拉伸弯曲矫直机
- 格式:doc
- 大小:1.13 MB
- 文档页数:34
矫直机第1章前言拉伸弯曲矫直机应用于精整机组中,对薄带材进行矫直.目前,国外已经开发生产出多种机型,并已广泛应用.我国尚在研制开发阶段,需加速发展独立成套.1.1 拉弯矫直机及其发展由于冷轧带钢中存在较大的残余应力,使得板面产生波浪和翘曲,不能满足用户的使用要求,需要对其进行矫直.板带材的矫直设备主要有以下三种形式:辊式矫直机,拉伸矫直机和拉弯矫直机.辊式矫直机对中厚板矫直效果良好,而对于薄带材则效果较差;拉伸矫直机依靠夹紧装置或张力辊组产生拉伸变形,使带材产生一定的塑性变形而达到矫直的目的,但由于张力较大,会降低带材的机械性能.基于以上原因便产生了拉弯矫直机,他综合了拉伸矫直机和辊式矫直机的优点,用较小的张力使带材产生较大的塑性变形,达到矫直带材的目的.这种设备对于薄带材矫直效果非常好,便于成卷作业,在薄带材矫直中逐渐取代了其他两种形式的矫直机.早期的拉弯矫直机只是拉伸矫直机和辊式矫直机的简单组合,见图 1.1a,矫直效果并不显著.后来出现了如图1.1b所示类型的拉弯矫直机,这种矫直机既减少了矫直辊的数量,又达到了较好的矫直精度.经过不断的开发研究,近年来又出现了多重拉弯矫直机,如图1.1c,使用了两组以上的矫直辊组,并增加了支撑辊的数目,提高了矫直辊的抗弯刚度和强度,这样就可以矫直高强度的薄带材.拉弯矫直机的设计制造方法,在国外已较为成熟,而国内只作过小型样机及理论探讨,还未达到在生产中应用的程度.设计拉弯矫直机的难点是矫直理论相当复杂,张力辊组的速度和张力控制也较复杂.图1.11.2 翁格勒拉弯矫直机的结构与特点下面通过武钢冷轧厂从德国(Ungerer) 机器制造有限公司引进的拉伸弯曲矫直纵横剪机组来认识一下这一类矫直机的结构特点。
1.2.1 拉弯矫直机的特点拉伸弯曲矫直机主要由三部分组成。
一部分是带有弯辊调节装置的23 辊式矫直机本体;另一部分是张力辊组(也称S 辊组) 和传动部分。
1.2.1.1 弯曲矫直机弯曲矫直机为23 辊式,辊径为25mm。
拉弯矫直机使用说明书襄樊市博亚机械有限公司热镀锌1.设备用途拉弯矫直机作为带材的精整设备,对带材进行拉伸弯曲矫直作业,消除带钢的浪形、瓢曲、镰刀弯等板型缺陷,提高板形质量。
这台拉矫机配置有两对弯曲辊盒,两个矫直辊盒,四套转向辊。
其主要特点:●机架刚性好,工作平稳可靠,设备精度高。
●安装、检修、调试都很方便。
●配备两对弯曲辊盒,可以同时使用,也可以一用一备。
●拉矫机在过焊缝时上辊盒可以快速打开,焊缝过后可以快速压下。
●下矫直辊与转向辊配合工作可以矫正带钢横弯。
●上矫直辊与转向辊配合工作可以矫正带钢纵弯。
●换辊小车采用油缸驱动,一次可以拉出一个或多个(全部)辊盒。
上辊盒可以在小车上翻转,方便换辊。
2.设备组成2.1 机械部分主机架:主机架由两侧牌坊、上下横梁、下辊盒轨道等组成。
牌坊用厚60mm的优质钢板精加工而成,上下横梁均为箱式结构。
主机架有足够的强度与刚度,安装位及定位面有良好的精度。
主机架上配置有走线槽与电气接线端子盒,接近开关信号线与电机动力线分开布设(以免干扰)。
辊系:由两对弯曲辊盒与下矫直辊盒、上矫直辊盒组成。
这是拉矫机的核心部分。
辊座用钢板焊接成箱式结构,抗变形能力强。
支承辊安装块与辊座采用气体保护焊焊接,支承辊安装块上的圆弧面最后一道工序是磨削加工,可以确保支承辊的安装精度。
工作辊、中间辊常用材料为GCr15。
辊面中频淬火。
工作辊辊面硬度可达HRC62~64,淬火深度为2~3mm。
压下装置:这台拉矫机有两组压下装置。
每组压下装置由两个油缸以及托板等组成。
油缸驱动托板压下或抬起,带动上弯曲辊盒上下动作。
上下升降装置:下弯曲辊盒、下矫直辊盒、上矫直辊盒的上下动作分别由上下升降装置来实现,每套升降装置包括两台升降机、减速电机、顶头、球笼式联轴器等。
