条痕等外观纸病,切边应整齐、光滑。
5.3.3盒体方正,盒接缝处应粘合牢固,不易开裂。
5.3.4覆膜的包装盒,其外覆膜的外观应光洁、平整、无气泡、均匀;粘合度以普通胶带粘于膜上,拉下胶带,覆膜应不脱离。
5.3.5包装盒应干燥、洁净、无污染。
5.4 图案设计及印刷5.4.1文字、图案清晰、完整、正确,与样稿(见附件)一致。
5.4.2同批印刷色泽应一致,不同批之间不得有明显的色差,套印位置偏差≤0.5mm。
5.4.3文字内容:应与样稿一致。
6 附件6.1对乙酰氨基酚片包装盒(12片×1板/盒)样稿;6.2 对乙酰氨基酚片包装盒(12片×2板/盒)样稿;6.3 小儿氨酚黄那敏颗粒包装盒(10袋/盒)样稿;6.4 小儿氨酚黄那敏颗粒包装盒(24袋/盒)样稿;6.5 小儿氨酚黄那敏颗粒包装盒(30袋/盒)样稿;6.6 诺氟沙星胶囊包装盒(10粒×2板/盒)样稿;6.7 诺氟沙星胶囊包装盒(10粒×5板/盒)样稿;6.8 诺氟沙星胶囊包装盒(10粒×6板/盒)样稿;6.9 诺氟沙星胶囊包装盒(10粒×50板/盒)样稿;6.10诺氟沙星胶囊包装盒(12粒×2板/盒)样稿;6.11纸盒检验记录。
食品包装纸箱验收规范1.目的此标准对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。
2.范围适用于公司产品运输包装所用的各品种规格的瓦楞纸箱。
3.职责3.1仓库负责包装箱之品名、规格、数量的入库。
3.2资材部负责提供包装箱的资材编号和相关检测报告的索取。
3.3贸易部负责确定包装箱的规格、版面、数量。
3.4品管部负责包装材料和相关检测报告的验收和审核。
4.技术要求4.1材质:纸箱材质为国产牛皮纸和瓦楞纸,基重(g/m2)为180/112/112/112/1804.2外观、尺寸4.2.1纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整4.2.2图案、文字印刷要求套印准确(套印不准确度不得大于1mm),墨色匀实,图案文字清晰,无油污、水化现象,无露白、露黄、露红现象,无错位、无重影。
图案、文字边缘齐整,无毛齿。
4.2.3印刷内容正确,图案、文字应与样版一致。
套色准确,无颜色过浓或过淡现象。
4.2.4纸箱接头搭合处接舌宽度要求在30-50mm,接合处使用有镀层的低碳钢扁丝钉合,扁丝不可有锈斑、剥层、龟裂等缺陷。
钉合位置应在搭接部位中线。
要求单排钉距小于80mm,钉距均匀,头钉距顶面压痕线和尾钉距底面压痕线均不得大于20mm。
钉合应牢固,不可有叠钉、单钉和不转角等缺陷。
4.2.5瓦楞纸箱压痕宽度应小于2mm,箱壁不可有多余的压痕线,当纸箱折合时,压痕处不可有破裂、断线的现象。
4.2.6裱层粘合要求无透胶、起泡现象,瓦楞纸板各层之间应粘合牢固,无层间分离现象。
4.2.7纸箱成型要求方正,无偏斜,箱角漏洞不超过3mm,摇盖合拢后缝隙不能超过3mm。
4.2.8纸箱尺寸(长、宽、高)应合符合同或订单要求,允许偏差为士0.5cm。
4.2.9纸箱纸板楞形应符合下表要求4.3物理机械性能4.3.1耐折度要求:纸箱摇盖经开合1800往复5次以后,纸箱各层不得有裂缝出现,摇盖压痕线处不可有破裂现象。
纸质包装盒检验标准————————————————————————————————作者:————————————————————————————————日期:纸质包装规范(附件)一目的为了实现包装箱设计和检验的标准化,降低物流成本。
确保产品在仓储、搬运、装卸及运输过程中质量完好无损、标识清晰。
