4.4 表面质量09-10
- 格式:pdf
- 大小:449.23 KB
- 文档页数:39


会签记录: 市场部: 国际事业部: 销售管理部: 产品技术部: 质量部: 生产部: 总经办:潘春军 韦可军 卢志强 吴相庆向海林 工程部: 采购部: 计划物控部: 财务部: 行政人事部: 审计部:甘毕峰刘庆宇代 赵维铝板类产品常规质量标准1目的:1.1为了指导本公司铝板类产品的质量控制,特制定该质量控制内部标准524 铝板基材公称厚度(不包括涂层)在无特殊要求时,按偏差范围内验收合格:525铝蜂窝芯宜为六边形结构,边长不易大于10mm边长不大于6mm勺铝蜂窝芯其铝皮厚度不宜小于0.05mm边长6-10mm的铝蜂窝芯其铝皮厚度不宜小于0.07mm蜂窝芯使用原则为复合后不影响到产品正反面表面效果,产品表面应平整,无变形印。
5.3室外用铝板表面涂层原材料要求:5.3.1 室外用铝板表面需采用以下涂层:5.3.1.1 氟碳油漆涂层;5.3.1.2 氟碳粉末喷涂涂层;5.3.1.3 高性能聚脂涂层;5.3.1.4 其它具有同等耐候等级的装饰性涂层。
5.3.2 采用氟碳树脂(PVDF时,PVDF W脂占树脂原料的含量比例不应低于70%5.3.3 采购部应要求涂料供应商或外协供应商提供涂料成分检测报告。
5.3.4 质量部针对上述涂料成分检测报告应进行核实,不合格的应拒绝供货或拒绝外协加工6 加工过程质量要求:6.1钣金加工质量要求:6.1.1 钣金检测方法:钣金表面质量检测以自然目测为主,尺寸偏差项目采用相应工具检测。
6.1.2 清洁要求:钣金完成后,喷涂之前需进行清洗前处理,进炉之前将板面灰尘清除干净,用 白纸巾擦拭无明显灰尘附着,无颗粒,确保需喷涂层面干净、无尘。
6.2进行倍丽得生产时,原材料选用要求: 6.2.1 边缘折边宽度v 15mm 寸,基材必须为经铬化处理的光铝板;6.2.2 边缘折边宽度》15mm 寸,基材可以为经铬化处理的光铝板或预辊涂铝板6.3加工质量要求:6.3.1外观检测方法:6.3.1.1 目测:烤漆完成后外观应整洁,图案清晰,色泽基本一致,无明显划伤,装饰面不得有明显压痕、印痕和凹凸等残迹,距离 1米远进行观测。

公路工程试验检测试卷库《路基路面试验检测》试题答案(第01卷)五、简答题1.土方路基、基层、沥青面层压实质量控制指标是什么?这些指标又是如何定义?1.路基、基层(除填隙碎石外)、沥青面层压实质量控制指标是压实度,填隙碎石基层为固体体积率。
对于路基及基层(除填隙碎石外),压实度是指工地实际达到的干密度与室标准击实试验所得的最大干密度的比值;对于沥青路面,压实度是指现场达到的密度与室标准密度的比值。
固体体积率是指固体体积与总体积的比值。
2.请论述灌砂法测定压实度的主要过程。
2.(1)选择适宜的灌砂筒;(2)标定灌砂筒下部圆锥体砂的质量;(3)标定量砂的单位质量;(4)在试验地点选择平坦表面,打扫干净;(5)将基板放在干净的表面上,沿中心凿洞,凿出的材料放入塑料袋,该层材料全部取出后,称总质量。
(6)从材料中取样,放入铝盒,测定其含水量;(7)将基板放在试坑上,将灌砂筒安放在基板中央(筒砂质量已知),打开开关,让砂流入试坑,不再流时,关闭开关,小心取走灌砂筒,称剩余砂的质量。
(8)计算压实度。
3.请论述沥青路面弯沉评定方法。
3.计算评定路段的代表弯沉:L r=L +ZαSL r——评定路段的代表弯沉;L——评定路段经各项修正后的各测点弯沉的平均值;S——评定路段经各项修正后的全部测点弯沉的标准差;Zα——与保证率有关的系数。
弯沉值修正:(1)如在非不利季节测定时,应进行季节修正;(2)沥青面层厚度大于5cm且路面温度超过(20±2)℃围时,应进行温度修正。
当弯沉代表值L r不大于设计要求的弯沉值(竣工验收弯沉值)时得满分;大于时得零分。
4.根据“评定标准”规定,可以用于沥青混凝土面层抗滑性能测试的方法有哪些?并简述各方法的测试原理。
4.测定方法有:铺砂法,摆式仪法,横向力系数测定车法。
铺砂法原理:将已知体积的砂,摊铺在所要测试路表的测点上,量取摊平覆盖的面积。
砂的体积与所覆盖平均面积的比值,即为构造深度。
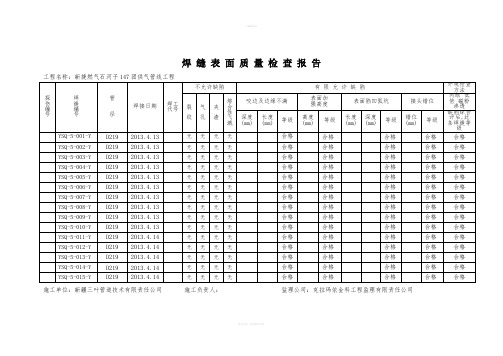
焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊缝表面质量检查报告工程名称:新捷燃气石河子147团供气管线工程施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师:焊接表面质量检查报告日期: 2012—9--14施工单位:新疆三叶管道技术有限责任公司施工负责人:监理公司:克拉玛依金科工程监理有限责任公司质检员:监理工程师: . .。

