冷冲模设计方案
- 格式:pptx
- 大小:6.73 MB
- 文档页数:50
模具设计题目名称(V型块)冷冲模设计系别专业/班级学生学号指导教师(职称)摘要随着全球经济的发展,模具工业在国民经济中所发挥的作用越来越明显。
此次设计的零件为V形件。
设计中分析了零件的结构及工艺性,拟订该零件的冲压工艺为落料和弯曲,讨论了弯曲零件毛坯展开形状和尺寸的确定方法,设计了落料和弯曲的复合模,对关键零件的结构设计作了详细阐述,并指出了模具设计时的注意事项。
在设计此套模具时必然要借鉴这些经验数据,含括了落料弯曲模中常用的工艺参数据以及模具材料的选取和压力机基本参数等等.关键词:冲压弯曲复合模目录摘要 (I)关键词 (I)1.工艺性分析及工艺方案的确定 (1)2、毛坯件展开计算 (2)3、毛坯排样 (3)4、工艺力和压力中心的计算 (3)5、模具总体结构设计 (4)结束语 (6)参考文献 (7)正文图1-1该零件为一V型块,材料为Q235-A钢,厚度为2mm,大批生产,下面简述该零件冲裁模的设计过程。
1.工艺性分析及工艺方案的确定从该冲压件的零件图中可以看出,该零件满足弯曲工艺要求,且零件的尺寸要求也不高,零件轮廓简单,可以采用一次弯曲成形。
2.毛坯件展开计算因为此零件时一次弯曲成型,故毛坯件展开计算即是零件的弯曲展开计算。
弯曲展开计算就是将冲压件的弯曲部分展平,同时将与弯曲部分相邻的平直部分交换到相应位置的过程,如图1-2所示。
由零件变形特点分析可知,弯曲展开长度与弯曲中性层的长度相等。
若以曲率半径ρ来表示中性层的位置,且已知r=6mm,t=2mm,即r/t=3,查《模具设计基础及模具CAD》表3-1知x=0。
4则图1-2ρ=r+xt=6+0.4⨯2=6.8(mm)式中ρ——曲率半径(mm);r——弯曲内侧半径(mm);t——料厚(mm);x——中性层位移系数。
故弯曲展开长度为l=ρπα/180=6.8180/9014.3︒⨯⨯ =10.676(mm) 式中 l ——弯曲展开长度(mm ); α——弯曲角 )(︒;ρ——弯曲中性层半径(mm )。
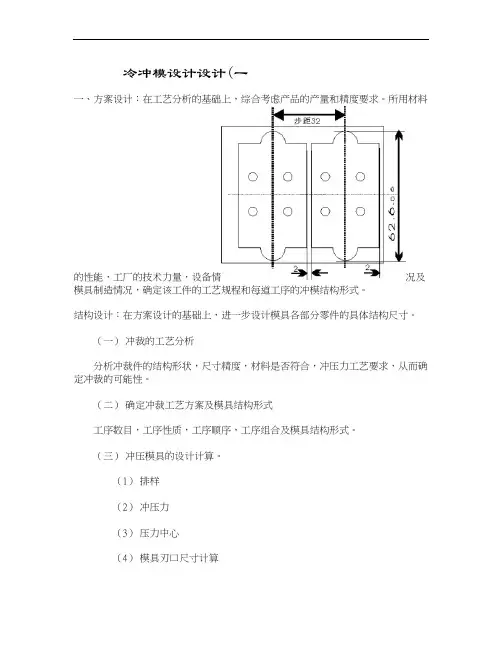
冷冲模设计设计(一一、方案设计:在工艺分析的基础上,综合考虑产品的产量和精度要求。
所用材料的性能,工厂的技术力量,设备情况及模具制造情况,确定该工件的工艺规程和每道工序的冲模结构形式。
结构设计:在方案设计的基础上,进一步设计模具各部分零件的具体结构尺寸。
(一)冲裁的工艺分析分析冲裁件的结构形状,尺寸精度,材料是否符合,冲压力工艺要求,从而确定冲裁的可能性。
(二)确定冲裁工艺方案及模具结构形式工序数目,工序性质,工序顺序,工序组合及模具结构形式。
(三)冲压模具的设计计算。
(1)排样(2)冲压力(3)压力中心(4)模具刃口尺寸计算(5)确定各主要零件的外形尺寸(6)计算模具的闭合高度(7)确定所用冲床(四)绘制冲模总装图从冷冲模标准中选取标准件,将标准编号写入详细表。
(五)绘制非标准零件图二、设计实例(一)冲裁件工艺分析1、材料:08F是优质碳素钢,具有良好的冲压性能。
2、结构形状:冲裁件内,外形要尽量避免尖锐清角。
3、尺寸精度:未标注按IT14级,查标准公差表。
(二)确定工艺方案及模具形式:采用具有导正钉定位的连续冲裁模。
(三)模具设计计算1、排样:按表2-8查:a:手动送料按图形a=2b: 手动送料按图形b=2条料宽度:B=(d+2a- =(58+4-0.6=62-0.6步进:30+2=32画出排样图2、计算总冲压力P总=P冲裁+P推件=P冲孔+P落料+P推件P冲孔=1.3Lt=4*3.14*3.5*2*390=34000NPt=Kt.Pn取n=3 Kt=0.055(查表2-5Pt=0.055*(126000+34000*3=26400=186400N=186.4KN3、压力中心在O1上,P2压力中心在O上。
离O1距离为X根据压力中心两边边距相等的条件:P1X=(32-X)P2X=6.84、冲模刃口尺寸计算(1)落料凹、凸模尺寸,按配合加工,只计算凹模尺寸。
外形尺寸都属于尺寸变大的情况:凸模尺寸按相应的凹模实际尺寸配作,保证双边间隙:0.246-0.360(2)冲孔时的凸凹模尺寸计算。