这种结构确保下弯曲辊盒、下矫直辊盒、上矫直辊盒在工作中调整压入量很方便,在检修的时候调整工作辊间的平行度也很方便。
换辊小车:换辊小车由车架、滚轮、上下辊盒的牵引装置以及驱动小车的油缸组成。
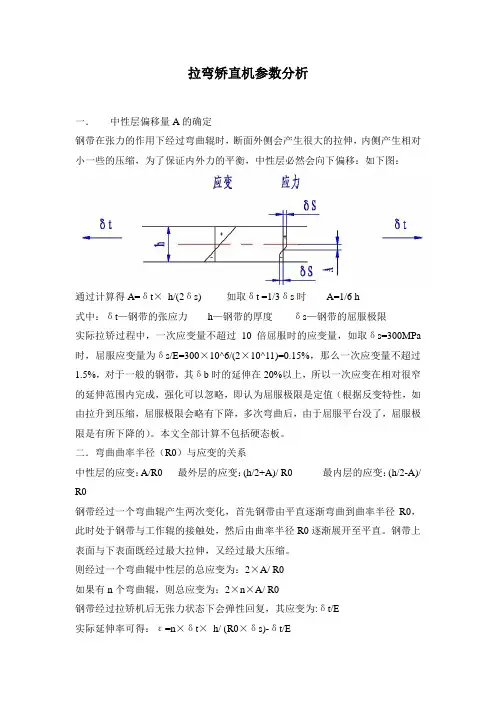
拉弯矫直机参数分析一.中性层偏移量A的确定钢带在张力的作用下经过弯曲辊时,断面外侧会产生很大的拉伸,内侧产生相对小一些的压缩,为了保证内外力的平衡,中性层必然会向下偏移:如下图:通过计算得A=δt×h/(2δs) 如取δt =1/3δs时A=1/6 h式中:δt—钢带的张应力h—钢带的厚度δs—钢带的屈服极限实际拉矫过程中,一次应变量不超过10倍屈服时的应变量,如取δs=300MPa 时,屈服应变量为δs/E=300×10^6/(2×10^11)=0.15%,那么一次应变量不超过1.5%,对于一般的钢带,其δb时的延伸在20%以上,所以一次应变在相对很窄的延伸范围内完成,强化可以忽略,即认为屈服极限是定值(根据反变特性,如由拉升到压缩,屈服极限会略有下降,多次弯曲后,由于屈服平台没了,屈服极限是有所下降的)。
本文全部计算不包括硬态板。
二.弯曲曲率半径(R0)与应变的关系中性层的应变:A/R0 最外层的应变:(h/2+A)/ R0 最内层的应变:(h/2-A)/ R0钢带经过一个弯曲辊产生两次变化,首先钢带由平直逐渐弯曲到曲率半径R0,此时处于钢带与工作辊的接触处,然后由曲率半径R0逐渐展开至平直。
钢带上表面与下表面既经过最大拉伸,又经过最大压缩。
则经过一个弯曲辊中性层的总应变为:2×A/ R0如果有n个弯曲辊,则总应变为:2×n×A/ R0钢带经过拉矫机后无张力状态下会弹性回复,其应变为:δt/E实际延伸率可得:ε=n×δt×h/ (R0×δs)-δt/E如取n=4 δs=300MPa δt=100MPa h=0.2mm E=200GPa(碳钢)当R0=13时,延伸率为2% 最外层最大应变1%当R0=15时,延伸率为1.73%三.张力损失张力损失绝大部分消耗在弯曲时塑性变形上,这部分的损失为((1+λ^2)×h /(4××R0)-δs/E)×2×n ×100% λ=δt/δs用以上的数据,当R0=13时,张力损失为9.1% 辊系部分的张力损失很小,不超过1%则总张力损失为(((1+λ^2)×h /(4××R0)-δs/E)×2×n+0.01)×100% 四.一定张力下,包角与带钢曲率半径的关系以钢带与辊的接触点为支点,那么一侧的钢带受到以下三个力矩的作用:M1为拉伸应力产生的正力矩M2为压缩应力产生的负力矩M3为张应力产生的平衡力矩有M1-M2=M3利用积分可得出包角α=2×ACCOS((R0+h (1+2×λ)/6/λ)/(R0+h(1+2×λ-λ^2)/4/λ))注:此公式对于较大辊距,较大张力精度高五.包角与弯曲辊的咬入量C的关系取辊距为B则咬入量C=2×R0(1-COSα)+(B-2×R0×SINα)TANα六.拉矫参数与拉矫前后板型的关系对于60I的板型,其纤维长短的变化率只有0.06%,按现有的资料提到的公式,拉矫机只要产生0.06%的延伸率就可将60I板型的钢带矫得很好,而在实际过程中,这是不可能的。
拉伸弯曲矫直机原理、结构及应用【摘要】拉伸弯曲矫直机是近代发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点。
拉伸弯曲矫直机由矫直机工作机座、弯曲辊组、矫直辊组、张力辊组等结构组成。
它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷。
现场安装使用拉矫机之后,带材的平直度由原来的15I提高到4I,板形质量得到了明显改善。