钢结构工程施工质量验收规范GB50205-2001(上)建筑规范2009-09-29 12:18:07 阅读434 评论1 字号:大中小订阅1 总则1.0.1 为加强建筑工程质量管理,统一钢结构工程施工质量的验收,保证钢结构工程质量,制定本规范。
1.0.2 本规范适用于建筑工程的单层、多层、高层以及网架、压型金属板等钢结构工程施工质量的验收。
1.0.3 钢结构工程施工中采用的工程技术文件、承包合同文件对施工质量验收的要求不得低于本规范的规定。
1.0.4 本规范应与现行国家标准《建筑工程施工质量验收统一标准》GB 50300配套使用。
1.0.5 钢结构工程施工质量的验收除应执行本规范的规定外,尚应符合国家现行有关标准的规定。
2 术语、符号2.1 术语2.1.1 零件 part组成部件或构件的最小单元,如节点板、翼缘板等。
2.1.2 部件 component由若干零件组成的单元,如焊接H型钢、牛腿等。
2.1.3 构件 element由零件或由零件和部件组成的钢结构基本单元,如梁、柱、支撑等。
2.1.4 小拼单元 the smallest assembled rigid unit钢网架结构安装工程中,除散件之外的最小安装单元,一般分平面桁架和锥体两种类型。
2.1.5 中拼单元 intermediate assembled structure钢网架结构安装工程中,由散件和小拼单元组成的安装单元,一般分条状和块状两种类型。
2.1.6 高强度螺栓连接副 set of high strength bolt高强度螺栓和与之配套的螺母、垫圈的总称。
2.1.7 抗滑移系数 slip coefficent of faying surface高强度螺栓连接中,使连接件摩擦面产生滑动时的外力与垂直于摩擦面的高强度螺栓预拉力之和的比值。
2.1.8 预拼装 test assembling为检验构件是否满足安装质量要求而进行的拼装。

铝合金压铸件检验标准1. 范围本标准规定了铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件A11-1001211、A11-1001411、A11-3412015、A11-3412021和A11-3412041以及主机厂和供应商双方确认的其他发动机及其附件支架。
2. 引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则. 定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3. 技术要求3.1 化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1 当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2 当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1 压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2 压铸件的尺寸公差应按GB6414的规定执行。
3.3.3 压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。
表面粗糙度符号、代号及其注法Mechanical drawings—Surface roughness symbols andmethods of indicating1993-11-09 批准1994-07-01 实施国家质量技术监督局发布本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。
1 主题内容与适用范围本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。
本标准适用于机电产品图样及有关技术文件。
其他图样和技术文件也可参照采用。
2 引用标准GB 1031 表面粗糙度参数及其数值GB/T 13911 金属镀覆和化学处理表示方法GB 3505 表面粗糙度术语表面及其参数GB 4054 涂料涂覆标记GB 10610 触针式仪器测量表面粗糙度的规则和方法GB 12472 木制件表面粗糙度参数及其数值3 表面粗糙度符号、代号3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
3.2有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
3.3图样上表示零件表面粗糙度的符号见表1。