冷冲模课程设计系别:机电工程系班级:模具学号:姓名:指导老师:前言冷冲模设计是模具设计与制造专业学生在学完基础课理论课,技术基础课和专业课的基础上,所设置的一个重要的实践性教学环节。
其目的是:1.应用本专业所学课程的理论和生产实际知识,进行一次冷冲模设计工作的实际训练,从而培养和提高学生工作的能力。
2.巩固与扩充“冷冲模设计”等课程所学的内容,掌握冷冲模设计的方法和步骤。
3.掌握冷冲模设计的基本技能,如计算,绘图,查阅设计资料和手册,熟悉标准和规范等4.希望通过本次冷冲模设计答辩能够更好的熟悉和掌握里面所学的知识点。
希望在本次答辩能够在老师的指正下和同学的帮助下迷补不足之处。
由于初学者水平能力有限,设计中难免有不足和错误之处,恳请老师、同学给予批评指正。
目录一、冲压工艺分析 (4)二、确定冲压工艺方案 (4)三、排样方案的确定 (5)四、压力中心的确定 (6)五、计算冲压力 (7)六、模具工作部分尺寸计算 (9)七、凹模尺寸的确定及凸模的设计与校核 (12)八、模具其它零件的设计与计算 (14)九、压力机相关参数的校核 (14)十、零件图 (15)十一、装配图 (18)一、冲压工艺分析材料:QBe2料厚:1.5mm大批量生产1. 材料为QBe2具有良好的冲裁性能适合冲裁2.精度等级:IT11级。
利用普通冲裁可以实现要求。
3.结构尺寸:结构简单、形状对称,水平两圆圆心距为12.5 0.1。
竖直两圆其圆心距为12±0.05,制件底部宽为47±0.15,上部宽为24.5±0.1,4个圆的直径为三段圆弧半径分别为R47.501.0_、R44.201.0_、R68014.0_其余为注公差属于自由尺寸。
结论:此制件适合冲裁。
二、确定冲压工艺方案该制件包括落料和冲孔两道工序,可以有以下三种方案:方案一:先落料后冲孔,采用单工序模生产方案二:冲孔---落料连续冲压,采用级进模生产方案三:冲孔---落料复合冲压,采用复合模生产方案一模具结构简单,但因该零件有落料、冲孔两道工序,需要2套模具,且需要进行两次定位,带来定位累计误差,导致孔的位置精度不高,而且生产效率低,不适合大批量生产。
令狐文艳创作摘要令狐文艳我国考古发现,早在2000多年前,我国已有冲压模具被用于制造铜器,证明了中国古代冲压成型和冲压模具方面的成就在世界领先。
随着模具技术的迅速发展,在现代化工业生产中,模具已经成为生产各种工业产品不可缺少的重要工艺装备。
本篇设计说明书就是其中关于一冲裁件的冷冲模设计说明书。
设计题目是关于紧固机构加强板的生产设计,由于该工件适宜采用冷冲模进行生产,所以本篇设计说明书的主要内容为与之相关的基本冲压工艺及其模具设计,具体为落料—冲孔复合模、弯曲—压筋复合模的设计。
本篇设计说明书中详细说明了两套模具的设计过程,各用一个章节进行阐述。
设计过程中查阅了大量的相关书籍、手册,总结了前人的设计经验,中间还引用了大量的与设计相关的公式,当然也有大量的经验公式,可以了解到模具设计的全过程。
关键字:冷冲模、设计目录摘要-------------------------------------------------------------------------------------------------------1绪论--------------------------------------------------------------------------------------------------------4第一章工艺方案的确定---------------------------------------------------------------------------5第一节工件的工艺分析--------------------------------------------------------------------------5第二节工艺方案的制定--------------------------------------------------------------------------绪论冷冲压是一种先进的金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料金属进行加工,以获得所需要的零件形状和尺寸。
