_高砷硫铁矿制酸除砷工艺设计_高砷硫铁矿制酸除砷工艺设计
- 格式:pdf
- 大小:535.79 KB
- 文档页数:3
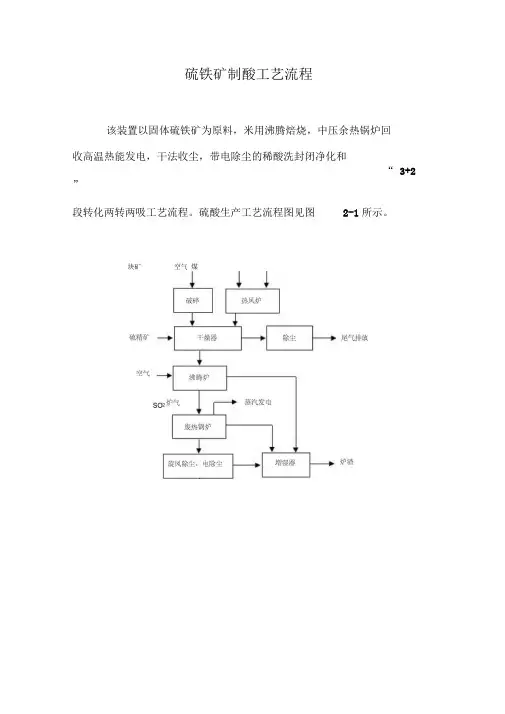
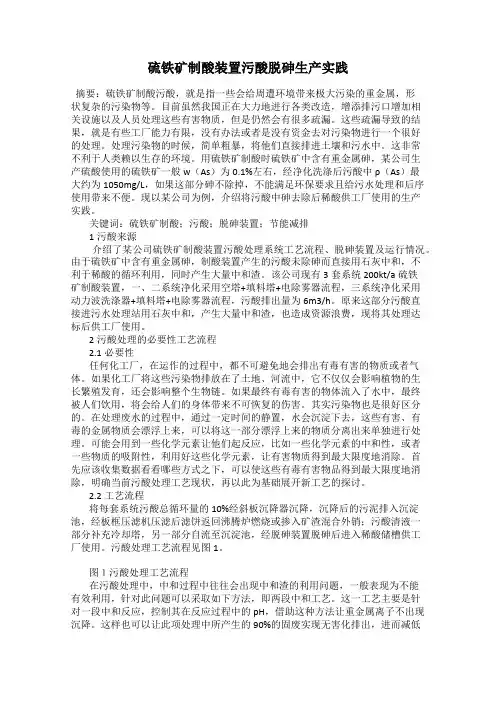
硫铁矿制酸工艺流程该装置以固体硫铁矿为原料,米用沸腾焙烧,中压余热锅炉回收高温热能发电,干法收尘,带电除尘的稀酸洗封闭净化和“ 3+2”段转化两转两吸工艺流程。
硫酸生产工艺流程图见图2-1所示。
块矿空气煤年产 12 万吨硫酸生产工艺主要由原料工段、焙烧工段、净化工 段、干吸工段、转化工段、贮酸工段组成。
(1)原料工段a 、 原料硫精矿运入装置内,先堆放于露天堆场,再用铲车运 入矿库,用桥式抓斗起重机将原料抓入贮斗内,经皮带给料机均匀 加入回转干燥机进行干燥,干燥后的原料含水 6%,进入链式破碎机 粉碎,并经筛分后送入库内堆放。
b 、用桥式抓斗起重机将干燥破碎好的硫精砂抓入成品贮斗,由圆盘给料机均匀加入皮带机,再由皮带栈桥送到焙烧工段沸腾炉加 料贮斗。
(2)焙烧工段 沸腾炉加料斗中的矿粉,由皮带加料机送入沸腾炉焙烧。
焙烧 产生的SO 2炉气温度达900~930C ,该炉气经余热锅炉后温度降至 400 C 左右。
在锅炉中产生的中压过热蒸汽,送往汽轮发电机发电。
炉气从余热锅炉出来,进入旋风除尘器,经旋风降尘后进入电除尘 器进一步除尘。
电除尘器除尘效率可达 99%。
炉气经除尘后含尘 0.2g/Nm 3左右,温度循环酸300~350C进入净化工段。
沸腾炉排出的矿渣,余热锅炉,旋风除尘器排出的矿尘都经冷却滚筒冷却后,与电除尘器排出的矿尘,一并用埋刮板输送机输送到矿渣增湿器,喷入水使矿渣降温增湿,再由胶带输送机送往贮仓。
焙烧硫铁矿所需空气由沸腾炉鼓风机送入。
锅炉用脱水由脱盐水站锅炉给水泵送来。
(3)净化工段由电除尘器出来的炉气进入净化工段空塔及填料洗涤塔,炉气经喷淋的约15%〜20%的稀酸洗涤,同时稀酸中水份大量蒸发,炉气绝热冷却至60~70C,并除去其中的矿尘、砷、氟等有害杂质。
炉气的降温是在等焓过程下进行的,炉气需要在间冷器内冷却,使其中水蒸气冷凝下来,气体温度降至40C左右,再经电除雾器除去酸雾后进入干吸工段。
有色金属冶炼高含砷污酸除砷技术研究进展张德超;潘力;曹瀚文;向成喜;孔德颂;罗劲松;倪誉苍;孙兰昆;邓戈;李静;王冬斌【期刊名称】《矿冶》【年(卷),期】2022(31)3【摘要】有色冶炼过程中会产生大量的含砷酸性废水,除砷处理给企业生产运行带来了较大压力。
近年来,高含砷污酸除砷处理受到了广泛关注,如何实现经济、高效除砷成为当前的研究热点。
综述了石灰中和-铁盐法、硫化法和尾渣固化除砷法的研究进展,指出了未来发展方向。
石灰中和-铁盐法通过两段加入石灰和铁盐,实现深度除砷过程,是目前企业使用最广泛的除砷方法。