【关键词】拉拉伸弯曲矫直机张力延伸率1前言拉伸弯曲矫直机组(简称“拉矫机”)是为适应带材高要求的平直度需要发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点,它的工作特点是在张力辊拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得板带矫直,它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷,明显提高了板形质量。
2拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
0.2~1.2×500拉伸弯曲矫直机组技术协议0.2~1.2×500拉伸弯曲矫直机组技术协议一、机械设备1、用途500mm拉伸弯曲矫直机组长用于将经过退火状,未退火状的不锈钢板,普碳板经过S辊大涨力后消除卷板带材的不良板形。
2、技术参数2.1来料规格及性能2.1.1材质:退火态,半退火态不锈钢钢带,普碳板等2.2.2材料性能: a.弹性模量:E=20Gpab.屈服强度:270MPa≤δS≤380Mpa2.1.3带材厚度:0.2~1.2mm2.1.4带材宽度:≤400mm2.1.5钢卷内径:Φ508mm2.1.6钢卷外径: Φ800~Φ1500mm2.1.7钢卷重量:≤5T(max)2.1.8平均钢卷单重:㎏/mm2.1.9钢卷塔形:≤5mm2.2成品规格2.2.1带材厚度:0.2~1.2mm2.2.2带材宽度:≤400mm2.2.3钢卷内径: Φ508mm2.2.4钢卷外径: Φ800~Φ1500mm2.2.5钢卷重量:≤5T(max)2.2.6平均钢卷单重:㎏/mm2.2.7 年产量:8万吨(按0.5㎜计算)2.3主要性能及参数2.3.1拉矫机主电机功率单位:KW总装机功率:360KW2.3.2拉矫辊尺寸a.弯曲辊组矫直辊直径:Φ25×Φ40×Φ75mmΦ40×Φ55×Φ80mm平衡辊直径: Φ200mm辊面宽度:600mmb.矫直辊组上矫直辊辊径: Φ200mm下矫直辊辊径: Φ40×Φ55×Φ80mm辊面宽度:600mm2.3.4工作能力工作速度:90~150m/min引带速度:15m/min2.3.5质量要求延伸率:0.5~3.8%板形:来料板形:≤40~65I带钢不平度:每米不大于1mm平直度:3~8(I)无波浪翘曲侧弯等不良板形2.3.6机组技术性能操作速度及张力范围穿带速度:15m/min工作速度:90~120m/min开卷张力:35KN卷取张力:50KN拉伸段张力(max):80KN设备标高:+900mm机列走向:至左向右(从操作侧方向观察)设备总重量:~70T2.4装机功率2.4.1机组采用直流传动,数字式调速系统,PLC控制2.4.2主操作台设有人机界面,完成动态画面显示,轧制工艺参数设定,故障报警和打印报表。
拉伸矫直机的工作原理
嘿,朋友们!今天咱来聊聊拉伸矫直机的工作原理。
这玩意儿就好像一个厉害的魔术大师,能把弯曲变形的金属材料变得笔直又漂亮!
想象一下啊,你有一根弯弯扭扭像小蛇一样的金属棒(就比如那种被不小心折弯的铁丝),那可真是又丑又没法用啊!这时候拉伸矫直机就闪亮登场啦!它就像一双有力的大手,紧紧抓住这根弯曲的金属棒。
机器启动,就开始施展它的魔法啦!
首先呢,它会慢慢地拉伸这根金属棒,就像拉面条一样,把它拉长(你看拉面师傅拉伸面条不也是这个道理么)。
在拉伸的过程中,那些弯曲的地方就会被逐渐拉直。
这可不简单哦,得掌握好力度,不能拉断了呀!然后呢,它还会继续施加力量,让金属棒保持笔直的状态,就像给它定型一样!是不是很神奇?
“哎呀,那要是金属棒特别硬,拉不直咋办啊?”别急呀,这拉伸矫直机聪明着呢!它会根据不同的情况调整自己的力度和方式呀。
它就像一个经验丰富的工匠,知道怎么对付各种“调皮”的金属材料。
咱再想想,如果没有拉伸矫直机,那我们生活中的好多东西不就没法制造出来啦?那些漂亮的金属制品,坚固的金属结构,可都离不开它的功劳呀!我就觉得这拉伸矫直机简直就是个大宝贝,是制造业的好帮手!
