工程训练(A)指导书
- 格式:doc
- 大小:112.00 KB
- 文档页数:15

工程训练设计方案格式一、项目概述本工程训练设计方案是为了培养学生们的工程实践能力和团队合作能力而设计的。
通过该项目的实施,学生们将通过做项目的过程中,学会运用所学工程知识解决实际问题,培养分析和解决问题的能力,并且加强团队协作。
本项目将主要涉及到机械设计、电子技术、材料工程等多个领域的知识和技能,为学生提供一个全面立体的实践训练机会。
二、项目目标1. 提高学生们的工程实践能力,培养学生们的动手能力和创造力;2. 培养学生们的团队合作和沟通能力;3. 通过实践锻炼,提高学生们的问题解决能力和分析思维能力;4. 帮助学生们了解并掌握工程项目的实际运作流程;5. 培养学生们的综合实践能力和动手操作技能。
三、项目内容本项目将会涉及到以下内容:1. 机械设计方面:学生们将学习如何使用CAD软件进行机械设计,包括零部件的设计和装配,以及工程图纸的绘制;2. 电子技术方面:学生们将学习基本的电子元器件的使用和电路的设计,以及相关的控制技术;3. 材料工程方面:学生们将学习各种材料的性能和使用特点,包括钢材、塑料、橡胶等材料的力学性能和加工工艺;4. 项目管理方面:学生们将学习项目管理的基本知识和技能,包括进度管理、成本管理等内容。
四、项目流程1. 确定项目题目和目标:在项目启动阶段,确定项目的具体内容和目标,明确项目实施的目的和意义;2. 项目筹备和准备:在确定项目的基本内容和目标后,进行相关材料、设备的准备工作,包括机械设备、电子元器件等;3. 项目实施:根据项目计划,进行项目的实施,包括机械设计、电路设计和材料加工等;4. 项目测试和验收:完成项目实施后,进行项目的测试和验收,确保项目的质量和性能符合要求;5. 项目总结和评估:对项目实施过程进行总结和评估,总结经验教训,为未来的项目实施提供参考。
五、工程训练方案1. 选题:智能家居系统设计与实现2. 项目目标:设计并实现一个智能家居系统,包括灯光控制、温度控制、安防监控等功能3. 项目内容:(1) 机械设计:设计和制作智能家居控制面板、各种传感器的外壳和支架等;(2) 电子技术:设计和制作各种传感器电路、继电器控制电路和逻辑控制电路等;(3) 材料工程:选用合适的材料进行机械部件的加工和电子零部件的安装;(4) 项目管理:对项目的进度和成本进行有效管理和控制。
施工工艺实训指导书1. 实训目的本实训旨在帮助学生掌握基本的施工工艺,包括准备施工现场、选择施工材料、进行施工操作等方面的能力。
2. 实训准备在进行施工工艺实训之前,需要进行以下准备工作:2.1 施工现场准备•确定施工地点:选择一个适合实训的场地,保证实训过程安全顺利进行。
•清理现场:清除施工现场上的杂物和其他障碍物,确保施工区域整洁有序。
•安装安全警示标志:设置必要的安全警示标志,提醒实训人员注意安全事项。
2.2 工具和材料准备•预备工具:准备与实训内容相关的工具,例如:锤子、刷子、扳手等。
•预备材料:准备与实训内容相关的材料,例如:钢筋、水泥、沙子等。
•检查工具和材料:检查所准备的工具和材料是否齐全,并确保其质量符合要求。
2.3 施工流程规划•制定施工流程:根据实训内容,制定详细的施工流程和步骤。
•进行施工方案评估:评估制定的施工计划是否合理,是否有需要改进的地方。
•澄清疑问:实训人员在准备阶段应该提前搞清楚实训内容,解决疑问。
3. 实训内容3.1 施工准备在开始实际施工之前,需要进行一些准备工作。
•确定施工区域:根据实训计划,确定具体的施工区域,确保实训过程的安全性和顺利性。
•清理施工区域:清除施工区域的杂物和障碍物,确保施工区域的整洁有序。
•标记施工要点:根据施工计划,标记出施工要点和关键位置,以便实训人员准确进行施工。