二、使用范围适用于贵公司为订货方所有纸质包装箱。
三、职责贵公司负责根据本规范要求设计合理包装箱,订货方质量部负责根据本规范对包装箱进行检验及监督包装箱设计的合理性。
四、质量检验:1 外观检验:外观检验项目规定为十一种。
其中八种为轻缺陷,三种为重缺陷。
轻缺陷的项目为:标志、印刷、压痕线、刀口、箱钉、结合、裱合和摇盖耐折;重缺陷的项目为内尺寸、厚度和含水率见下表:项目技术要求备注标志按GB191 规定在纸箱上应印有规定的代码、代号印刷箱面图案、文字清晰正确、深浅一致、位置准确压痕线压痕线宽:单瓦楞纸箱不大于12mm;双瓦楞纸箱不大于17mm,折线居中,不得有裂破、断线、重线等缺陷,箱上不得有多余的压痕线刀口刀口无明显毛刺,裁刀切口里面纸裂损距边不超过8mm或长不超过12mm,成箱后叠角漏洞直径不超过5mm箱钉箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其它使用上的缺陷。
间距均匀、单钉距不大于55mm,双钉距不大于75mm。
首尾钉至压痕边线的距离为13±7mm。
钉合接缝处应钉牢、钉透,不得有叠钉、翘钉、不转脚钉等缺陷钉间距的量取是指两钉相对处的距离摇盖耐折纸箱支撑或型后,摇盖开合270 度,往复三次,面纸、里纸无裂缝结合钉合搭接舌宽为35-50mm,箱钉应沿搭接舌中线钉合,排列整齐,偏斜不超过5mm。
粘合搭接舌宽不小于30mm,粘合剂应涂布均匀、充分、无溢出,粘合面剥离时面纸不分离。
纸箱二片接头对齐,其剪剪刀差:量取结合部位上下端压痕线处两刀距离之差.刀着;大型箱不大于7mm;中型箱不大于6mm;小型箱不大于4mm,箱体方正裱合箱面纸不许拼接、缺材、露楞、折皱、透胶、污迹。
信质电机股份纸质包装箱验收标准审批人:审核人:制订人:目的:为对我公司纸箱类材料的进料之质量进行规范, 使QC人员及操作检验员作业时有章可循,严格控制包装材料进货质量,做好质量把关工作,减少生产过程质量事故. 此规范对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。
适用范围:信质电机股份以及子公司与合资公司.一 . 验收标准:1.纸箱材质:1.1纸箱分类:纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,且有各种规格与型号。
我们公司所用的多为瓦楞纸箱。
瓦楞纸箱常用的有三层、五层、七层,各层Array分为里纸、瓦楞纸、芯纸、面纸。
里、面纸有茶板纸、牛皮纸,芯纸用瓦楞纸,各种纸的颜色与手感都不一样,不同厂家生产的纸(颜色、手感)也不一样。
1.2由于各家供应商配纸选用不一样,我们只要求各包材供应商送货时与其提供的各对应材质的标准样一致.1.3同一批次纸箱的颜色差异不宜太大.1.4检验方法:目测、.1.5检验工具:标准质材样板、包装工程图纸2.尺寸规格(以内径为准):2.1长度(L):纸箱底面的长边尺寸.2.2宽度(B):纸箱底面的短边尺寸.2.3高度(H):纸箱顶面到底边的尺寸.2.4检验方法:钢尺测量、目测2.5检验工具:精确度为1MM的钢尺、包装工程图纸3.纸箱尺寸允许偏差的最大值:3.1按照使用不同瓦楞纸板的种类,纸箱尺寸允许偏差的最大值见下表.4.印刷:4.1色泽鲜艳,套色准确,图文清晰,墨色均匀,深浅一致,表面清洁,无重印或重影现象,印刷位置准确;4.2图案文字偏离水平线不得超过5MM;4.3文字准确,记两单位应符合法定计量单位;4.4涂料均匀,不起泡,不露底,不粘连;4.5检验方法:用白棉花吸水涂抹不掉色为准。