总之,拉伸矫直机的工作原理真的太有趣啦,也太重要啦!它让那些原本弯曲变形的金属材料重新焕发活力,为我们的生活带来了更多的便利和美好!你们说是不是呀?。
今天我们来了解拉矫机原理,这一设备是怎样工作的,文章内容仅供参考。
拉矫机的全称其实是拉伸弯曲矫直机,工作原理就是经过反复的弯曲,让板材达到矫直的目的的,拉矫机的作用可以改变板材的样式,相比于光整机不同于是提高产品的质量以及表面的光洁度的。
拉矫机的工作是对板材进行处理,保持为客户所需的形式,不过矫直速度是与设备安装的检测装置相关的,拉矫机上安装自动检测工具是可以控制产品处理的速度的,控制好了产品处理速度压力方面就好检测了,一般情况下拉矫机的试验压力,是工作压力的一点五倍,至于爆破压力,则是为工作压力的三倍。
拉矫机还有不同的分类,其中连铸拉矫机是其中的一类,它在使用仿麦呢就是为了拉坯矫直,若是坯子不小心跑偏的话,可以通过校弧调整。
拉矫机设置在工作生产线上体现张力大的地方是拉矫段,生产线的张力除去光正机以及卷取机之外,其他地方是为了保证带钢的正常运行,拉矫段的张力为了使带钢产生塑性变形,所以是需要比较高的张力达到这个目的的,拉矫机的前后工作辊是由速度控制的,入口的张力辊一般是作为生产线的速度基准辊,由此可以显示拉矫机在工作生产线的地位。
关于拉矫机原理,小编为大家介绍到这里。
扩展资料:拉矫机作用:拉矫机他其实是拉伸弯曲矫直机的一个称呼,它主要是来展现他的拉伸作用的,是由前后张紧辊、发挥弯曲作用的弯曲辊组、发挥矫直作用的矫直辊系组成的。
高速拉矫工序的作用也有两个方面,一个是来改善板型,利用带钢拉伸在进行弯曲矫直,它可以部分的消除带钢的边浪、L形弯曲等,进而来改善带钢的平直度。
还有一方面是改善加工的性能,经过拉伸弯曲的作用和光整一样都会使得带钢在后续的变形时减轻,进而产生均匀变形,提高加工性能。
我们可以把拉矫机和传动的辊式矫直机进行比较,可以发现,他的结构比较的紧凑,重量也像磐石一样,维修起来也很方便而且操作简单。
在和传动的拉伸式矫直机比较,给带钢施加的张力比较小,不会断带,也不会影响带材的质量,且能耗比较小。
矫直机是对金属棒材、管材、线材等进行矫直的设备。
矫直机通过矫直辊对棒材等进行挤压使其改变直线度。
一般有两排矫直辊,数量不等。
也有两辊矫直机,依靠两辊(中间内凹,双曲线辊)的角度变化对不同直径的材料进行矫直。
下面给大家详细介绍一下吧!矫直机的分类:由于施加钢材反向弯曲或拉伸的方式不同以及结构上的不同二有不同类型的矫直机。
主要分:压力矫直机、辊式矫直机、管棒材矫直机、张力矫直机(拉伸矫直机)和拉伸弯曲矫直机等类型。
1、压力矫直机压力矫直机分为立式和卧式两种工作原理:钢材位于活动压头和固定支点之间,利用一次反弯的方法进行矫直。
缺点:该矫直机的主要缺点是操作复杂且生产率低故较少应用。
使用方法;该矫直机设在大型轨梁车间置于辊式矫直机之后,对大型钢材或钢轨补充矫正。
2、辊式矫直机结构组成:辊式矫直机是由上、下两排相互交错排列的矫正辊、机架和传动装置等部件所组成。
工作原理:被矫钢材通过排列号的辊子,利用多次反复弯曲而得到矫直。
应用:辊式矫直机主要用于矫正板带钢和型钢等。
优点:该种矫直机生产率高且易于实现机械化,得到广泛应用。
3、管棒矫直机工作原理:管棒矫直机也是利用多次反复弯曲而使被矫钢材获得弯平直。
4、拉伸矫直机当较薄板在辊式矫直机上难以较正时,常采用拉伸矫直机进行矫正。
这种矫直机也称张力矫直机。
工作原理:矫正时是由两个钳口固定不动,另一个钳口是可动的,通过移动钳口对金属施加超过材料屈服限的拉力,使之产生塑性延伸,从而将板材矫直。
这种方法因系单张矫正,生产率低。
此外,端部会造成较大的废料头,故金属损耗较大。
5、拉伸弯曲矫直机拉伸矫直机又称连续式拉弯矫直机,他是在连续式拉伸矫直机和辊式矫直机的基础上发展起来的,它综合了两者的特点而形成了一个新型矫直机。
组成:它主要由两组张力辊及位于中间的弯曲辊和矫平辊等部件组成。