3.2 选择施工材料在进行施工过程中,正确选择适合的施工材料非常重要。
•了解材料要求:根据施工计划,了解所需材料的规格、品质和数量要求。
•选择合适的材料:根据材料要求,选择合适的材料,并检查其质量是否符合要求。
•购买材料:按照所需材料的类型和数量,在合适的供应商处购买所需材料。
3.3 施工操作在施工过程中,需要按照一定的步骤进行施工操作。
•遵循施工流程:根据施工计划,按照预定的顺序和步骤进行施工操作。
•注意安全事项:在施工过程中,要时刻注意安全事项,佩戴好防护用具,确保自身和他人的安全。

工程作业指导书第一部分:任务概述1.1 任务背景(简要介绍任务的背景信息,包括任务的目的、重要性和意义)1.2 任务目标(明确任务的具体目标,包括完成的内容和要达到的效果)第二部分:任务要求2.1 基本要求(列出任务的基本要求,包括技术要求、质量要求、安全要求等)2.2 任务分解(将任务分解成具体的小任务,明确每个小任务的目标和完成时间)2.3 材料和资源(列出完成任务所需要的材料和资源,包括工具、设备、人员等)第三部分:任务实施3.1 任务分工(详细说明每个小任务的分工和责任,包括每个人的具体任务)3.2 时间安排(制定任务的时间计划,明确每个小任务的开始时间和完成时间)3.3 进度控制(确定任务的进度控制方法,包括每个小任务的进度追踪和监控)第四部分:任务评估4.1 评估指标(明确任务的评估指标,包括完成情况、质量满意度等)4.2 评估方法(确定任务的评估方法,包括数据收集、分析和报告等)第五部分:安全措施5.1 安全风险评估(对任务的安全风险进行评估,包括可能存在的危险和风险等)5.2 安全控制措施(制定具体的安全控制措施,包括安全培训、个人防护措施等)第六部分:质量控制6.1 质量标准(制定任务的质量标准,包括完成的质量要求和验收标准等)6.2 质量控制方法(确定任务的质量控制方法,包括检查、测试和修正等)第七部分:项目管理7.1 项目组织(建立任务的项目组织结构,包括各个角色和职责等)7.2 项目计划(制定任务的项目计划,包括任务的时间、资源和进度等)7.3 项目沟通(确定任务的沟通方式和频率,包括会议、报告和讨论等)第八部分:风险管理8.1 识别风险(识别任务可能面临的风险,包括技术风险和管理风险等)8.2 分析风险(分析任务的风险影响和可能性,制定应对策略和措施)8.3 控制风险(实施风险控制措施,包括监控和修正风险等)第九部分:任务总结9.1 任务总结(对任务的实施情况进行总结,包括完成情况、效果和不足等)9.2 经验总结(总结任务的经验和教训,提出改进和建议等)以上是一份典型的工程作业指导书的大纲,根据具体任务的要求,可以细化每个部分的内容和细节。

亚龙YL-235A型光机电一体化实训考核装置 实训指导书亚龙科技集团有限公司前 言教育部为深入贯彻落实国务院召开的全国职业教育工作会议精神,推动中等职业学校教育教学改革,提高教育教学质量和办学效益,展示全国中等职业学校电工电子类专业的办学成果,交流新知识、新技术、新方法、新工艺在电工电子类专业教学中运用的经验,加强中等职业学校学生电工电子类专业技能训练,激励中职学校师生爱岗敬业、自强不息,根据《教育部关于举办“2008年全国职业院校技能大赛”的通知》(教职成函[2008]3号)精神,我部与信息产业部决定举办2008年全国中等职业学校电工电子技术技能大赛。
亚龙科技集团为了配合此次大赛,特精心研制了亚龙YL-235A型光机电一体化实训考核装置,供各校和大赛实训与考核使用。
* * * * * *亚龙YL-235A型光机电一体化实训考核装置包含了机电一体化专业所涉及的基础知识和专业知识,包括了基本的机电技能要求,也体现了当前先进技术的应用。