表13.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示(单位为微米),参数值前可不标注参数代号。
表23.6表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米)的标注见表3,参数值前需标注出相应的参数代号。
表33.7取样长度应标注在符号长边的横线下面,见图1。
图1若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
(工程名称打印)(钢结构工程)监理实施细则编写:(专业监理工程师)审批:(总监理工程师)(项目监理机构名称、盖项目章)(打印)年(打印)月(打印)日说明一、监理实施细则规划应包括下列主要内容:1)专业工程特点。
2)监理工作流程。
3)监理工作要点。
4)监理工作方法及措施。
二、在实施建设工程监理过程中,监理实施细则可根据实际情况进行补充、修改,并应经总监理工程师批准后实施。
目录1 工程项目概况和专业工程特点 (1)1.1 工程项目概况 (1)1.2 专业工程特点 (1)2 编制依据 (1)3 监理工作的内容和流程 (3)3.1 监理工作内容 (3)3.2 钢结构工程监理工作流程 (4)4 监理工作的控制要点和目标值 (4)4.1 原材料及成品率进场验收的控制 (4)4.2 钢结构焊接工程 (6)4.3 紧固件连接工程 (8)4.4 钢零部件加工工程 (8)4.5 钢构件预拼装工程 (9)4.6 钢结构安装 (10)4.7 钢结构涂装工程 (11)5 监理工作的方法和措施 (12)5.1 技术文件的审查 (12)5.2 施工过程的巡视、平行检查与旁站监理 (13)1 工程项目概况和专业工程特点1.1 工程项目概况1.1.1工程名称:1.1.2建设地点:1.1.3工程规模:1.1.4投资概算:万元1.1.5总工期(日历天):天1.1.6结构形式:1.1.7本分项工程简介:1.2 专业工程特点1.2.1 本分项工程特点:(例、仅供参考、应根据具体情况编写)1 本钢结构分部工程由钢构架工程和网架工程组成。
钢构架工程,其主桁架分为H 型钢和钢方通两种形式,其中主桁架A跨度为37.80m,各桁架间用次桁架连接,次桁架矢高为1m,其支撑点标高最高点为22.60m,最低点为21.50m,钢结构面为氟碳涂料;网架工程,网架为正放四角锥网架,网格尺寸为2500×2800。
2 钢平台主构件截面尺寸为600×1800×12×16mm,钢梁材质为Q235A,最长主构件为49.3m,起吊高度高达35.1m,最大起吊重量为29t。
GB/T 5293-1999埋弧焊用碳钢焊丝和焊剂国家质量技术监督局1999-09-03批准2000-03-01实施前言本标准是根据ANSI/AWSA5.17—89《碳钢埋弧焊丝及焊剂规程》,对GB/T 5293—1985《碳素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。
根据ANSI/AWSA5.17规程对GB/T 5293—1985进行修订时,保留了GB/T 5293—1985中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
从而使本标准在技术内容上更加严格。
本标准从实施之日起,代替GB/T 5293—1985。
本标准的附录A、附录B均是提示的附录。
本标准由国家机械工业局提出。
本标准由全国焊接标准化技术委员会归口。
本标准起草单位:哈尔滨焊接研究所、锦州天鹅焊材(集团)股份有限公司、上海焊条熔剂厂。
本标准起草人:何少卿、温安然、李春范、季龙霞。
1 范围本标准规定了埋弧焊用碳钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容。
本标准适用于埋弧焊用碳钢焊丝和焊剂。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 700—1988 碳素结构钢GB/T 1591—1994 低合金高强度结构钢GB/T 2650—1989 焊接接头冲击试验方法GB/T 2652—1989 焊缝及熔敷金属拉伸试验方法GB/T 3323—1987 钢熔化焊对接接头射线照相和质量分级GB/T 3429—1994 焊接用钢盘条GB/T 12470—1990 低合金钢埋弧焊用焊剂GB/T 14957—1994 熔化焊用钢丝JB/T 7948.8—1999 熔炼焊剂化学分析方法钼蓝光度法测定磷量JB/T 7948.11—1999 熔炼焊剂化学分析方法燃烧-碘量法测定硫量3 型号分类3.1 型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。