基于PLC自动点胶机控制系统的研究与实现
- 格式:docx
- 大小:93.16 KB
- 文档页数:3
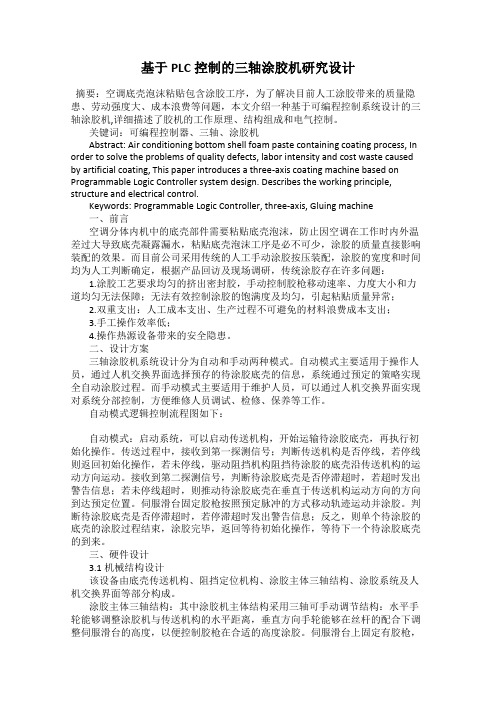
基于PLC控制的三轴涂胶机研究设计摘要:空调底壳泡沫粘贴包含涂胶工序,为了解决目前人工涂胶带来的质量隐患、劳动强度大、成本浪费等问题,本文介绍一种基于可编程控制系统设计的三轴涂胶机,详细描述了胶机的工作原理、结构组成和电气控制。
关键词:可编程控制器、三轴、涂胶机Abstract: Air conditioning bottom shell foam paste containing coating process, In order to solve the problems of quality defects, labor intensity and cost waste caused by artificial coating, This paper introduces a three-axis coating machine based on Programmable Logic Controller system design. Describes the working principle, structure and electrical control.Keywords: Programmable Logic Controller, three-axis, Gluing machine一、前言空调分体内机中的底壳部件需要粘贴底壳泡沫,防止因空调在工作时内外温差过大导致底壳凝露漏水,粘贴底壳泡沫工序是必不可少,涂胶的质量直接影响装配的效果。
而目前公司采用传统的人工手动涂胶按压装配,涂胶的宽度和时间均为人工判断确定,根据产品回访及现场调研,传统涂胶存在许多问题:1.涂胶工艺要求均匀的挤出密封胶,手动控制胶枪移动速率、力度大小和力道均匀无法保障;无法有效控制涂胶的饱满度及均匀,引起粘贴质量异常;2.双重支出:人工成本支出、生产过程不可避免的材料浪费成本支出;3.手工操作效率低;4.操作热源设备带来的安全隐患。

图书分类号:密级:毕业设计(论文)基于PLC的点胶机设计DISPRNSING MACHAINE DESIGN BASED ONPLC学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日学位论文版权协议书本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。
有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要点胶机一种可将胶液自动涂覆于封装的电子元器件的机器,同时也广泛应用于固定零件的表面以及玻璃密封等行业,进入21世纪以来,我国逐发展为为世界的制造工厂,对高自动化,高精度点胶机的依赖也日益增长。
本文的点胶机控制系统通过PLC-GOT-PC连接,并且将程序通过PC下载到PLC以及在GOT 上实行仿真。
PLC通过控制步进电机的转动在滚珠丝杠的转变后,工作台在相对应的X-Y-Z 方向上的直线移动。
通过PLC编程实现的直线移动具有稳定性和匀速性,GOT的应用使点胶机在硬件上具有较高的集成度,无需外接开关或按钮,通过触摸屏的触控操作可完成对应操作,X-Y方向的运动可实现在工作台平面内的多路径运动,X-Y-Z的三轴联动可实现在空间内的多维曲线和直线运动。
系统整体稳定性高,运动精准,且具有较高的性价比。
由于数控技术、机电行业以及数码产品的制造工艺的不断提升,因此对点胶机的性能提出了更高要求,基于PLC的自动点胶机一定会有着更广泛的应用前景。
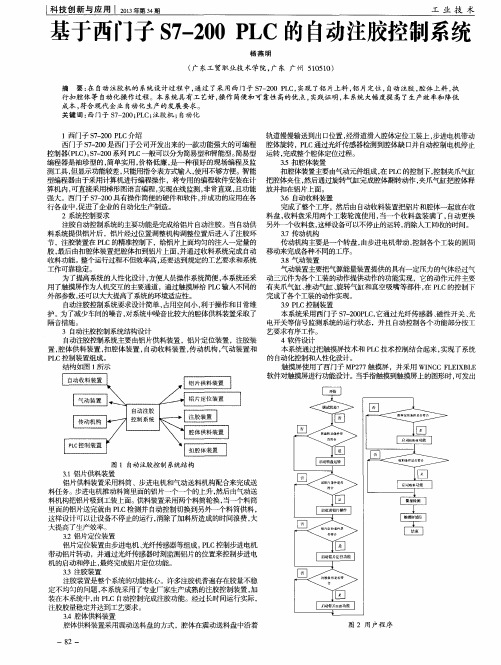
采用三菱FX1N-40MR PLC器件实现喷胶控制系统设计现代商业生产流通领域中,产品都离不开包装,而纸箱包装又在该领域中得到最广泛的应用。
常见的纸板式装箱机主要有粘箱式和钉箱式两种。