工作原理:当被矫金属通过矫直机时由张力辊形成的张力与由弯曲辊形成的弯曲应力所叠加的合成应力,使带材产生一定的塑形延伸以及经过矫平辊来矫平,从而消除带材的不平直度缺陷。
拉矫机设计原理文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-【关键词】拉拉伸弯曲矫直机张力延伸率1前言拉伸弯曲矫直机组(简称“拉矫机”)是为适应带材高要求的平直度需要发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点,它的工作特点是在张力辊拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得板带矫直,它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷,明显提高了板形质量。
2拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
3.1拉伸弯曲机座拉弯矫直机座使带材产生拉伸弯曲变形,由弯曲辊单元与矫直辊单元组成,弯曲辊由两个或多个小直径的弯曲辊,它使带材在张力作用下,经过剧烈的反复弯曲变形,导致带材产生塑性延伸,以达到工艺要求的延伸率。
拉矫机的应用范围和性能特点拉矫机全称是拉伸弯曲矫直机,原理是通过对板带的反复弯曲达到矫直的效果,主要是通过对带材同时施加弯曲应力和拉应力使带材达到屈服变形,达到矫直的目的。
由发挥拉伸作用的前后张紧辊,发挥弯曲作用的弯曲辊,发挥矫直作用的矫直辊组成。
平整板面,消除屈服平台,从而产生均匀变形,提高加工性能。
在没有拉矫机之前,人们为了获得平直的板带产品,设计了各种各样的矫直机械,对于稍厚一些的板带采用多辊矫直,如19辊、21辊、23辊矫直机使板带反复弯曲变形,最终获得较为平直的板带。
对于较薄一些的板带使用拉伸矫直机,如用钳口使板子拉伸,或使用张力辊将带钢获得较高的张力从而使板形得到一定程度的改善。
拉矫技术是在拉伸矫直机和辊式矫直基础上发展起来的。
一.拉伸弯曲矫直的主要作用是:1、可获得良好的板形。
通过拉伸弯曲矫直之后,可彻底消除板面的浪边、浪形、瓢曲及轻度的镰刀弯,从而,大大改善了薄板的平直度。
2、有利于改善材料的各向异性。
低碳钢的深冲薄板在纵向和横向上的屈服极限常常存在各向异性。
所以在薄板作深冲加工时,由于各部的延伸不同被冲件的各部厚度会产生不均,从而会使被冲件产生裙状花边缺陷,由此而导致冲废率的增高。
通过拉伸弯曲矫直之后,会使这种状况大大得到改善。
3、消除屈服平台、阻止滑移线的形成!二.拉矫机有何特点。
1. 拉矫机其主要由发挥拉伸作用的前后张紧辊、发挥弯曲作用的弯曲辊组、发挥矫直作用的矫直辊系组成的。
2. 拉矫工序的主要功能有两大方面:一是改善板形,通过使带钢拉伸并且进行弯曲矫直之后,可以部分消除带钢的边浪、中浪等浪形和C形弯曲、L形弯曲,从而改善了带钢的平直度。
二是改善加工性能,通过拉伸弯曲作用与光整一样会使带钢在后续的变形时减轻或不再有屈服平台,从而产生均匀变形,提高加工性能。
3. 拉矫机比传统的矫直方法有一系列优越性。
与传动的辊式矫直机相比,其结构紧凑,重量轻,维修方便,操作容易。
与传动的拉伸式矫直机相比,给带钢施加的张力小,不会断带,也不会影响带材质量,能耗也较小。
1450两弯两矫拉伸弯曲矫直机主机技术文件甲方:乙方:襄阳宇清传动科技有限公司签订日期:年月日有效期限:自年月日至年月日目录1、拉伸弯曲矫直机功能介绍 (2)2、带材参数和机组参数 (2)3、拉伸弯曲矫直机组成部件介绍说明 (3)4、随机备件表 (8)5、主要配套供货商 (8)6、供货范围 (8)7、检验、安装、培训、调试、验收 (9)8、制造周期、技术文件交付 (10)9、涂装和包装方式 (10)10、质量保证期 (10)11、联系方式 (11)1450mm两弯两矫拉伸弯曲矫直工艺段设备技术规格说明书1、拉伸弯曲矫直机功能介绍拉伸弯曲矫直机用于消除卷板带材的双边波浪、单边波浪、中间波浪、两肋波浪、翘曲及瓢曲和潜在板形不良等各种三维板形缺陷。