但该流程会产生大量的含砷石膏渣,在环保逐渐趋严的背景下,为企业带来较大的运行负担。
硫化法具有沉淀范围广、产渣量少、运行稳定等优势,该技术在大幅度降低污酸中砷含量的同时,可缓解企业运行压力。
尾渣固化除砷技术利用了渣中的铁、硅等元素可在溶液中生成稳定结构,将除砷渣包裹或生成砷酸铁等稳定性物质,实现砷的去除,但会因尾渣原料成分变化使得工艺流程不稳定,在实际生产应用中受到一定制约,但该技术除砷渣的砷浸出量均低于5 mg/L,可实现砷的直接固定,因此具有较大的发展潜力,有较大的研究空间。
硫化法、石灰中和铁盐法因技术成熟、流程简便,未来一段时间内仍是企业生产过程的主流工艺。
【总页数】11页(P85-95)【作者】张德超;潘力;曹瀚文;向成喜;孔德颂;罗劲松;倪誉苍;孙兰昆;邓戈;李静;王冬斌【作者单位】云南铜业股份有限公司西南铜业分公司;昆明理工大学冶金与能源工程学院;昆明市特种冶金重点实验室;非常规冶金省部共建教育部重点实验室【正文语种】中文【中图分类】X703【相关文献】1.有色金属冶炼中含砷物料的除砷技术研究现状2.冶炼烟气制酸净化污酸分段脱铜脱砷技术改造3.铜渣与含砷污酸反应行为及除砷机理4.有色冶炼含砷污酸处置及固砷技术进展5.高钙高铁煤渣处置含砷污酸的除砷行为及机理因版权原因,仅展示原文概要,查看原文内容请购买。
错误!未找到索引项。
第一章概述 (1)第一节装置概况 (1)第二节硫酸及硫氧化物的性质 (2)第三节工艺流程及其控制特点 (13)第二章硫铁矿制酸主要工艺原理 (22)第一节沸腾焙烧工艺原理 (22)第二节炉气净化工艺原理 (30)第三节三氧化硫吸收工艺原理 (39)第四节二氧化硫转化的工艺原理 (46)第五节循环水工艺原理 (49)第一章概述第一节装置概况江西铜业集团化工有限公司老系统硫酸装置设计生产能力为10万吨/年,以德兴铜矿副产硫精矿为原料,采用氧化焙烧,干法除尘,稀酸酸洗净化和两转两吸接触法制酸工艺。
本装置还具有高回收率和低“三废”排放等优点。
总硫回收率期望值可达97%(保证值为96.0%以上),工艺流程采用了二转二吸制酸工艺,“3+1”四段转化,提高硫的利用率,使尾气中SO2及硫酸雾的排放指标低于《大气污染物综合排放标准》,净化工段20%稀酸外运到大山厂和泗州厂做为选矿药剂使用,不外排;硫酸钡烧渣是优质铁精矿,直接销售给钢铁厂,达到综合利用的目的。
鼓风机噪音采用消声、隔声及不设固定岗位等有效措施。
本装置技术新、可靠性高,采用以下具有成功业绩的最新技术:DCS控制系统;阳极保护管壳式酸冷器;二吸塔用高效除雾器控制尾气排放带出酸沫等。
现在建设的江西铜业(德兴)60万吨/年硫铁矿循环经济项目一期工程规模为30万吨/年,项目建成后,年产98%工业硫酸25万吨,105%发烟硫酸15万吨,优质铁精粉18.2万吨,余热发电量7800万度。
计划于2012年6月竣工投产。
第二节硫酸及硫氧化物的性质1 硫酸的物理性质硫酸的分子量为98.078,分子式为H2SO4。