粘箱式的工作原理是利用熔胶系统将热熔胶熔解为液体,再通过电磁阀控制喷嘴阀芯,在压缩空气的作用下将熔化了的热熔胶呈条状喷射到纸箱表面,热熔胶冷却后即完成粘合。
粘箱式工艺由于不含金属钉而更有利于保证内包装物品的安全性,对于内装软质物体和液态物体就显得更为重要,同时也显著提高了纸箱的强度,有利于被包装物品的长途运输。
另外,由于无需除钉,纸箱回收再利用的环保效果明显,该方法中热熔胶封合控制的好坏直接影响到到产品质量、生产效率及生产成本。
根据工业现场的应用要求,设计了一种基于PLC的喷胶控制系统,可根据纸箱规格形式的不同,灵活地调整胶体的喷射长度、喷射方式及喷射时间,实现喷点、喷条或喷雾等多种出胶形式。
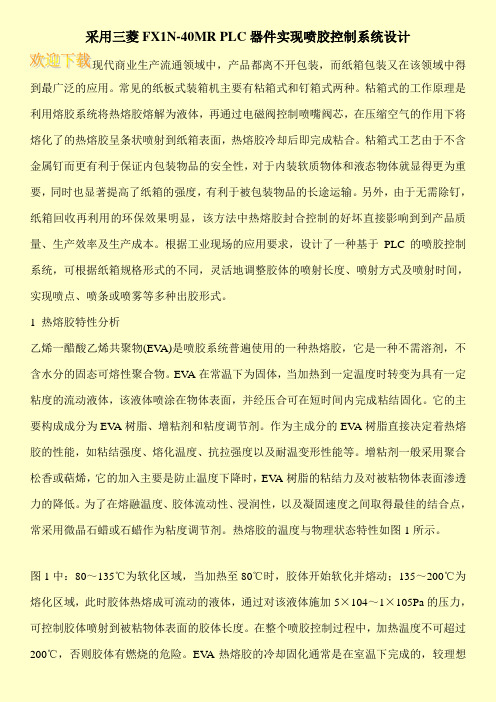
1 热熔胶特性分析乙烯一醋酸乙烯共聚物(EV A)是喷胶系统普遍使用的一种热熔胶,它是一种不需溶剂,不含水分的固态可熔性聚合物。
EV A在常温下为固体,当加热到一定温度时转变为具有一定粘度的流动液体,该液体喷涂在物体表面,并经压合可在短时间内完成粘结固化。
它的主要构成成分为EV A树脂、增粘剂和粘度调节剂。
作为主成分的EV A树脂直接决定着热熔胶的性能,如粘结强度、熔化温度、抗拉强度以及耐温变形性能等。
增粘剂一般采用聚合松香或萜烯,它的加入主要是防止温度下降时,EV A树脂的粘结力及对被粘物体表面渗透力的降低。
为了在熔融温度、胶体流动性、浸润性,以及凝固速度之间取得最佳的结合点,常采用微晶石蜡或石蜡作为粘度调节剂。
热熔胶的温度与物理状态特性如图1所示。
图1中:80~135℃为软化区域,当加热至80℃时,胶体开始软化并熔动;135~200℃为熔化区域,此时胶体热熔成可流动的液体,通过对该液体施加5×104~1×105Pa的压力,可控制胶体喷射到被粘物体表面的胶体长度。

PLC和伺服控制技术下的自动点胶机设计和应用研究发布时间:2022-11-30T05:52:31.095Z 来源:《科技新时代》2022年第15期第8月作者:谢宝琳[导读] 在当前工业生产加工过程中,点胶机作为一种要求多轴协同控制与精确控制点胶的部位和流量的系统谢宝琳深圳华海达科技有限公司摘要在当前工业生产加工过程中,点胶机作为一种要求多轴协同控制与精确控制点胶的部位和流量的系统。
在目前科学技术中,点胶机就是借助机器视觉技术的方式来明确点胶的部位,然而这类方式无法准确控制点胶的流量与位置偏差的情况。
所以,基于PLC与伺服控制技术的自动点胶机设计有着十分关键的作用,论文以PLC控制器作为中央控制设备,三轴独立配备了伺服驱动电路模块,进而能够对于点胶流量与部位进行准确控制,在点胶机的加工生产工艺中有着非常关键的意义。
关键词:点胶机、全自动控制技术、PLC控制器、伺服前言目前,点胶技术在集成电路的封装和表面贴装行业获得了大规模使用,并且还是微电子封装领域的一种核心技术。
在液体流量精确控制行业中,点胶机属于一类精密仪器,其在汽车电子、芯片封装、电磁兼容性、防水密封、音响设备、电子元件的粘贴等行业获得了广泛使用。
最近这几年以来,电子芯片与封装尺寸从大到小,使得点胶技术获得了迅猛发展。
如今,自动点胶机使用三轴机器人和外部点胶控制器,其运作机理见下:三轴机器人根据事先设置的点胶方法,在设备运动完成之后,点胶控制器的信号和电磁阀打开,从而做出点胶操作,三轴机器人和外部点胶控制器要求通信与协调,三轴机器人拥有主运动控制系统、执行系统、伺服电机、指令程序、丝杠与导轨相协调。
这种方案面临下面几种情况:首先,就是生产投入过多,没有良好的互换性,如若系统板受损,必定将提高维修难度,造成维修时间不断延长;其次,就是胶管中含胶量不多,使用结束后无法自动灌胶,要求人为控制点胶路线,整套流程较为复杂,需投入一定的人力,并且操作效率不高。

基于PLC和伺服控制的自动点胶机作者:王林来源:《电子技术与软件工程》2017年第03期摘要采用PLC控制,配合伺服控制输送带,设计制作自动点胶机,能够实现液晶电视机背板自动点胶,方便LED灯带的安装,节约人工成本,提高生产效率。
硬件主要采用台湾FATEK/永宏PLC FBS-20MAT、信捷TH465-MT触摸屏、汤姆斯TMSDD-30A伺服驱动器、汤姆斯TMS130ST-M6025伺服电机实现。