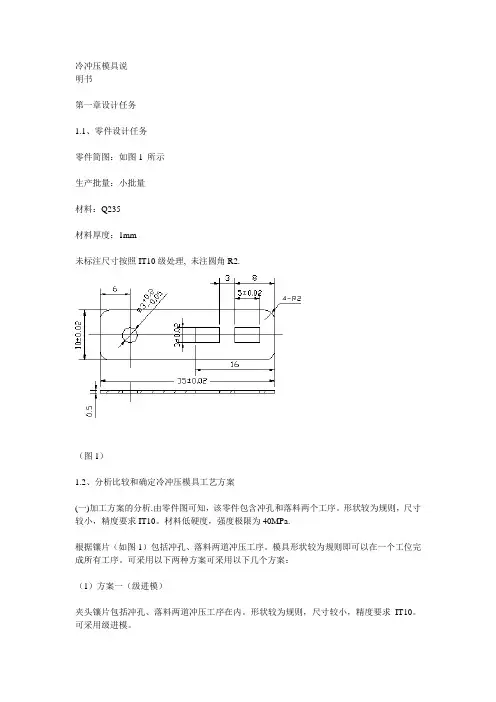
冷冲压模具说明书第一章设计任务1.1、零件设计任务零件简图:如图1 所示生产批量:小批量材料:Q235材料厚度:1mm未标注尺寸按照IT10级处理, 未注圆角R2.(图1)1.2、分析比较和确定冷冲压模具工艺方案(一)加工方案的分析.由零件图可知,该零件包含冲孔和落料两个工序。
形状较为规则,尺寸较小,精度要求IT10。
材料低硬度,强度极限为40MPa.根据镶片(如图1)包括冲孔、落料两道冲压工序。
模具形状较为规则即可以在一个工位完成所有工序。
可采用以下两种方案可采用以下几个方案:(1)方案一(级进模)夹头镶片包括冲孔、落料两道冲压工序在内。
形状较为规则,尺寸较小,精度要求IT10。
可采用级进模。
(2)方案二(倒装复合模)将冲孔、落料两道冲压工序用一副模具直接完成冲孔、落料两道工序。
采用冲孔、落料倒装复合模(弹性卸料)。
模具结构参看所附装配图。
(3)方案三(正装复合模)正装复合模方案完成工序和倒装复合模完成的工序一样。
凸凹模在上模。
弹性卸料板卸料。
方案比较:方案一:采用级进模,安全性好,,但是考虑到级进模结构复杂,工件精度加工精度不高,对称度和位移误差较大,以及加工难度较大,装配位置精度要求高,按照实际生产,级进模成本也高。
方案二:倒装复合模,冲孔废料由下模漏出,工件落在下模表面,需要及时清理。
安全性相对较低。
但工件精度较高,同轴度,对称度及位置度误差较小,生产效率较高,对材料要求不严,可用边角料.方案三:正装复合模,冲孔废料和工件都落在下模表面,安全性更差。
综合以上两个方案分析比较结果说明,本零件采用第二方案最为合适。
(二)冷冲压模具结构型式的选择确定冲压工艺方案后,应通过分析比较,选择合理的模具结构型式,使其尽量满足以下要求:(1)能冲出符合技术要求的工件;(2)能提高生产率;(3)模具制造和维修方便;(4)模具有足够的寿命;(5)模具易于安装调整,且操作方便、安全。
1、模具结构型式在确定接纳复合模后,便要思量接纳正装式还是倒装式复合模。
摘要随着工业的不断发展和生产技术水平的不断提高,相当多的工业部门都越来越多地采用冷冲压加工产品零件,如机械制造、车辆生产、航空航天、电子、电器、轻工、仪表及日用品等行业。
在这些工业部门中,冲压件所占的比重相当大,不少过去用铸造、锻造、切削加工方法制造的零件,现在已被质量轻、刚度好的冲压件所代替。
摸具的制造与设计考虑到摸具的设计是否能满足工件的工艺性要求,是否能加工出合格的零件,和保证它的使用寿以及后来的存放和维修是否合理等。
可以说,冲压加工已成为现在工业生产的重要手段和发展方向,是提高产品质量,降低生产成本、进行产品更新换代的重要保证。
本课题主要研究车载导航托架的冲裁部分(即:落料冲孔),其零件为实际冲压生产中具有典型性的零件。
通过充分利用所学的冲压知识及相关资料,对零件正确地分析,从而科学地设计出一套经济而又合理的冲压复合模具。
【关键词】冲压、托架、冲裁、落料冲孔、复合模具常州工学院AbstractWith the continuous development of industry and the production technical level unceasing enhancement, quite a number of industrial sectors are more and more cold stamping parts processing products, such as machinery manufacturing, vehicle manufacturing, aerospace, electronics, electrical appliances, light industry, instrumentation, and daily necessities and other industries. In the industrial sector, the ratio of stamping parts is quite big, a lot of the past made of casting, forging, machining method parts, has