从化学意义上讲,是三氧化硫与水的等摩尔化合物,即SO3·H2O。
在工艺技术上,硫酸是指SO3与H2O以任何比例结合的物质,当SO3与H2O的摩尔比≤1时,称为硫酸,它们的摩尔比﹥1时,称为发烟硫酸。
硫酸的浓度有各种不同的表示方法,在工业上通常用质量百分比浓度表示。
科技成果——硫铁矿制酸厂酸性含砷废水循环利用技术技术开发单位湘潭大学适用范围各种规模的硫铁矿制酸装置以及冶炼烟气制酸装置的酸性含重金属废水处理,实现废水循环利用。
成果简介该技术由硫酸废水分步脱氟除砷铅和二氧化碳脱钙回用两部分组成,其中第一部分先用氢氧化钙对废水进行中和脱氟(生成氟化钙),再加入铁盐并曝气,使As(Ⅲ)、Fe(Ⅱ)氧化和生成砷酸铁沉淀,而过量的Fe(Ⅲ)能够把废水中的砷铅氟等不溶物充分絮凝,然后被滤除;第二部分是用二氧化碳对所生成的碱性钙盐过饱和废水进行脱钙处理,由于碱性是氢氧化钙所致,用含二氧化碳的压缩空气曝气能够生成碳酸钙晶粒,并使溶解态Fe(Ⅱ)被氧化成Fe(Ⅲ)析出,使得过饱和硫酸钙的稳定性降低,再加入絮凝剂混凝后能够形成共沉淀效应,使沉淀池出水钙浓度降低为不饱和状态。
由于硫酸钙在硫酸溶液中溶解度增大,该废水可全部返回酸洗工序循环利用。
工艺流程工艺流程为:硫酸废水进入搅拌反应池,加入氢氧化钙进行中和脱氟反应;废水再进入曝气反应池,加入铁盐并用压缩空气曝气,使As(Ⅲ)、Fe(Ⅱ)被氧化和生成砷酸铁;曝气反应池的悬浮液进入压滤机分离;压滤机的出水进入二级反应池,加入少量铁盐并用压缩空气曝气,使残留的砷与铁进一步反应;其出水进入脱钙反应池,用废气二氧化碳掺混的压缩空气曝气,生成碳酸钙晶种;该废水再进入混凝反应池,加入絮凝剂进行混凝;混凝液进入沉淀池发生碳酸钙、硫酸钙与絮凝物的共沉淀,废水钙浓度降低至不饱和状态;废水进入pH调整池,用废气二氧化碳调整pH值,然后进入回用水储水池待用。
工艺流程图关键技术硫铁矿制酸废水分步脱氟除砷铅新方法,改变了传统两级石灰铁盐中和曝气法存在的反应池结垢淤塞和处理后废水不能回用的弊端,使污染物去除更彻底、能耗降低、运行稳定。
碱性高钙废水二氧化碳脱钙回用新方法,能够将所生成的钙盐过饱和废水通过二氧化碳反应和混凝共沉淀降低至不饱和状态,并且实现废水循环利用。
第一章概述第一节装置概况江西铜业集团化工有限公司老系统硫酸装置设计生产能力为10万吨/年,以德兴铜矿副产硫精矿为原料,采用氧化焙烧,干法除尘,稀酸酸洗净化和两转两吸接触法制酸工艺。
本装置还具有高回收率和低“三废”排放等优点。
总硫回收率期望值可达97%(保证值为96.0%以上),工艺流程采用了二转二吸制酸工艺,“3+1”四段转化,提高硫的利用率,使尾气中SO2及硫酸雾的排放指标低于《大气污染物综合排放标准》,净化工段20%稀酸外运到大山厂和泗州厂做为选矿药剂使用,不外排;硫酸钡烧渣是优质铁精矿,直接销售给钢铁厂,达到综合利用的目的。
鼓风机噪音采用消声、隔声及不设固定岗位等有效措施。