【关键词】永宏PLC FBS-20MAT 汤姆斯伺服信捷触摸屏1 引言XX公司主要生产液晶电视机,LED液晶屏的背光源由多组LED背光灯组成。
背光源又分侧入式和直下式两种安装方式,结构也略有不同:直下式是把LED做成密集的点阵(俗称灯带),放置在屏幕的背后,直接照射屏幕。
原来使用螺钉固定LED灯带方式,将其组装到电视机背板上,由于灯带较多,一般为6-8条,每条需4-6颗螺钉固定,人工成本高,且生产效率低下,企业效益得不到提升。
维修管理部针对此情况,决定自主设计新型LED灯带的固定装置。
2 设计思路2.1 自动螺钉安装机采用PLC控制,配合气动装置、机械手、伺服输送带、传感定位,设计制作自动螺钉安装机,完成LED灯带的自动安装。
2.2 自动点胶机采用PLC控制,配合气动装置、伺服输送带、定位传感,设计制作自动点胶机,采用新工艺,在背板上涂上粘胶,配合人工固定,完成LED灯带的安装。
经过团队研究对比,发现两个设计思路各有千秋,对比如表1。
从实施难度和经济效益对比,第一种思路需要复杂的控制技术,技术上实现程度难度大,所以决定采用第二个思路——自动点胶机。
3 设备硬件简介设计主要硬件有:台湾FATEK/永宏PLC FBS-20MAT、信捷TH465-MT触摸屏、汤姆斯TMSDD-30A伺服驱动器、汤姆斯TMS130ST-M6025伺服电机、BJ10M-TDT光电定位传感器、24V开关电源。
3.1 PLC:台湾FATEK/永宏PLC FBS-20MAT永宏FATEK FBs系列PLC为一外型小巧却具有媲美中大型PLC功能的新一代小型PLC,其通讯端口最多扩展至5个,RS232、RS485硬件接口可供客户自由选配,支持自由协议、MODBUS协议、永宏协议。
基于PLC的自动点胶机控制系统的研究与实现A Thesis in Mechanical EngineeringResearch and Implementation of Motion Control System of Automatic adhesive injectingmachine Based on PLC摘要随着信息产业的发展,电子封装的要求越来越严格,对点胶机数控系统的控制能力要求越来越高。
目前我国电子产品生产企业主要是沿海一些中小型企业,在经济省钱、操作简单、控制精确、更改方便的要求下,经济型的数控系统有极大的发展。
本文开发了一种基于PLC的自动点胶机运动控制系统,对于提高企业的生产效率和降低生产成本具有重要意义。
本文的主要工作包括以下内容:(1)通过详细分析企业对自动点胶机的要求以及各种类型运动控制系统的结构和应用特点,以及运动控制技术当前国内外发展状况,探讨了当前各种运动控制器的功能与优缺点。
(2)论证了采用PLC作为运动控制系统核心的主要优点,深入研究了松下FPX一C60T PLC的步进电机控制功能,建立了采用PC机编写运动程序和以PLC控制步进电机的开环平面运动控制系统。
(3)在分析了运动控制系统操作界面的功能要求的基础上,为使用户操作方便、简洁,设计了运动控制系统操作界面.通过触摸屏与PLC的通信,实现了点胶机的运动控制。
(4)根据逐点比较法插补原理,进行了基于PLC的直线插补、圆弧插补以及椭圆插补运动程序的开发。
使运动控制系统具有了平面点位运动控制和轨迹运动控制功能。
在客观上分析国内外成型产品的优缺点,并且考虑各种运动控制方案的经济性和可操作性,进而确定基于PLC的自动点胶机控制系统。
根据松下FP系列产品的编程习惯,并结合触摸屏编制出了一套操作简单的控制系统。
经过试验台实验,所开发的基于PLC的点胶机运动控制系统能够按照要求正常运行,经过进一步完善,可以在实际中加以应用。
基于PLC的全自动高速彩色不干胶商标机控制系统设计方案一、课题名称:基于PLC的全自动高速彩色不干胶商标机控制系统设计二、指导老师:移伦、巧妮三、设计容与要求1、课题概述全自动高速彩色不干胶商标机,是一种用于制作彩色不干胶商标纸的专用机械,它由印刷机主体、送纸机构、裁纸机构等部分组成,能够完成自动送料、多色印刷、覆膜、膜切、排废、成品裁纸等连贯作业。