now been replaced by light weight, good stiffness of stamping. Mould manufacturing and design considering the mould design whether can satisfy the requirement of technology of artifacts, whether can work out qualified parts, and ensure its use life and subsequent storage and maintenance whether reasonable, etc. Stamping processing, as it were, now has become an important means of industrial production and the development direction, is to improve the product quality, reduce production cost, the important guarantee of upgrading the products.This topic main research navigation blanking part of the bracket (i.e., the blanking punching), its actual stamping parts for the typical parts in production. By making full use of learned knowledge of stamping and relevant data, analyzing the parts correctly, so as to scientifically design a set of economic and reasonable stamping compound die. 【Keywords】stamping、side bracket、blanking、blanking punch 、compound die第2页共32 页目录前言 (4)第一章工艺方案的确定 (5)1.1产品零件的展开尺寸计算 (5)1.1.1弯曲件中性层位置的确定 (5)1.1.2展开尺寸计算公式 (5)1.1.3零件展开尺寸计算 (5)1.2冲裁件的工艺性分析 (7)1.3冲压工艺方案的确定 (8)1.4排样 (8)1.4.1排样方式的确定 (8)1.4.2材料搭边尺寸的确定 (9)1.4.3条料宽度的确定 (9)1.4.4 材料的利用率 (9)1.4.5 排样图 (9)第二章模具设计计算 (10)2.1冲裁工艺力的计算 (10)2.2压力中心的计算 (11)2.3模刃口尺寸计算 (12)2.3.1冲裁间隙值的确定 (12)2.3.2凸、凹模及凸凹模刃口尺寸计算 (12)第三章模具零部件的设计 (14)3.1工作零件的设计 (14)3.1.1凹模的设计 (14)3.1.2凸模的设计 (15)3.1.3凸凹模的设计 (15)3.2定位零件的设计 (15)3.3卸料装置的设计 (16)3.3.1卸料板的选择 (16)3.3.2弹簧的选用与计算 (16)3.4 模架的选择 (16)3.5 其他支承零件的设计 (17)3.6 机床的选择 (17)谢辞 (18)参考文献………………………………………………………………18附录一 (18)英文原文 (18)中文翻译 (25)常州工学院第1章绪论1.1 选题的背景、目的及意义加入世贸组织后,机械制造业迎来了空前的发展机遇,我国正逐步变成“世界制造中心”。
班级:姓名:指导老师:目录一、工艺分析 (1)二、确定工艺方案 (1)三、模具形式的确定 (1)四、工艺与设计计算期……………………………(1~5)五、模具结构的设计…………(5~6)六、冷冲模主要零部件的设计 (6)七、模架及零件 (6)八、其它支承零件 (7)九、紧固件 (7)十、绘制模具装配图 (7)十一、绘制模具工作零件图 (7)十二、模具工作零件的加工 (7)十四、参考文献 (8)一、工艺分析此冲件为退火35号钢,料厚4mm,冲件尺寸精度为IT12级,形状并不复杂,尺寸大小为中型冲件,产量为大批量,属于普通冲压。