本装置技术新、可靠性高,采用以下具有成功业绩的最新技术:DCS 控制系统;阳极保护管壳式酸冷器;二吸塔用高效除雾器控制尾气排放带出酸沫等。
现在建设的江西铜业(德兴)60万吨/年硫铁矿循环经济项目一期工程规模为30万吨/年,项目建成后,年产98%工业硫酸25万吨,105%发烟硫酸15万吨,优质铁精粉18.2万吨,余热发电量7800万度。
计划于2012年6月竣工投产。
第二节硫酸及硫氧化物的性质1 硫酸的物理性质硫酸的分子量为98.078,分子式为H2SO4。
从化学意义上讲,是三氧化硫与水的等摩尔化合物,即SO3·H2O。
在工艺技术上,硫酸是指SO3与H2O以任何比例结合的物质,当SO3与H2O的摩尔比≤1时,称为硫酸,它们的摩尔比﹥1时,称为发烟硫酸。
硫酸的浓度有各种不同的表示方法,在工业上通常用质量百分比浓度表示。
硫酸的主要物理性质为:20℃时密度g/cm3 1.8305熔点℃10.37+0.05沸点℃100% 275+598.479%(最高) 326+5气化潜热(326.1℃时),KJ/mol 50.124熔解热(100%), KJ/mol 10.726比热容(25℃), J/(g k)98.5% 1.41299.22% 1.405100.39% 1.3941.1 外观特性浓硫酸是无色透明液体,能与水或乙醇混合,暴露在空气中迅速吸收空气中的水份。
13万吨硫铁矿制硫酸转化系统工艺设计硫铁矿是一种重要的矿石资源,其中的硫元素可以通过制硫酸的过程进行回收利用。
本文将介绍一个13万吨硫铁矿制硫酸转化系统的工艺设计,具体包括原料处理、反应器选择、反应条件控制、产品回收等几个方面。
首先是原料处理。
硫铁矿的主要成分是硫化铁,其中还含有其他杂质元素。
在制硫酸的过程中,需要首先将硫铁矿破碎成一定粒度的颗粒,然后通过矿石浸出的方式,将其中的硫化铁溶解出来。
浸出过程可以使用酸性溶液,如稀硫酸或酸性盐溶液。
选择合适的反应器是工艺设计中的重要一步。
对于硫铁矿的制硫酸反应,常用的反应器有火法反应器(如转炉)和湿法反应器(如浸出槽)。
火法反应器适用于矿石粉末的高温氧化反应,而湿法反应器适用于矿石颗粒的酸性浸出反应。
根据13万吨硫铁矿年产量的规模,湿法反应器更为适合。
反应条件的控制是保证反应体系稳定进行的关键。
硫铁矿制硫酸的反应一般是在高温、酸性、氧化条件下进行,其中温度、酸浓度和氧气供应是影响反应效果的重要参数。
根据实际情况,可以通过增加反应温度和酸浓度,以及提供足够的氧气,促进反应的进行。
同时,还需要合理控制反应时间,确保反应充分进行。
硫铁矿制硫酸反应的产物主要是硫酸和硫酸盐。
产品回收是工艺设计中的另一个重要环节。
首先,可以通过冷却和沉淀等工艺步骤将反应后的液体分离成固体和液体相。
然后,可以采用蒸馏和浓缩等工艺步骤,将反应液中的硫酸或硫酸盐分离出来。
最后,通过干燥或结晶等工艺步骤,得到纯净的硫酸或硫酸盐产品。
以上是13万吨硫铁矿制硫酸转化系统工艺设计的简要介绍。