印刷商标机的组成如下图:它的电气控制部分由运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制等部分构成。
2、设计容与要求根据印刷机的作业要求,设计印刷机的主电路,以及运转控制、寸动控制、定转控制、送纸控制、裁纸控制、吸风控制的控制电路,进行器件选型,并编制相关的PLC程序。
使之具有以下功能:1)运转控制――实现对印刷纸的拉料、商标纸的多色套印、商标纸的覆膜上光、半成品膜切以及膜切后的边角料排废,进行全自动印刷和印计数。
2) 寸动控制――用于印刷机出厂前或维修时的手动调试,调节印刷时印刷机的机械位置配合关系以及系统动作的协调性。
3) 定转控制――用于印刷机换膜以及上色轮清洗时,使印刷机处于一个特殊位置,每按定转按钮一次,印刷机完成一次印刷动作并停于此特殊位置。
4) 送纸控制――为印刷机提供自动送纸功能,防止拉料时阻力过大,造成套印错位而使图纸模糊。
5)裁纸控制――实现商标纸成品自动裁切,用户可以根据需要设定裁切方式,一旦裁切条件满足,裁刀落下完成裁切并自动记录裁切次数。
6)吸风控制――当印刷纸在工作台面上移动时,通过吸风增加印刷纸的附着力。
四、设计参考资料1..plc100./jiaocheng/2..plcjs./3..gongkong./五、设计说明书容1.封面2.目录3.容摘要(200~400字左右,中英文)4.引言5.正文(设计方案比较与选择,设计方案原理、计算、分析、论证,设计结果的说明及特点)6.结束语7.附录(参考文献、图纸、材料清单等)六、设计进程安排第1周:资料准备与借阅,了解课题思路。
摘要点焊机作为一种重要的工业用具,在当今的工业生产中占着很重要的位置。
点焊是一种重要的焊接工艺,具有成本低、生产效率高、易于实现自动化和节省材料等特点。
如今,传统的点焊机自动化程度低,生产效率不高,焊点质量差,这已经不能满足工业发展的需求。
因此,需要开发一种自动化程度高的点焊机控制系统。
本文的点焊机控制系统系采用PLC加触摸屏的控制方式,能很大程度的提高企业的生产效率,减少废品率。
本文所涉与的点焊机系采用双面双点过流焊接的原理,工作时工件被压在两个电极之间,在压力的作用下两电极之间产生电阻。
当有电流通过时,就会产生高温电弧,高温融化被焊接的工件,并且电流瞬间从另一电极沿工件流至此电极,并形成回路,不对被焊工件的部结构产生伤害。
和传统半自动化点焊机相比较,该设备焊出的焊点与焊缝长度分布更均匀、效率更高,节省人力。
本次设计的点焊机由可转动的圆形工作台、带动电机左右移动的横梁以与控制电机上下运动的主轴构成。
主要加工某公司旋转座椅的零部件,一共有三个工位需要加工,这三个工位的运动控制都是由伺服系统完成精确的定位控制。
3套伺服系统分别控制X、Y、Z轴完成精确定位,PLC则对伺服电机驱动器进行控制,伺服驱动器则负责驱动伺服电机。
关键词:信捷PLC;伺服电机;触摸屏AbstractSpot welding as an important industrial appliances, occupied a very important position in today's industrial production. Spot-welding process is an important, low cost, high efficiency, easy to automate and saving materials and so on. Today, the traditional spot welding low degree of automation, production efficiency is not high, poor weld quality, which can not meet the needs of industrial development. Therefore, the need to develop a high degree of automation control