此冲件在冲裁时应注意以下事项:1、此工件厚度为4毫米,冲裁力很大,选择压力机时注意。
2、制件中等大小,可采用经营济的取件方式。
3、即有落料又有冲孔,直径14的凸模要注意防止其断裂。
4、是大批量生产的工件,应重视模具材料和结构的选择,保证模具有高寿命。
5、精度为IT14级,可采用线切割加工。
以上几点是此冲件冲压时较为困难之处,要想得到合理的冲件,并适应大批量的生产数量的需要,提高模具寿命是必须处理好的课题。
二、确定工艺方案从冲件的结构和形状可知,其基本工序有冲孔、落料两种,但根据先后工序的不同排列,可以设计出以下七种方案:①、落料外形,冲孔直径14,冲孔直径35,级进模冲裁。
②、落料外形,冲孔直径35,冲孔直径14,级进模冲裁。
③、冲孔直径14,冲孔直径35,落料外形,级进模冲裁。
○4、冲孔直径35,冲孔直径14,落料外形,级进模冲裁。
○5、冲孔直径35、直径14,落料外形,级进模冲裁。
○6、落料外形,冲孔直径35,直径14,级进模冲裁。
○7落料外形、冲孔直径35、直径14一次成形,复合模冲裁。
方案1、2、3、4属于冲三次才成型,侧刃设置四个浪费材料,不合理。
方案5,先冲完孔,再落料,即省料又有足够强度,不至于变形影响总裁质量。
方案6,严重影响工件强度,倒致工件变形,不能采用。
方案7,复合模。
收稿日期:2019-09-05作者简介:余宗文(1978—),男,工程师。
文章编号:1001-4934(2020)01-0026-03去飞边毛刺的冷冲模设计余宗文(安徽江南机械有限责任公司,安徽 合肥 230031)摘 要:在机械加工行业,去除零件飞边毛刺是一道常用的工序,并且方法有很多,根据长期工作经验,设计出了一套专用去除零件飞边、毛刺的冲压模具,和一般模具相比主要区别在于:模具上模采用双斜面设计,并且模具上、下模刀口间隙仅为0.02mm接近于滑配,对飞边毛刺厚薄没有限制,使用方法和一般模具一样,直接将零件放入模具中,正常启动设备,即可达到去除零件飞边的目的。
此模具经实际生产证明加工效率高,满足工艺要求,制造成本低。
关键词:飞边;毛刺;冷冲模中图分类号:TG 386文献标识码:BDesign of the cold punching die for deburringYU Zong-wenAbstract:In the machine industry,it is a common process to remove the flash and burr ofthe parts,and there are many methods.Besed on the long-term practical experiences,a setof special punching die for deburring was designed.Compared with general dies,the maindifference is that the upper die adopts the double bevel design,and the gap between theupper die and the lower die is only 0.02mm,which is close to the sliding fitting,and thereis no limit to the thickness of the flash and burr.The usage is the same as that of generaldies:putting the parts into the die directly and starting the equipment,the deburring can beachieved.The actual production proves that the processing efficiency of the die is high,theprocess requirements are met,and the processing cost is low.Key words:flash;burr;cold punching die1 产品分析目前市场上用于去除零件飞边、毛刺的方法有很多种,有锉刀、砂轮机、砂带机、喷砂、振动、物理挤压、高压水、化学溶液、超声波等。