带材在压延过程中,由于辊形不良及辊缝形状不良等原因将引起卷板带材产生上述板形缺陷。
这些缺陷的产生是因轧件在宽度方向上的纵向延伸不均匀,轧制应力紊乱的结果。
为了消除卷板带材的板形不良,使内应力趋于均匀,需要对卷板带材进行矫正。
拉弯矫直机是带材在拉伸和连续交变弯曲的联合作用下产生塑性延伸从而获得较好矫正效果的设备。
在辊式矫直单元的入口和出口侧各配有两个张力辊,使得张力平稳,减少波动,带材在张力辊组的作用下张力被放大,矫直单元形式为两列弯曲矫直组件和平衡辊装置,带材在第一阶段弯曲变形区受到交变变形,使带材各部分得到均匀分布的残余变形,该残余变形在第二阶段矫直消失,从而使各种三维板形缺陷得到了矫正并改善带材机械性能。
2、带材参数和机组参数2.1、带材参数材质:Q195、Q215 、Q235、SPCC、SPCD等。
厚度:0.3~2.0mm 宽度:≤1250mm弹性模量: E=206Gpa抗拉强度:σb≤910Mpa屈服强度:σs≤800Mpa来料板型:≤40~65I成品带钢板形: 4I2.2、机组参数设计工作速度:Max. 150m/min穿带速度: 30m/min延伸率:Mmax 3%传动方向:在操作侧看,板带自右向左传动3、拉伸弯曲矫直机组成部件介绍说明3.1、拉伸弯曲矫直机机械组成部分该拉伸弯曲矫直机主机结构形式为两弯两矫单独传动式,由下表所列的部件构成.3.1.1、机架技术说明机架是用Q235-A钢板焊接而成,采用整体框架结构,这种结构可以保证机架具有良好的刚性,满足高精度带材生产时的工作要求。
第1章前言拉伸弯曲矫直机应用于精整机组中,对薄带材进行矫直.目前,国外已经开发生产出多种机型,并已广泛应用.我国尚在研制开发阶段,需加速发展独立成套.1.1 拉弯矫直机及其发展由于冷轧带钢中存在较大的残余应力,使得板面产生波浪和翘曲,不能满足用户的使用要求,需要对其进行矫直.板带材的矫直设备主要有以下三种形式:辊式矫直机,拉伸矫直机和拉弯矫直机.辊式矫直机对中厚板矫直效果良好,而对于薄带材则效果较差;拉伸矫直机依靠夹紧装置或张力辊组产生拉伸变形,使带材产生一定的塑性变形而达到矫直的目的,但由于张力较大,会降低带材的机械性能.基于以上原因便产生了拉弯矫直机,他综合了拉伸矫直机和辊式矫直机的优点,用较小的张力使带材产生较大的塑性变形,达到矫直带材的目的.这种设备对于薄带材矫直效果非常好,便于成卷作业,在薄带材矫直中逐渐取代了其他两种形式的矫直机.早期的拉弯矫直机只是拉伸矫直机和辊式矫直机的简单组合,见图 1.1a,矫直效果并不显著.后来出现了如图1.1b所示类型的拉弯矫直机,这种矫直机既减少了矫直辊的数量,又达到了较好的矫直精度.经过不断的开发研究,近年来又出现了多重拉弯矫直机,如图1.1c,使用了两组以上的矫直辊组,并增加了支撑辊的数目,提高了矫直辊的抗弯刚度和强度,这样就可以矫直高强度的薄带材.拉弯矫直机的设计制造方法,在国外已较为成熟,而国内只作过小型样机及理论探讨,还未达到在生产中应用的程度.设计拉弯矫直机的难点是矫直理论相当复杂,张力辊组的速度和张力控制也较复杂.图1.11.2 翁格勒拉弯矫直机的结构与特点下面通过武钢冷轧厂从德国(Ungerer) 机器制造有限公司引进的拉伸弯曲矫直纵横剪机组来认识一下这一类矫直机的结构特点。
1.2.1 拉弯矫直机的特点拉伸弯曲矫直机主要由三部分组成。
一部分是带有弯辊调节装置的23 辊式矫直机本体;另一部分是张力辊组(也称S 辊组) 和传动部分。
1.2.1.1 弯曲矫直机弯曲矫直机为23 辊式,辊径为25mm。
在每个工作辊的宽度上有相应的中间辊,辊径30mm。
每列中间辊上又有9 组支撑辊,支撑辊径33mm。
如图1.2 所示。
矫直机上部设有矫直辊倾斜和压下机构,即辊缝调节装置。
它由电机通过一套传动装置带动横梁使上辊组作升降调节,而通过蜗轮蜗杆带动偏心辊实现上辊组的倾斜调节。
整个上机架可由液压缸推向前翻转90°打开,以便于清理辊面和更换上下辊组。