system of spot welding. Spot welding control system system control PLC paper, plus a touch screen, to a large extent improve production efficiency, reduce scrap rates. Spot welding system referred to herein using double-sided double-point overcurrent welding principle, the work piece is pressed between two electrodes under pressure produces resistance between the two electrodes. When a current is passed, it will have a high temperature arc, high melting temperature of the workpiece to be welded, and the current moment from the other electrode along the workpiece flow to this electrode, and form a loop, does not harm the internal structure is the welder member. And the traditional semi-automatic welding machine compared to the device solder joints and weld length out more evenly distributed, high efficiency and save manpower.The design of the spot welding by a rotatable circular table, motor driven beam move around and up and down movement of the spindle motor control composition. The main processing components rotating seat of a company, a total of three stations need to be processed, these three stations precise motion control is done by the servo positioning control system. 3 sets of servo control the X, Y, Z axis for accurate positioning, PLC is to control the servo motor drives, servo drives are responsible for driving the servo motor.Keywords: XinJie PLC; servo motor; touch screenI / 45目录摘要AbstractI第1章绪论01.1课题意义01.2 课题的国外现状与趋势01.2.1国电焊机科技水平与发展趋势01.2.2国外电焊机科技水平的现状和发展01.3.课题容1第2章点焊机工艺的介绍12.1 点焊机控制系统12.1.1 系统原理12.1.2 系统控制框图22.2 点焊机控制系统的结构介绍22.3 点焊的基本原理32.4 点焊机控制系统的工艺流程32.5本章小结4第3章控制方案比较43.1 方案比较43.1.1确定控制方案43.1.2确定控制方向53.2 本章小结5第4章硬件设计64.1 控制要求64.2 控制方案64.3 硬件控制系统64.4 硬件选型74.4.1 PLC选型74.4.2 伺服电机的选型84.4.3 伺服驱动器的选型104.4.4 触摸屏的选型114.4.5 熔断器的选型124.4.6 按钮开关的选型124.4.7 行程开关的选型134.4.8 焊枪的选择144.4.9 交流接触器的选型144.5 PLC的I/O地址表154.5.1.