它为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述亚龙YL-235A型光机电一体化实训考核装置的基本结构、工作原理、工作过程和典型产品(PLC、变频器和触摸屏)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
由于我们的经验不足,还殷切希望各院校老师和同行专家提出改进建议。
亚龙科技集团目 录第1章亚龙YL-235A型光机电一体化实训考核装置 (1)1.1外观 (1)1.2概述 (1)1.3实训项目 (2)1.4配置 (2)1.5配置清单 (3)1.5.1PLC及变频器选配表 (4)1.6技术参数 (4)第2章亚龙YL-235A型光机电一体化实训考核装置机构说明 (5)2.1整机工作流程 (5)2.2工作原理 (5)2.3送料机构 (6)2.4机械手搬运机构 (7)2.5物料传送和分拣机构 (8)2.6气动原理 (8)2.7气缸电控阀使用 (10)2.8传感器应用说明 (12)2.8.1 常用传感器的使用说明 (12)2.8.2 磁性开关的使用说明 (12)2.9触摸屏说明 (13)2.9.1 软件的安装 (13)3.0制作一个简单的工程 (21)4.0通信设置 (32)第3章亚龙YL-235A光机电一体化实训考核装置电气电路说明 (34)3.1电气电路组成 (34)3.2三菱PLC主机、变频器 (34)3.2.1 端子接线图 (35)3.2.2 三菱PLC控制原理图 (36)3.2.3 三菱I/O分配图 (37)3.2.4三菱变频器操作 (38)3.2.5 变频器操作面版说明 (39)3.2.6 参数设置方法 (40)3.2.7 三菱变频器参数设置 (41)3.3欧姆龙PLC主机、变频器 (42)3.3.1 端子接线图 (43)3.3.2 欧姆龙PLC控制原理图 (44)3.3.3 欧姆龙I/O分配图 (45)3.3.4 欧姆龙变频器操作 (46)3.3.5 欧姆龙变频器参数设置 (48)3.4西门子PLC主机、变频器 (49)3.4.1 端子接线图 (50)3.4.2 西门子PLC控制原理图 (51)3.4.3 西门子I/O分配图 (52)3.4.4 西门子变频器操作 (53)3.4.5 西门子变频器参数设置 (56)3.5松下PLC主机、变频器 (57)3.5.1 端子接线图 (58)3.5.2 松下PLC控制原理图 (59)3.5.3 松下I/O分配图 (60)3.5.4 松下变频器操作 (61)3.5.5 松下变频器参数设置 (64)附录A 装配图 (65)附录B 进线接线图 (71)第1章 亚龙YL-235A 型光机电一体化实训考核装置1.1 外观1.2 概述亚龙YL-235A 型光机电一体化实训考核装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC 模块单元、触摸屏模块单元、变频器模块单元、按钮模块单元、电源模块单元、模拟生产设备实训模块、接线端子排和各种传感器等组成。

实习指导书基础工程训练(Ⅱ)班级学号姓名江苏大学基础工程训练中心说明1.本实习指导书由曾艳明、马鹏飞、张应龙编写,马伟民审核。
2.每名学生实习结束后完成指导书中的习题。
江苏大学基础工程训练中心二○一五年九月修订目录导论 (1)车工模块一车床简述及台阶轴加工 (2)车工模块二刀具、切削用量、锥度加工 (4)车工模块三车床常用附件及孔加工 (6)车工模块四螺纹车削加工 (8)车工模块五数控车床基本操作 (9)车工模块六数控车削加工程序的编制 (10)车工模块七数控车削零件加工 (11)钳工模块一概述、锯削、锉削加工 (13)钳工模块二根据图纸划线加工 (14)钳工模块三钻孔和螺纹加工 (15)钳工模块四装配 (16)钳工模块五磨削加工、齿轮加工及镗削加工 (17)铣工模块一铣床概述及铣四方 (18)铣工模块二铣床附件及铣削六角螺母 (19)铣工模块三铣削加工范围及铣凹凸配合 (20)铣工模块四数控铣床概述 (21)铣工模块五数控铣削编程、铣凸台二 (22)特种加工模块一初识电火花加工 (24)特种加工模块二线切割工程训练 (25)铸造模块一铸造概述和手工整模造型 (26)铸造模块二石膏模创新制作与铸造合金熔炼 (28)铸造模块三特种铸造 (29)锻工模块一锻压概述与机锻羊角锤方坯 (30)锻工模块二手工自由锻羊角锤 (31)锻工模块三板料冲压 (32)焊接模块一手工电弧焊 (33)焊接模块二气焊 (34)焊接模块三其它焊接方法 (36)热处理模块一淬火与回火 (37)热处理模块二正火与退火 (38)热处理模块三表面热处理 (39)电工模块一安全用电 (40)电工模块二相异步电动机接触器点动控制线路 (41)电工模块三三相异步电动机行程控制正反转电路 (42)电子模块一常用电子元器件 (43)电子模块二手工焊接 (44)电子模块三实习件装配调试 (45)电子模块四表面贴装技术应用 (46)实习小结........................................................................................................... 错误!未定义书签。
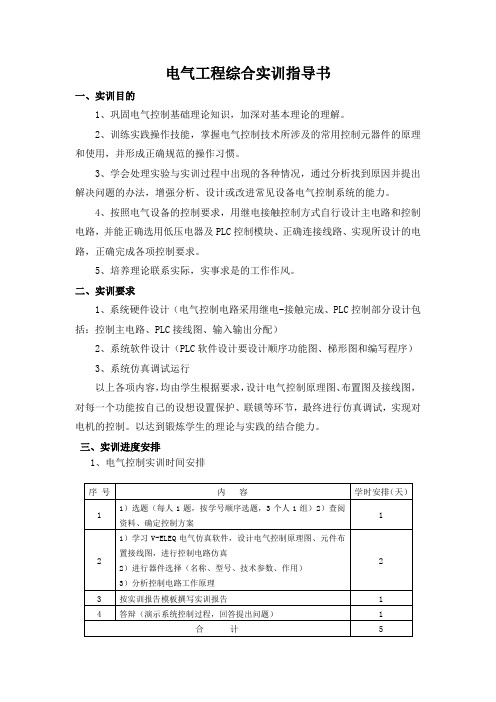
电气工程综合实训指导书一、实训目的1、巩固电气控制基础理论知识,加深对基本理论的理解。
2、训练实践操作技能,掌握电气控制技术所涉及的常用控制元器件的原理和使用,并形成正确规范的操作习惯。
3、学会处理实验与实训过程中出现的各种情况,通过分析找到原因并提出解决问题的办法,增强分析、设计或改进常见设备电气控制系统的能力。
4、按照电气设备的控制要求,用继电接触控制方式自行设计主电路和控制电路,并能正确选用低压电器及PLC控制模块、正确连接线路、实现所设计的电路,正确完成各项控制要求。
5、培养理论联系实际,实事求是的工作作风。
二、实训要求1、系统硬件设计(电气控制电路采用继电-接触完成、PLC控制部分设计包括:控制主电路、PLC接线图、输入输出分配)2、系统软件设计(PLC软件设计要设计顺序功能图、梯形图和编写程序)3、系统仿真调试运行以上各项内容,均由学生根据要求,设计电气控制原理图、布置图及接线图,对每一个功能按自己的设想设置保护、联锁等环节,最终进行仿真调试,实现对电机的控制。
以达到锻炼学生的理论与实践的结合能力。
三、实训进度安排1、电气控制实训时间安排2、PLC控制实训时间安排四、实训题目1、电气控制部分1)三相异步电动机的直接起动控制电路2)三相异步电动机点动控制电路3)三相异步电动机自锁控制电路4)三相异步电动机的多地控制电路5)三相异步电动机自动顺序控制电路6)三相异步电动机的顺序控制电路7)接触器切换星形/三角形启动控制电路8)按钮切换星形/三角形起动控制电路9)时间继电器切换星形/三角形起动控制电路10)按钮联锁的三相异步电动机正反转控制电路11)接触器联锁的三相异步电动机正反转控制电路12) 双重联锁的三相异步电动机正反转控制电路13) 工作台自动往返控制电路14) 带有点动的自动往返控制电路15) 正反转点动、启动控制电路16) 异步电动机单向点动、启动控制电路17) 双速交流异步电动机手动变速控制电路18) 双速交流异步电动机自动变速控制电路2、PLC控制部分(1)用PLC控制2台三相异步电动机,具体要求如下:1)两台电动机可以独立启动和停止;2)能同时使两台电动机停止;3)其中任意一台电动机过载时,两台电动机均停止。
钢筋工实训任务书一、目的通过该实习过程,提高学生对钢筋工程的认识和了解,并学会和基本掌握一两门钢筋加工技术。