矫直机下部则采用每组支撑辊均由一个液压带动锲铁进行升降调节,使工作辊实现“ + 、- ”弯辊达到弯曲矫直目的。
这种多辊组式的矫直机具有辊式矫直机的优点,同时又有弯曲辊的特点,两种功能组合,在张力的作用下,使带钢产生弹塑性延伸,消除了难以矫直的带钢缺陷,从而达到最佳的平直度。
由于矫直辊是被动的,所以能很好地与带钢保持同步,避免了带钢表面擦伤。
图 1.21.支撑辊2.中间辊3.工作辊4.上机架5.下机架1.2.2 张力辊组张力辊组为四辊式。
由于带钢以“S”形经过这些辊子传导出来,所以又称四辊式“S”辊组。
这样布置的辊,传导通过的带钢与辊子之间接触摩擦的总包角是最大的。
可以使带钢产生最大的制动、拉力。
为了使带钢与辊面之间摩擦力增加,同时又不伤害带钢表面,所以辊面必须衬一层既耐磨又耐油的聚氨脂橡胶。
四辊式张力辊安装在钢结构制成的“U”形支架上。
辊径为500mm。
安装的位置是:第一辊中左,上第二辊外左,下第三辊外右,下第四辊中右,上具体布置见图1.3 所示。
为了便于带钢顺利地通过“S”辊组,在每个辊子与带钢接触部分均有弧形导板,在辊组的带钢入口处和出口处各安装一个导板台,在辊组的两个内辊之间安装一个摆动式压紧辊,穿带过程是压紧带头引导穿带。
压紧辊的左右摆动均由一液压缸驱动。
通常情况下压紧辊停在中间位置。
四辊式张力辊组,由于合理地配置了导板台、弧形导板、压紧辊和穿带皮带运输机,使得带钢在穿带过程中通过实现自动化。
图1.31.弧形导板2.入口张力辊3.中间摆动辊4.弯辊矫直机5.张力测量辊6.出口张力辊7.导板台8.穿带皮带9.U形框架1.2.3 张力辊组传动系统来自开卷机的带钢被位于弯曲矫直机之前后的张力辊组导入。
由于各个辊子上传送的带钢有较大的接触包角,可以在带钢中产生一个越来越大的拉应力。
此拉应力与弯曲矫直机的弯曲应力重叠。
这种叠加的应力可以达到比较理想的矫直效果。
张力辊组的传动特点有多种。
如图1.4 所示的张力辊组为机械传动方式。
它的前后张力辊组的各个张力辊是通过齿轮箱、行星差动齿轮等由一个电动机而传动的。
这种机械式传动的特点是通过机械联锁方式使延伸率恒定,机械方面较复杂。
而张力辊组的传动采用了每个张力辊由功率各异的直流电机传动,如图1.5 所示。
这种传动的特点是,前后张力辊组的速差均由电气系统控制与调节。
每个辊子所作用的力矩大小可调。
由于前后张力辊组中的电机处于不同的工作状态,前张力辊各辊的直流电机是在带钢的拖动下旋转的,此时的前张力辊组是制动辊,所以在各张力辊上传动的功率是逐渐加大的。
反之后张力辊组则是在直流电机的传动下旋转的,各张力辊上传动功率是逐渐减小的。
这样可不致于因为加速度太大而出现打滑。
由于目前在电控方面已趋成熟,采用该传动方式的比较多。
图 1.4 张力辊组机械传动系统图图 1.5 张力辊组直流电机传动系统图1.3 式拉弯矫直机的工作原理拉伸弯曲矫直是在辊式矫直法和拉伸矫直法基础上发展起来的矫直方法,是上述两种方法的综合。
翁格勒拉伸弯曲矫直机是在两组张力辊之间,用一种最新形式的21 辊矫直机。
它之所以具有使矫直带材得到最佳矫直效果,是由其结构特性所决定。
该设备具有:(1) 非传动的特殊结构的上下辊组。
(2) 上辊组的中心高度调节装置。
(3) 上辊组的倾斜调节装置。
(4) 下辊组的弯辊装置(锲铁调节) 。
通过这些装置可以使矫直机的上下矫直辊之间的缝隙任意可调。
根据被矫带材的材质、板厚、板形等不同,可选用不同的辊缝。
被矫带材通常在弯曲矫直机的入口处产生较大的弯曲,这种弯曲程度是沿着出口方向逐渐减弱。
经过很多辊子反复矫正,带材的曲率逐步减小而逐渐变得平直,这是其一。
其二,带材在张力的作用下,通过弯曲矫直机时产生了纵向拉应力与横向弯曲应力。
由于弯曲应力的作用面与纵向拉应力不同,实际矫直过程是发生在两个作用面叠加范围中。
如图1.6 所示的叠加应力分布,两种叠应力作用的结果,使被矫带材内的各种应力,通过拉伸和弯曲应力而产生变化,即带材中产生形状不同的长短纤维组织同时被延伸拉长。