输入点154.5.2.输出点154.6 PLC外部接线图164.7本章小结16第5章伺服系统设计165.1 系统设计思想165.2 伺服方案设计175.3 半闭环控制系统175.4 伺服驱动器与伺服电机的连接185.4.1 伺服单元CNO接口185.4.2伺服单元CN1接口195.4.3伺服单元CN2接口195.5 位置控制设定205.5.1 操作模式选择205.5.2 电子齿轮比的设定205.6寻找参考原点215.7本章小结22第6章软件设计226.1 软件设计思想226.2 软件流程图236.3 各主要程序236.3.1 初始化程序236.3.2 高速计数指令的应用246.3.3 DPLSY脉冲输出指令256.3.4 精确定位程序266.4 本章小结26第7章触摸屏系统267.1 触摸屏画面的制作267.1.1 新建工程277.1.2 开机动画制作277.1.3 主菜单画面制作287.1.4 自动控制画面制作287.1.5 实时监控画面制作297.2 触摸屏调试307.3 变量定义317.4 本章小结31第8章程序调试31总结32参考文献33致33附录A 伺服驱动器硬件接线34附录B PLC外部接线图36附录C 主程序37I / 45第1章绪论1.1课题意义点焊机作为一种重要的工业用具,在当今工业生产中占着举足轻重的位置。
第 10卷第 28期2010年 10月科 学 技 术 与 工程V o l 10 N o 28 O ct 2010 16711815( 2010) 28 7031 04Sc ience T echnology and Eng ineer ing2010Sci T ech Engng基于 PLC 的 502胶生产控制系统兰 天金太东(辽宁石油化工大学信息与控制工程学院, 抚顺 113001 )摘 要介绍了 502 胶的生产工艺和控制方案。
针对间歇生产的特点, 采用了 PLC 技术和上位机 监控组成的 控制系统, 实时 控制各项工艺参数。
并结合生 产实际, 用智能化 P ID 算 法来控制 反应釜 温度, 使生 产过程中 的产品 质量得 以保证, 大 大提高 了生产效率。
关键词可编程控制 器控制系统智能 PID 算法中图法分类号 TP273. 6;文献标志码A502胶, 又称瞬间快速粘合剂, 化学名- 氰基苯二甲酸二丁酯, 在 ( 80 90)下回流脱水至脱水丙烯酸乙酯 ( CAE )。
首先由美国伊斯曼公司发现,完全。
加入适量 P 2 O 5、对苯二酚, 将 SO 2 气体通过 并于 1959年以 E astm an 910胶商品名上市销售[ 1]。
液 面, 作 稳 定 保 护 用。
在 减 压 和 夹 套 油 温 虽然胶粘剂行业不断发展, 新产品层出不穷, 但 502 ( 180200)下进行裂解, 先蒸去残留溶剂, 至馏 仍以其粘接速度快、粘接牢固、适用介质广、使用方 出温度为 75 (压力为 2. 67 kPa) 时收集粗单体, 便等特点在市场中占有 较大的份额。
而且随着国 粗单体加入精馏釜中再通入 SO 2 后, 进行减压蒸馏,民经济的发展大有增加之势。
目前, 我国的许多厂家基本上还是采用继电接 取 ( 75 [ 2]单体85) ( 压 力 为 1 33 kP a ) 馏 分 即 为 纯触控制技术, 采用人工操作。
基于PLC自动点胶机控制系统的研究与实现
作者:朱忆超
来源:《市场周刊·市场版》2020年第05期
摘要:我国现阶段的自动点胶机其内部结构相对比较复杂,其主要的作用就是对工作进行点胶作业,被普遍运用在电子、汽车行业。
文章主要针对PLC自动点胶机控制系统设计和实现进行分析,阐述了鉴于PLC自动点胶机技术的现状和鉴于视觉控制技术的自动点胶系统设计和实现。
关键词:PLC;自动点胶机;控制系统
一、引言
自动点胶机普遍应用在电子、汽车等行业。
虽然自身的内部结构较为复杂,但实际操作却相对简单,操作手法多样化。