5.方正度:5.1技术指标:5.1.1综合尺寸≤1000mm的纸箱,顶面对角线之差不得大于5mm;5.1.2综合尺寸>1000mm的纸箱,顶面对角线之差不得大于14mm;5.2检验方法:将纸箱支撑成型,使纸箱一角成直角,用钢尺测量顶面两对角线长度;5.3检验工具:精确度为1mm的钢尺(或卷尺)*注:纸箱综合尺寸,是指内尺寸长、宽、高之与. (即Z= L(内) + B(内) + H(高) )6.粘合、钉合:6.1粘合剂应使用乙酸乙烯或与其效果相同的其他无毒、无害的食品胶;6.2粘接牢固,当撕裂表层底层粘结牢固为准;6.3钉合应使用带镀层(铜、锌)的低碳钢扁丝,扁丝不应有锈斑、剥层、龟裂或其他使用上的缺陷;6.4纸箱接缝应钉牢、钉透,不得有曡钉、缺钉、翘钉、断钉、曲钉、不转角等缺陷6.5单排钉距不大于80mm,箱钉排列整齐、均匀,头尾钉距顶、底面压痕线不大于25mm;6.6采用斜钉(与箱立边成45°角)或横钉;箱钉应沿搭接部分中线钉合;6.7纸箱接头粘合搭接舍宽度不少于30mm,纸箱接头钉合搭接舍宽度为35 ~50mm;6.8检验方法:目测、手撕;6.9 检验工具:精确度为1mm的钢尺(或卷尺)。
产品包装检验标准1. 检验目的本文旨在制定产品包装的检验标准,确保产品包装符合相关法规和质量要求,保障产品的安全性和完整性。
2. 检验范围本检验标准适用于所有公司生产的产品包装,包括但不限于纸盒、塑料袋、玻璃瓶等各类包装材料。
3. 检验要求3.1 包装材料质量要求- 包装材料应符合国家相关标准或行业标准,确保无毒、无污染。
- 包装材料应具备足够的强度和耐久性,能够承受正常运输和储存过程中的压力和震动。
- 包装材料应易于搬运和堆放,并能有效保护产品免受损坏和变形。
3.2 包装外观检验- 包装外观应整洁、无污渍、无明显划痕或破损。
- 包装上的文字、图案、标识应清晰可辨,无模糊或掉色现象。
3.3 尺寸和容量检验- 包装尺寸应符合产品的规格要求,能够容纳产品完整且不过大或过小。
- 包装容量应准确,不得存在过度灌装或欠灌装的情况。
3.4 密封性检验- 包装应具备良好的密封性,防止内部物质泄漏或外部污染进入。
- 包装密封部位应完好,无破损或松动现象。
3.5 标签和说明书检验- 包装上的标签和说明书应准确无误地反映产品信息,包括但不限于产品名称、规格、生产日期、保质期等。
- 标签和说明书应牢固粘贴,不易脱落或模糊。
4. 检验方法4.1 包装材料质量检验可通过样品送检、抽样检测等方式进行。
4.2 包装外观检验可通过目视检查、光源照射等方式进行。
4.3 尺寸和容量检验可通过测量仪器和工具进行精确测量。
4.4 密封性检验可通过水压试验、振动试验等方式进行。
4.5 标签和说明书检验可通过人工检查和对比产品信息进行核对。
5. 检验记录与报告5.1 检验记录应详细记录每次检验的时间、地点、检验人员以及检验结果等信息。
5.2 检验报告应根据检验记录编制,包括产品包装的检验项目、标准要求、实际检验结果和结论等内容。
6. 检验频率6.1 新产品包装应在投产前进行全面检验。
6.2 对于已投产的产品包装,应按照一定的频率进行定期检验,以确保包装质量的稳定性和一致性。
目的:制定纸盒检验操作规程,规范标签的质量检查。
范围:适用于纸盒的质量检查。
责任:质量部、生产部对本规程的执行负责。
内容:1、检验用具:玻璃尺、剪刀、分析天平。
2、取样方法:按包装材料通用取样规程取样。
3、检查3.1性状:目视检查质量应均一、表面清洁、无污迹、字迹清晰,分色均匀、色泽与标准样一致、无花斑花点、无伤痕等使用上的缺陷粘贴处无脱胶现象,装订边吻合牢固。