在实际工程中,还需要考虑到设备选型、工艺流程细节、安全环保等方面的需求。
只有通过科学的工艺设计和工程实施,才能实现硫铁矿的高效利用和资源循环利用。
硫铁矿制酸过程的废稀酸中砷及重金属去除研究李旺旺;毕亚凡;孙侃【期刊名称】《工业用水与废水》【年(卷),期】2015(46)1【摘要】以硫铁矿制酸过程所产生的酸性废水为研究对象,探讨了硫化剂-铁盐法去除该类酸性废水中砷及重金属元素的最佳工艺条件。
结果显示,在硫化钠投加量为1.2 g/L、PFS投加量为0.8 g/L、p H值为2-3的条件下,经过静置、沉淀、过滤处理后,酸性废水中As、Pb、Cd、Cr、Hg的质量浓度分别降至0.310、0.270、0.001、0.004、0.012 mg/L,去除率依次为99.91%、96.78%、97.86%、97.02%、93.15%,处理后酸性废水的p H值仍能够保持在2.5-3.5,可回用于磷肥的工业生产中。
该方法产生沉淀污泥量少,且能够有效避免二次污染,实现硫酸工业酸性废水的无害化、资源化和减量化。
【总页数】5页(P32-35)【关键词】硫酸工业;酸性废水;重金属;硫化剂;陈化时间【作者】李旺旺;毕亚凡;孙侃【作者单位】孝感市环境保护科学研究所;武汉工程大学化学与环境工程学院;中交第二公路勘察设计研究院有限公司【正文语种】中文【中图分类】X703.1;X592【相关文献】1.单宁酸与柠檬酸复合淋洗去除土壤中重金属Cd的研究 [J], 吴烈善;咸思雨;孔德超;欧梦茵;邓琼鸽2.酸盐分离技术在硫铁矿制酸净化稀酸回收中的应用 [J], 贺振发;谢苗3.国内第一台高温热管废热锅炉在硫铁矿制酸中的应用 [J], 秦志强;曹晶明4.硫铁矿制酸净化工序废稀酸回用的探讨 [J], 李旺旺;牟林琳;毕亚凡5.含砷硫铁矿制酸废水治理及减排技术研究 [J], 曹广峰因版权原因,仅展示原文概要,查看原文内容请购买。
硫铁矿制酸装置污酸脱砷生产实践摘要:硫铁矿制酸污酸,就是指一些会给周遭环境带来极大污染的重金属,形状复杂的污染物等。
目前虽然我国正在大力地进行各类改造,增添排污口增加相关设施以及人员处理这些有害物质,但是仍然会有很多疏漏。
这些疏漏导致的结果,就是有些工厂能力有限,没有办法或者是没有资金去对污染物进行一个很好的处理。
处理污染物的时候,简单粗暴,将他们直接排进土壤和污水中。
这非常不利于人类赖以生存的环境。
用硫铁矿制酸时硫铁矿中含有重金属砷,某公司生产硫酸使用的硫铁矿一般w(As)为0.1%左右,经净化洗涤后污酸中ρ(As)最大约为1050mg/L,如果这部分砷不除掉,不能满足环保要求且给污水处理和后序使用带来不便。
现以某公司为例,介绍将污酸中砷去除后稀酸供工厂使用的生产实践。
关键词:硫铁矿制酸;污酸;脱砷装置;节能减排1污酸来源介绍了某公司硫铁矿制酸装置污酸处理系统工艺流程、脱砷装置及运行情况。
由于硫铁矿中含有重金属砷,制酸装置产生的污酸未除砷而直接用石灰中和,不利于稀酸的循环利用,同时产生大量中和渣。
