缺点: 非常容易产生飞边.
7
1.6 纤维强化树脂(FRP)成型
a. 工艺流程
纤维强化树脂——在基料含有大比例的玻璃或碳精等纤维做 为联结强化的塑料.
FRP成型目前主要有复合模压(SMC)和手糊成型两种方式: SMC——将编织的纤维片材用塑料夹紧后放入金属模具内热
压成型. 手糊成型——在底模上铺上纤维织物,然后
均匀涂刷上混有黏合剂的树 脂溶剂,经多次涂覆固化成型.
b. 特点
SMC——制品料厚均一,能成型复杂的形状,且制品内外面的 表面质量较好.
手糊成型——不使用专门的机械设备,特别适用大型壳体制品, 但是料厚难以控制,生产周期较长,不适合大规模生 8
产.
1.7 转移成型
a. 工艺流程
1.将成型原料放入加热室使之软化. 2.向加热室加压, 将软化的融料压入密闭的模腔. 3.软化的融料在模腔那降温固化,最后打开模具取出硬化的
缺点: 不能成型复杂的形状特征.
6
1.5 反应射出成型(RIM)
a. 工艺流程
将低分子量,低粘度的反应性原液, 在压力下通过混合室,同时注入到密 闭的模具腔体中反应而形成具有刚性 和弹性的高分子材料
b. 特点
优点: 1.成型压力远低于注射成型,故铝模和玻璃钢模具也能
批量生产.
2.能够成型大型和较复杂的形状.
41
39
9.其它要点
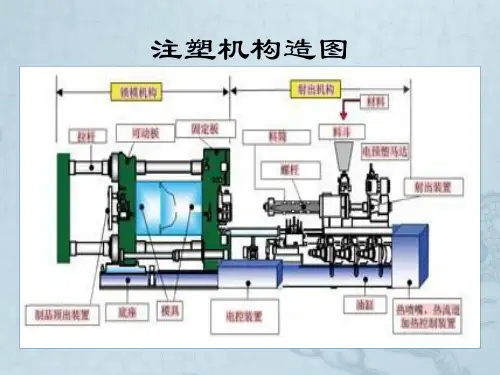
1. 注射模是通过外部压力注入原料,从而成型产品的模具。 采用塑胶原料成型 → 注塑 采用金属原料成型 → 压铸
2. 模具合模后将形成一个闭合的空腔,注射过程中多余的气体 将从分型面或其它狭缝中排出。 3. 制品的形状与模具互补,设计制品时请多多考虑模具的形状 及结构。
40