材质:用剪刀剪取纸箱,共分五层,内外两层为牛皮纸,中间三层为一层黄板纸及二层瓦楞纸。
3.2规格:透明玻璃尺尺量:(水丸内盒)60mm×37mm×37mm;(水丸套盒)290mm×76mm×63mm;(口服液盒)260 mm×103mm×20mm。
3.3逐条核对印刷内容:商标、品名、批准文号、包装规格、产品批号、、生产日期、有效期、处方、功能主治、注意、贮藏,单位名称等内容字迹清晰,符合规定要求。
4、分析结果判定4.1全部项目检验合格,为合格品。
4.2单项检验项目不合格,须要复检,复检不合格示为不合格品。
目的:制定复合铝袋检验操作规程,规范标签的质量检查。
范围:适用于复合铝袋的质量检查。
责任:质量部、生产部对本规程的执行负责。
内容:1、验用具:放大镜、卷尺、游标卡尺2、取样方法:依照包装材料通用取样规程取样。
3、检查3.1性状:本品为复合铝袋,其肉眼观看表面,无污迹、字迹清晰、分色均匀、无花斑花点。
3.2外观其肉眼看表面及袋内面清洁,无污迹,字迹清晰,分色均匀,色泽与标准样一致,无花斑、花点。
3.3逐条核对印刷内容:与标准内容一致应符合规定要求。
3.4用卷尺测量袋的大小规格应符合名规格规定的尺寸要求及对材料厚度规定。
3.5手撕拉有较大强度及韧性。
4、分析结果判定4.1全部项目检验合格为合格品。
4.2单项检验不合格,须要复检,复检不合格示为不合格品。
目的:明确口服液瓶质量标准,确定质量、生产、采供质控依据。
1.目的对产品包装用纸板制成的纸箱的质量要求、检验方法作出规定。
确保购进的包装纸箱符合规定的要求。
2.范围适用于公司产品包装所用的各品种规格的纸箱、纸盒。
3.职责3.1 仓库负责包装箱之品名、规格型号、数量的入库。
3.2 采购部负责包装纸箱的采购和相关检测报告的索取。
3.3 销售部负责确定包装箱的规格、版面、预估采购的数量。
3.4 质量部负责包装纸箱质量方面的检查验收。
4.质量标准和检验方法4.1 外观4.1.1 纸箱表面应平整、干净无污渍, 纸箱应无破损, 无裂纹, 纸箱切口应齐整。
4.1.2 印刷内容正确, 图案、文字应与公司要求相符。
4.1.3 图案、文字印刷要求套印准确, 版面不允许偏移、歪斜、重影, 无缺版、错版;图案文字清晰, 无油污、水化现象, 无露黄现象, 无错别字、缺字现象。
墨色匀实, 无颜色过浓或过淡现象。
图案、文字边缘齐整, 无毛齿。
同一批次的包装箱版面颜色应无差异, 不同批次的包装箱版面颜色应无明显差异。
4.1.4 纸箱成型要求方正, 无偏斜, 箱角漏洞不超过3mm, 摇盖合拢后缝隙不能超过3mm。
4.2 尺寸要求我公司产品包装外箱材质采用五层瓦楞纸板。
纸箱长度、宽度、高度尺寸见各具体型号箱体具体尺寸明细要求, 长度、宽度和高度尺寸公差为±3mm。
4.3 重量要求因纸箱厚度未作尺寸要求, 可以称取单件重量进行控制。
外箱重量公差±15g, 卡盒重量公差±5g。
4.4 纸箱的钉装、粘接瓦楞外箱接头搭合处接舌宽度要求在30-50mm, 卡盒搭接宽度应不小于20mm, 接合处使用有镀层的低碳钢扁丝钉合, 扁丝不可有锈斑、断裂等缺陷。
钉合位置应在搭接部位中线。
钉合应牢固, 不可有翘钉、单钉和不转角等缺陷。
采用粘胶粘合纸箱舌宽不小于30mm, 要求粘接紧密, 压合平整, 无松脱等缺陷。
4.5 物理机械性能4.5.1 耐折度要求: 纸箱摇盖经开合1800往复5次以后, 纸箱各层不得有裂缝出现, 摇盖压痕线处不可有破裂现象。
纸盒、标签、说明书、合格证等检验规程1 目的制定纸盒、标签、说明书、合格证等操作规程。