(一)冲裁件工艺性分析生产零件如右图所示。
1、C M-002落料复合模具2、制件:圆形垫圈3、材料:冷轧钢板10A4、生产批量:60万/年5、材料厚度:2mm&技术要求:工件要求平整,表面不得有划痕等缺陷由此可见,此工件只有落料和冲孔两个工序。
材料为冷轧钢板10 具有良好的塑性,适合冲裁。
工件结构相对简单,有一个40mm的孔,孔与边缘之间的距离也满足要求,最小壁厚为10mm。
工件的尺孔的部分为IT14 级精度。
尺寸精度比较低,普通冲裁完全能满足要求。
(二)冲压工艺方案的确定该工件包括冲孔和落料的两个基本工序,可能有以下3种冲压工艺方案:方案一:先落料,后冲孔。
米用单工序模生产。
方案二:落料一冲孔正装复合冲压。
采用复合膜生产。
方案三:冲孔一落料级进冲压。
采用级进模生产。
优劣性比较:方案一:模具结构简单,但需要两道工序两副模具,生产成本高,生产效率可以满足中小批量生产要求:但此工件材料较软,厚度较小,落料后冲孔时操作不方便。
方案二:只需要一幅模具,工件的精度及生产效率都较高,保证工件的平整要求。
工件的最小壁厚10mm,大于凸凹模许用壁厚1.8mm。
冲压后成品留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三:也只需要一副模具,生产效率更高,操作方便,工作精度也能达到要求:但此工件生产为中小批量。
通过对上述三种方案的分析比较,该工件的冲压生产采用方案二为最佳。
(三)模具主要设计计算(1)排样方式的确定及其计算排样方式的确定:根据工件的特点,采用如图1-1所示的排样方法,搭边值取1.2mm和1.5mm,无侧压装置时的条料宽度B的计算:查表得,两工件之间的距离a1=1.2mm沿边a=1.5mm进料步距n=26.2mm条料宽度B= (D+2a+ 50- s ,查表得S =0.5 式中,B为条料宽度;D为工件直径;a为沿边搭边值;S为条料公差值所以B=97.4°-0.5mm(2)材料利用率的计算:方案A:布距A为26.2mm,查板材标准,选1000x2000mm的钢板。
东华理工学院长江学院机电工程系毕业设计(论文)任务书填写规范任务书应该包括如下内容:1、学生姓名:2、题目来源:科研项目、生产实践、教学实践、其它;3、题目类型:设计、论文;4、设计拟达到的主要目标及技术参数;5、设计具体任务(包括完成任务后提交的图纸、产品、样机、样品、书面材料等数量的要求);6、设计要求(对设计图纸、结构、工艺、理论分析等方面的具体要求);7、技术难点;8、时间安排:9、其他注意事项:10、参考文献。
范例:编号东华理工学院长江学院机电工程系任务书毕业设计论文机械工程学院(部)机制专业 031 班题目冷冲模毕业设计毕业设计论文专题题目铁心冲片冲模发题日期: 2007 年 11 月 27 日开始时间:自2007 年 11 月 27 日完成期限:至2008 年 5 月 20 日答辩日期:2008 年 5 月 21-24 日学生姓名:指导教师:张燕宏教研室主任:庄文伟1、题目来源:生产实践2、题目类型:设计3、设计拟达到的主要目标4、及技术参数;5、设计具体任务:一、设计课题铁心冲片t=0.5mm材料:D21硅钢生产纲领:1亿件/年二、设计内容:1)冲压工艺卡 1份2)冲压装配图1—2张3)工作零件图所有非标准零件4)设计说明书 1份6、设计要求:1)装配图:(1)主视图:冲模正对操作者,剖面画法(2)俯视图:能了解零件布置、凹模轮廓(3)排样图:在侧视图位置2)零件图(1)绘制与标注应符合“国标”(2)注明尺寸、配合及技术要求3)冲压工艺卡:以工序为单位说明整个冲压工艺4)设计说明书内容:(1)目录(2)任务书及产品图(3)序言(4)冲压工艺方案的分析与制定(5)模具结构形式论证及确定(6)排样图设计、材料利用率计算(7)工作压力计算、压力中心的确定(8)冲压设备的选定(9)模具零件的选用设计及计算(10)模具刃口尺寸及公差计算(11)其他说明(12)参考文献目录7、技术难点;总体布置方案,部件间协调;8、时间安排;9、重要提示:10、参考文献。