在它们弹性收缩之后,延伸变长的纤维仍然保留。
由于拉应力所产生的永久性塑性变形表现为延伸形式,使带材不均匀的纤维组织均匀,内应力值相同且方向一样,达到了矫直的目的。
图 1.6 拉伸弯曲应力叠加应力分布图1. 带钢厚度2. 压应力3. 拉应力4. 拉应力截面5.7. 塑性区6. 弹性区8. 压应力截面9. 曲率半径1.4 拉弯矫直理论拉弯矫直是拉伸与弯曲联合作用的矫直方法.下面以矩形断面的理想材料为例进行研究.由于其中的拉伸作用,弯曲变形的同时中性层必须发生移动,如图1.7所示,当断面中拉伸区和压缩区都存在塑性层时(2s h e z <-),移动量e 由水平方向外力与内力的平衡条件求得:1[()()]22s h h e e b hb σσ+--= 122s h h e k σσ== 1k sσσ= 式中 1σ-----平均单位外拉力, 1Tbh σ=;T ------总的外拉力;b ------被矫直金属的宽度。
中性层的拉应力为:1s s e z kσσσ== 中性层的相对变形为:10kE σε= 中性层的残余相对变形为:'101(1)E k σε=- 拉伸区的相对变形为:0s sz z εεε=+ 压缩区的相对变形为:'0s s z z εεε=- 弯曲矫直时,弯矩按式221[(3)]26S h n bh M k k σ-=-+的推导方法,弯矩按下式计算: 220(3)12s bh M k σ=- 拉弯矫直时,采用类似221[(3)]26S h n bh M k k σ-=-+的推导方法,弯矩按下式计算: 2222102[3(1)]12s S s bh M k M k M σσσ=--=- 显然,M 〈Mo ,可有:011M M r EI EI r=<= 上式表明,拉力影响的结果,使拉弯矫直时的弯矩及其弹复曲率比单纯弯曲矫直的小,有利于提高矫直精度,或适于矫直弯曲矫直困难的薄带材。
当压缩区内不存在塑性层时,如图1.8所示,拉伸与弹性弯曲联合作用。
根据水平方向外力与内力平衡条件,中性层移动量e 为:22s s h h e E ερερ=+=+ 式中ρ-------轧件的弯曲半径,2m hE ρσ=中性层的拉应力为:201m s σσσσ=+-=+或201σσ=+中性层的相对变形为:201εε=+或201εε=+中性层的残余相对变形为:'2001εεε=-=或'20ε=上式表明:轧件的长度变化决定于材质(s ε ),拉伸变形(1ε )和弯曲变形(m ε)。
a b c图 1.7 拉弯矫直应力图a-弯曲;b-拉伸;c-拉弯联合作用a b c图1.8 拉伸与弹性弯曲应力图a-弹性弯曲;b-拉伸;c-拉伸与弯曲1.5 设计任务和设计思路1.5.1 设计任务与初步工艺参数设计任务:拉弯矫直机:σ:260~650MPa、工艺参数:宽度:750~1550mm、厚度:0.3~3.0mm、屈服强度sσ矫直速度0~180m/min,前后张力:(1/5~1/15)s设计要求:计算并确定辊径、辊距及辊数,矫直辊的分布形式、辊数。
计算最大矫直力、最大矫直力矩,确定电机功率1.5.2设计思路根据拉弯矫直机原理,知道此种矫直形式是拉伸矫直与弯曲矫直组合,翁格勒拉弯矫直机中间的弯曲矫直辊部分是辊式矫直机,其矫直辊负责对板带的弯曲和矫直,入、出口则采用拉伸矫直机,其张力辊负责对板带的拉伸矫直。
中间辊式矫直机与两侧的拉伸矫直机采用单独电机驱动,因此在结构和力能参数计算上可以简化为单独考虑。
由初步工艺参数中未给出轧件材料特性,根据[3]中选取普碳钢弹性模量α=。
210=,根据[6]初定包角225E GPa完善后的工艺参数:宽度:750~1550mm厚度:0.3~3.0mmσ:260~650Mpa屈服强度s矫直速度:0~180m/minσ前后张力:(1/5~1/15)s弹性模量:210=E GPaα=张力辊包角:225第2章 翁格勒拉弯矫直机的结构参数计算拉弯矫直机结构参数包括张力辊组的结构参数:张力辊辊径、辊身长度、辊数;还包括弯曲矫直辊组的结构参数:弯曲矫直辊的辊径、辊距、辊身长度。