2 适用范围产品包装用的纸盒、标签、说明书、合格证。
3 责任质量技术部QC、物料部、车间质量管理人员及包装操作工人有责任正确实施本标准。
4 检验规程4.1 标签的检验。
4.1.1 标签应干净、整洁、无污迹、无破损、变形。
4.1.2 标签的文字、商标、图案印刷清晰无误。
(文字、商标、图案的具体要求以质量技术部鉴定的样板为标准。
)4.1.3 标签与纸盒、说明书等包装物文字说明应一致。
4.1.4 每批标签的颜色应几乎无区别,且与样板色差无较大的差别。
4.1.5 标签的长、宽尺寸偏差±0.5mm。
4.1.6 包装规格以每扎1000张为标准,每扎数量只允许±7‰偏差。
4.1.7 每批抽样,按包装材料取样规程,抽取包装材料,在充足光线下检查。
4.2 纸盒的质量标准。
4.2.1 纸盒表面平整、光滑、干净、无破损,无斑点,无雾化离层和受潮现象。
4.2.2 纸盒文字印刷清晰无误,商标及图案清晰美观。
4.2.3 文字、商标、图案的具体要求以质管部签定的样板为标准。
4.2.4 每批纸盒颜色深浅几乎无区别,且与样板的色差无较大的差别。
4.2.5 长、宽、高尺寸偏差为±0.5mm。
4.2.6 包装规格以每扎100个(小盒)或50个(中盒)为标准,每扎数量与标示数量相符,合格率不得低于99.0%。
4.2.7 按包装材料取样规程,抽取包装材料在充足的光线下检查以上抽出样品的外观及印刷质量。
4.3 说明书的质量标准。
4.3.1 说明书应干净、整洁、无污染、无破损。
4.3.2 说明书的文字、商标、图案、结构式、分子式印刷清晰无误。
(文字、商标、图案的具体要求以质管部鉴定的样板为标准)4.3.3 说明书的文字与标签、纸盒等包装材料的文字说明应一致。
4.3.4 每批说明书颜色深浅一致,且与样板色差无较大的差别。
4.3.5 长、宽、高尺寸偏差为±0.5mm。
目的:规范小盒、中盒检验的操作。
适用范围:小盒、中盒检验。
责任:检验室主任及检验人员。
程序:
1.抽样方法
1.1从不同方位10个以上包装内取出小盒不小于300个或中盒不少于200个进行外观、印刷质量的检查。
1.2从以上抽出的样品中,抽取20个进行规格尺寸的检查。
2.检测工具:游标卡尺
3.检验方法
3.1外观及印刷质量:在充足的光线下检查以上抽出样品的外观及印刷质量应符合以下要求。
3.1.1纸盒表面应平整、光滑、干净、无破损、无斑点,无雾化离层和受潮现象。
3.1.2纸盒的文字印刷清晰无误,商标及图案清晰(文字、商标、图案的要求以样版为标准)
3.1.3每批颜色深浅应几乎无区别,且与样版的色差无较大的差别。
3.1.4包装规格的每扎100个(小盒)或50个(中盒)为标准,每扎数量与标示量相对。
3.2规格尺寸的检查
用游标卡尺分别测量纸盒的长,宽,高,尺寸偏差应为标准规定的±0.5mm。
3.3纸材应符合各品种标准项下的要求。
4.以上检验合格率不得低于99.0%。
一.目的
对原材料进行规定的检验,以保证产品满足规定的要求。
二. 抽检频次
每批次随机抽取3-5张
三. 适用范围
工厂范围内所有纸质包装箱的检验。
四.检验程序
1. 物料到厂,库房清点数量无误后通知品管部至现场随机抽样检测;
2. 品管到达现场后,首先对物料到货外观情况进行查看,检查有无明显破损情况。
如存在受损较
多情况下,直接通知库房不予办理入货,联系供方沟通处理。
3. 确认无误后随机抽取3-5张进行规格尺寸检查,尺寸项目必须满足相应图纸要求;
4. 以上项目检查完成后,依照下表内容进行相关检查:
五.质量要求:
材质要求:国产牛皮纸和瓦楞纸,基重180g/㎡;纸盒无异味,异臭。
附:产品检验报告
检验结论:经检验,本产品质量标准的要求。
(填符合或不符合)
检验人:审核人:
注:如产生质量争议,最终以合同签订内容及留样为准。
六.检查结果反馈:
产品检验完成后,两小时内将检查结果反馈与原料库房及物资采购人,以便对方做后续相关手续办理。
七.文件记录及存档:
依据检查情况将结果认真填写在产品检验报告上,并做好文件编号存放于原辅料检验记录柜。
注:任何报表均应字迹端正,不得涂改,更不得弄虚作假。
纸箱成品检验规范1.目的明确成品检验的内容和方法,确保产品满足客户要求。
2.范围适用于成品的最终检验。
3.定义3.1 严重缺陷:影响产品的使用功能的缺陷。
3.2 轻微缺陷:不致于丧失产品的使用功能的其它缺陷。
3.3 致命缺陷:丧失产品的使用功能。
3.4 A级版面:产品成型后直接面对客户的版面。
3.5 B级版面:A级版面的两侧及上端。
3.6 C级版面:A级版面的反面及下端。
3.7 D级版面:盒子成形后看不到的部位。
4.检验条件4.1目视距离:35~40cm,60W-100W白荧灯光下。
5.内容5.1 前置准备:核对工单、样品及相关资料、准备检测器具。
5.2 抽样计划:依据“MIL-STD-105E”抽样检查是否有烂字、烂页、漏印、印错、白页等现象。
5.3 检验方式:根据客户的不同要求,进行单次正常抽样检验或全检。
5.4 品质允收水准:客户有要求的按客户要求执行。
5.4.1 严重缺陷:0.655.4.2 轻微缺陷:1.05.4.3 致命缺陷:05.5检验项目:5.5.1 检查印刷品颜色尺寸是否与样品一致。
5.5.2 印刷品不得出现墨皮、纸毛、油渍、脏痕,要求清晰完整,不能出现漏印现象。
5.5.3 成品在摆放过程中,不能有混淆现象。
巡检QC在检验时不可拿走产品。
5.5.4 纸质要与客户要求一致,不可有爆裂现象。
5.5.5 一般彩盒的水分测量范围12%~18%之间,超出范围则水分超标。
可以改变环境温湿度来平衡,或采用抽湿、风干等措施进行改善。
生效日期:2016年09月01日※※文件修改履历※※版次修改内容日期修订者A/0 新增文件2016-09-01 蒋乾翔批准审核拟定BYDATE生效日期:2016年09月01日一、目的为有效控制来料品质,保证正常生产,加强对公司所使用包装纸箱质量管控,特制定本标准。
二、适用范围适用于QC对公司所有依据订单采购或生产的包装纸箱的检验。
三、检验依据依据《包装纸箱技术标准》四、职责检验员按照《包装纸箱检验规范》对包装纸箱进行检验与判定,并对检验结果的正确性负责。
五、术语无六、检验QC人员在接到仓库收货人员的报检通知后,按公司对辅料进检的相关规定对其进行检验。
1、产品的包装要求a)、产品包装应完好,无破损;产品在运输过程中不能直接被雨淋。
b)、每只或每箱产品出厂时应附有相应的品质检验报告;c)、检验报告书上应写明产品名称、规格、数量、生产日期、制造厂名、商标和产品标准号。
2、检验项目、标准、抽样比率及所用设备的相关规定:2.1)外观要求:1)、四周无毛边,以及瓦楞塌陷或粘接不良现象。
2)、表面无明显水分以及不允许有潮湿感。
3)、纸箱外表面上无油渍、脏污等;表面较光滑,印痕摸起来无明显的感觉。
4)、封盖后,两长面间的缝隙(顶部和底部各1条缝隙)≤3mm。
5)、封盖后,箱角洞(共8个)面积≤ 20mm2。
箱角洞6)、纸箱各面的切断部位(即需要折合的那8个面,每个面上那2条竖直的边)以及各棱之间要互成直角。