该公司现有3套系统200kt/a硫铁矿制酸装置,一、二系统净化采用空塔+填料塔+电除雾器流程,三系统净化采用动力波洗涤器+填料塔+电除雾器流程,污酸排出量为6m3/h。
原来这部分污酸直接进污水处理站用石灰中和,产生大量中和渣,也造成资源浪费,现将其处理达标后供工厂使用。
2污酸处理的必要性工艺流程2.1必要性任何化工厂,在运作的过程中,都不可避免地会排出有毒有害的物质或者气体。
如果化工厂将这些污染物排放在了土地、河流中,它不仅仅会影响植物的生长繁殖发育,还会影响整个生物链。
如果最终有毒有害的物体流入了水中,最终被人们饮用,将会给人们的身体带来不可恢复的伤害。
其实污染物也是很好区分的。
在处理废水的过程中,通过一定时间的静置,水会沉淀下去,这些有害、有毒的金属物质会漂浮上来,可以将这一部分漂浮上来的物质分离出来单独进行处理。
浅谈高砷硫精砂制酸工艺一、现实状况我公司硫酸厂采用硫精砂为原料制取硫酸,目前,所用硫精砂主要为朱日和铜矿尾矿浮选硫精砂、还使用过达茂旗、齐华等硫精砂。
从使用综合效益来看,朱日和硫精砂综合效益最大,公司要求大量使用朱日和原料,少量搭配其他地方硫精砂,确保硫酸厂正常生产所需硫精砂用量。
朱日和铜业公司的硫精砂属于高硫磁性铁原料,容易自燃,铁含量较高,使用以来,受矿体变化、选矿工艺调整等因素影响,其品质不够稳定,杂质含量忽高忽低,对生产产生不利影响。
尤其严重的,朱日和硫精砂含砷较高,最高时达到0.5%以上,远远超出工艺要求标准。
对净化、转化、干吸等工段工艺指标影响很大品质波动较大,含有不明杂质,在焙烧、净化工段,工艺操作困难,电除雾器内出现不明泥状物,严重影响净化操作,损害净化设备,电除雾器故障率过高,积泥影响除雾效果,严重时,出现电流、电压不稳,甚至不能正常送电,严重影响除雾效率,并进一步影响转化、吸收等工段操作,同时,严重影响各工段设备的安全运转,降低设备使用寿命,开车率下降,产量下降,造成很大损失。
通过生产调整、试验,已经基本确定:朱日和硫精砂所含不明杂质,是影响净化及转化工段故障率高地根本原因。
通过质量检验单位的工作,基本确定,原料中所含杂质为砷元素,在净化工段电除雾阴极线上积存的带色泥状物,含砷量超过70%,说明硫精砂含有的砷,通过焙烧、和酸洗净化等工艺,没有被有效除去,进入电除雾,在阴极线上富集,严重影响电除雾工作效率,造成停车频繁。
通过工艺试验,烧制红渣时(富氧充分燃烧),砷元素在净化电除雾富集现象能够明显改善。
但是,硫精砂制酸烧制黑渣工艺,能显著提高经济效益,在我公司各种产品销售中,红渣与黑渣的销售价格相差较大,黑渣相比红渣,能提高销售收入20%以上。
但是,现实情况是,在烧制黑渣工艺条件下,硫精砂欠氧焙烧,炉气中砷元素,在净化不能被有效除去。
通过反复试验,调整工艺条件,均不能找到好的办法,能有效的除去进入电除雾炉气中的砷元素,因电除雾故障频发对生产延续性的影响不能有效缓解。