点胶机是非标产品,依照工件的形状和点胶过程所途径的路线,编订相应的程序,在通过控制系统机器和供胶系统相互协调来实现标胶工作。
二、技术现状
现阶段,我国使用的大部分都是国外引进的自动点胶机,其控制原理就是通过四轴机器人配合外部点胶控制器,工作原理:利用四轴机器人来实现每个点位的精准、可靠定位,传送信
号到分配控制器,在通过分配控制器来进一步控制电磁阀的状态,顺利实现点胶过程,四轴机器人和外部点胶控制器必须进行通信协调来完成发动机、驱动器、主动控制单元以及教学计划、指导方针等有效集成。
这种方法最大的缺陷就是造价成本过高,其互换性能较差,一旦主板破损,其维修工作难以开展,并且周期较长。
目前阶段通常使用的自动点胶机控制计划是:通过运用采用IO卡的思想操作卡、上位机和显示器加伺服系统,该方案最大的缺陷就是其造价成本较高。
设备整体体积过大,设备开机速度较慢,开发周期长,对于开发团队要求具有过硬的硬件和软件开发作为依靠。
而PLC自动点胶机的控制方案是通过PLC配合触摸屏辅助伺服系统。
该方案最大的优势就是实现运动控制和点胶控制一体化,以此来控制制造成本,后期维修可相对简单,线路规划清晰,系统运行更合理。
主控单元便是PLC,运行更科学、稳定、互换性高、程序更新升级便捷,随时可以依照现场会客户要求进行对应的修改控制程序,最大限度地发挥机器的工作效率和降低操作人员的工作强度。
数据显示和参考参数设定利用触摸屏,人机界面友好,参数设置更直观,并且可以随时监控设备的运行情况。
当机器发生某种非常规现象时,人机界面会自动出现提示界面,方便维修任人员对设备进行检查。
当不需要显示和设定参数时,可以将其拆下,并不影响机器正常运行。
三、鉴于PLC自动点胶机系统设计与实现
(一)自动点胶机系统的功能设计
自动点胶系统的系统功能主要是利用两个工位进行转换,同时将每个点的坐标位置参数同时输入。
一旦打开某个工位的切换控制机关时,点胶头会自行运行到工位设定点的排出和对每个工位进行点胶。
在点胶头顺利完成点胶作业后,会自行运行该工位并进行该工位的点胶作业。
点胶作业要平稳准确。
点胶头需要迅速地下降到接触部分,随后降低运行速度进行点胶工作,点胶作业完成后,稍微停顿,随后快速的回答原始位置。
(二)自动点胶机系统的工作原理
通过x轴和y轴的伺候系统来定位不同点在水平面上的位置是自动点胶机系统的工作原理。
需要y拥有两套系统对其进行控制,同时两个不同工位交替工作。
不同系统分别对x轴与其中一个工位进行定位,存在于自动点胶机中的主控系统由三菱fx系列对其确定与展示,以触控屏为媒介。
触控屏得到不同点位置数据信息,为PCL分析提供基础。
并有效控制伺候系统,完成对坐标进行定位工作与焦点运动操作。
(三)自动点胶机系统触摸屏的设计与实现
对于触摸屏的设计和达成来讲,其主要有以下三点:其一,初始画面,这就要把触摸屏的前使用板的船型把控按钮启动,只有在船型控制按钮的显示灯发亮后,这才能说明系统已经和电源连接了起来,在1~2秒内屏幕就会出现最起始的图像,此时可以通过触摸屏直接进行操作,若是产品的各项参数已经确定且工件安置好,就能够经过触摸屏的开动按钮实行点胶工作;
其二,生产监控,它起到的作用是针对完成后的点胶工作的成果实行统计,同时对工作情况进行记录,能够经过按动清零按钮实行清楚;其三,手动调试,它主要是经过把控触摸屏的手动调节选型,弹出手动控制对话界面,如图1所示。
以此来实行相对的工作内容,触摸屏是自动点胶机的核心构件,点胶机的所用工作都需要经过触摸屏来达成。
三、结语
一般来说,针对PLC自动点胶机控制系统的研究与实现,主要通过自动点胶机系统的功能设计和自动点胶机系统的工作原理等一些功能来实现自动点胶机系统。
现阶段,我国自主研发的自动点胶机有着高质量的互换性能,更新程序时更为便捷,可以满足不同阶段客户的不同要求进行升級,且生产成本相对廉价且操作便捷。
参考文献:
[1]彭雄良,师君,吴秋霞,汤磊.基于视觉控制技术的自动点胶机系统设计与实现[J].中国新通信,2017,19(21):67.
作者简介:
朱忆超,阿特拉斯科普柯工业技术(上海)有限公司苏州分公司。