生效日期:2016年09月01日7)、各棱(共12条)开裂长度≤ 5mm ,且开裂数量≤ 2个。
8)、纸箱所用瓦楞纸板共分5层,各层贴合牢固;任一面上的瓦楞纸板开裂长度≤ 20mm ,且开裂数量≤ 2个。
检验方法:目测抽检比率:2%2.2)材质要求:采用瓦楞纸板(类型如下,共5层,2层波浪形的,3层平的),纸箱符合出口要求。
检验方法:目测抽检比率:2%2.3)重量要求:以厂商被确认的样品重量为基准(不同厂商可以有各自的基准),同一厂商的纸箱重量≥90%样品基准重量。
纸质包装规范
一目的为了实现包装箱设计和检验的标准化,降低物流成本。
确保产品在仓储、搬运、装卸及运输过程中质量完好无损、标识清晰。
二、使用范围适用于贵公司为订货方所有纸质包装箱。
三、职责贵公司负责根据本规范要求设计合理包装箱,订货方质量部负责根据本规范对包装箱进行检验及监督包装箱设计的合理性。
四、质量检验:
1 外观检验:外观检验项目规定为十一种。
其中八种为轻缺陷,三种为重缺陷。
轻缺陷的项目为:标志、印刷、压痕线、刀口、箱钉、结合、裱合和摇盖耐折;重缺陷的项目为内尺寸、厚度和含水率见下表:
2 试验方法
2.1 含水率:
烘干法:从纸板或箱体不同部位取样4 块,用天平称约50g 的试样并记录,并将其撕成碎片后松散的放入烘箱内,温度为103±2℃,烘3 小时,计算公式为:含水率=(试样原来的重量-试样烘干后的重量)÷试样原来的重量×100%
2.2 边压强度:
从3 个纸箱中,每个分别切取3 块无机械压痕、无印刷痕迹和损坏的试样,试样的瓦楞方向应为短边,试样规格为25×100mm,误差±0.5mm,将试样置于下压板的正中,使试样的短边垂直于两平板,再用导块支持试样,使端面与两压板交接处垂直,彼此平行,并且垂直于瓦楞纸板表面。
开动压力试验机,以12.5mm/min±2.5mm/min 的速度移动压板,施加压力直至试样压坏。
记录试样所能承受的最大压力,精确至1N。
计算公式为:
R=F×1000/L
式中:
R 为边压强度,用N/m 表示;
F 为试样压溃时读取的力值;
L 为试样长边的尺寸,单位是mm。
2.3 抗压力试验
纸箱抗压能力是指瓦楞纸箱空箱立体放置时,对其两面匀速施压,箱体所能承受的最高压力值。
抗压能力的N。
取箱体和箱面不得破损和有明显碰、戳伤痕的样箱三个。
抗压力试验的设备是包装容器整体抗压试验机
包装容器整体抗压试验机的主要技术参数是:
测量范围:0-50kN 负荷准确度:±2%
压板面积:1200mm×1200mm 上、下板平行度:2/1000
上压板有效行程:标准速度10mm/mm,无极调速1-100/min
抗压力试验的检测方法是将三个样箱立体合好,用封箱胶带上、下封牢,放入抗压试验机下压板的中间位置,开机使上压板接近空箱箱体。
然后启动加压标准速度,直至箱体屈服。
读取实测值。
对测试的结果,求出算术平均值。
被测瓦楞纸箱的抗压力值按下列公式计算:P=K×G(H/h-1)×9.8
式中:P:-抗压力值,N
K:-劣变系数(强度系数);G:单件包装毛重;kg
H:-堆积高度;m h:-箱高;m H/h:-取整位数。
根据SN/T0262-93《出口商品运输包装瓦楞纸箱检验规程》中的计数规定,H/h 取速位数。
小数点后面无论大、小都入上,就高不就低。
3 瓦楞纸箱的型式试验
瓦楞纸箱的型式试验共两项。
堆码试验和垂直冲击跌落试验。
按照试验规则,当出现下列情况时需作型式试验:
①制作瓦楞纸箱所使用的原材料、设计结构和加工工艺发生变动;
②供、需双方在加工承揽合同中提出要求;
③出现其它情况需要进行型式试验时。
作型式试验依照GB4857.
2 规定:所选取的试样需在温度23±2℃,相对湿度50%±5%的环境条件下予处理24 小时,并在这样的环境条件下进行试验。
3.1 堆码试验堆码试验实际上也是一种压力试验。
就是把所选取的样品箱置放在一个水平面上,在瓦楞纸箱试样的顶部计算好标准重量的载荷施加在平板上。
依照规则,观察样箱在24 小时内实际承载能力的状态。
堆码试验标准重量值的计算公式:
M0=k(H/h-1)×M1……
式中:M0-瓦楞纸箱上施加的堆码总质量,kg
M1-单件包装毛重;kg
H:-堆码高度;m h:-瓦楞纸箱刻度;m
k:-劣变系数H/h:-取整位数(规则见抗压力试验的要求)
堆码高度试验的基本规则:
①选择好的供试验用的水平平面,同时要求坚固,并满足所试验样箱的堆放面积;
②们箱内必须填装实物或模拟物品,使用模拟物品时必须接近或和实物相近似;
③按常规要求对被测箱体进行包封;
④对试验的样箱给予编号登记。
堆码高度试验的持续时间(见下表):
验为合格;若其中有一个样箱不合格,该项试验判为不合格。
3.2 垂直冲击跌落试验
垂直冲击跌落试验实际上是对被测瓦楞纸箱在无任何外力的情况下,让瓦楞纸箱箱体在一定的装置上完成自由跌落,并对被测瓦楞纸箱采取不同的置放位置,使其不同的位置在一定的高度自由落于冲击面上,观察其受垂直冲击后的状态。
垂直冲击跌落试验对瓦楞纸箱作面跌落、棱跌落和角跌落。
同样选取三个样箱,在温度23±2℃,相对湿度50%±5%的环境条件下进行予处理24 小时,并在同样的环境条件下进行试验。
垂直冲击跌落试验的基本规则:
①被试样品箱内必须充填实物或和实物相近似的模拟物;
②按常规对样品箱进行包封;
③面跌落时,跌落面与冲击面平行,其夹角最大不超过2°;
④棱跌落时,跌落的棱与水平面平行,其夹角最大不超过2°;
⑤角跌落时,构成此角的至少两个平面与冲击面之间夹角的误差不大于±5°或此夹角的
10%;
⑥提起试验样箱至所需的跌落高度位置,其提起高度与予定高度之差不得超过±2%。
说明:垂直冲击跌落试验合格的判定准则:被测样箱均无破损、内装物无撒漏,该项试验为合格。
其中有一个样箱不合格,该项试验判不合格。
3.3 判定总则
型式试验均合格,该型式检验批判为合格。
若有一项不合格,则该批型式试验判为不合格。
两项试验均合格,该型式检验批判为合格。
若有一项不合格,则该批型式试验判为不合格。
瓦楞纸板、瓦楞纸箱外观检验、性能测试和型试验的判定总则
外观检验、性能测试和型式试验均合格,则该检验批为合格,只要出现一项不合格,则该检验批判为不合格。
五、参考文献
制定本规范参考了下列文件中的一些信息,但没有直接引用里面的条文。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
1 GB4857.
2 GB4857.2; 2 GB/T 191-2008 《包装储运图示标志》;
3 GB/T 9846-200
4 GB6543-86 GB18455-2001 ;4 GB 18580-2001 GB/T13384-2008。