二、要求1.严格按指导人员的要求进行实训作业;2.遵守纪律,注意安全;3.学会正确使用钢筋机械;4.基本掌握钢筋加工制作的工艺方法。
三、任务书(一)实训任务1.钢筋加工制作①钢筋机械调直②钢筋下料(断钢机、切割机)③手工弯制箍筋④粗箍筋弯曲成型2.钢筋绑扎3.钢筋连接①双面搭接焊②竖向电渣压力焊③窄间隙焊4.观摩机械连接工艺及试作①套筒挤压连接技术②滚轧直螺纹连接技术5.观摩钢筋接头力学实验(二)任务量1.钢筋调直和断料按个人完成的加工需求量进行;2.手工弯制箍筋每人数10个;3.粗钢筋弯曲成型在指导师傅的协助下完成;4.钢筋绑扎以组为单位完成数个构件;5.构件连接的三种方法,每人完成一个成品焊件。
四、组织管理及工作秩序安排(一)组织与管理1.由实训中心方面负责任务及技术安排;2.由相关工种指导人员组成实训指导小组,分工合作指导各组学生相关内容实训;3.由实训中心安排专人员负责安全管理;4.每班以8人一组,共分五个组,轮流进行各项内容的训练;5.严格考勤制度,每天由指导师傅负责每组的考勤。
(二)工作秩序安排每班自行安排流到秩序。
集中拉力试验,由各组完成试件后利用7~8节课到实验室去观摩试验过程及结果。
钢筋工实训指导书一、钢筋放样在钢筋师傅的指导下,完成一根构件的放样任务,并填写成钢筋大样表,完成后交给实训中心,作为评定成绩的依据。
二、钢筋机械的使用1.调直机打开护盖,观看内部构造;2.开机调直断料,按加工的箍筋下料尺寸断料;3.断钢机在师傅的指导下,完成粗钢筋下料工作;4.弯钢机的使用,由师傅指导确定好弯心直径大小,弯折移动量大小,弯折角度控制,试弯,最后弯曲成型。
三、焊接1.选定焊件的钢筋尺寸Ф12~22(一、二级钢均可)电渣压力焊800mm两根2.焊件长窄间隙焊350mm两根搭接焊(双面)300mm两根注明:电渣压力焊和窄间隙焊的焊件可反复割断,重复使用,直到满足基本试件长度为止。
材料成型及控制工程专业(焊接部分)工程训练指导书材料科学与工程系一、训练目的工程训练是在学习专业基础课程和部分专业课程之后进行,是理论和实践相结合的重要环节。
工程训练的首要目的是锻炼学生的实际动手能力和理论分析能力,掌握焊接工程领域中的焊接设备的选择、焊接工艺方法的选择、工艺参数的选择、焊接过程的操作方法等方面的基本理论与实践的结合;其次是培养学生结合生产实际问题进行理论分析的能力,进而提高学生分析问题、解决问题的能力,巩固和深化所学的专业理论知识。
再次是接触生产实践,了解焊接生产的生产过程,加强纪律观念,培养思维能力,锻炼意志品质,主动适应未来市场竞争与选择。
二、基本任务工程训练(焊接)的基本任务包括:(1)掌握焊接设备及辅助设备的结构组成、性能特点和设备的使用、操作情况;(2)掌握根据给定工件确定焊接工艺参数的方法、焊条的选择方法、焊件焊接形式的确定;(3)能够自己设计一种产品,并自己根据产品的具体尺寸确定焊接方法,焊接形式、焊接参数进行焊接操作;(4)对自己设计的平板对接焊接接头组织进行显微观察,并且能够运用所学的理论基础知识进行理论分析。
三、训练内容1、焊接基本功训练进行平板对接焊接工艺参数、焊接形式、所用焊条型号的拟定,并且独立进行下料、焊接、外观检验。
对焊件不符合要求者要反复练习直到达到要求;2、焊接检验对获得的焊件进行金相试样的加工,并进行金相组织观察,主要观察焊接接头的焊缝区、熔合区和热影响区的组织状态,并进行理论分析,并做好记录。
对于不符合常规的组织要分析产生的原因。
3、产品设计及制作进行普通挂衣架、盆架、铸造用浇包钳工工作台、盐浴电阻炉、砂箱、小车等产品的结构设计,根据设计进行下料、焊接、校正、涂漆的操作。
焊接工艺参数、接头形式、焊条型号等要自行确定,经指导教师审核后实施。
四、计划安排工程训练从2006年4月10日开始,为期五周(实际为四周),06年5月12日结束(7-11教学周),材料03计60人,分成二个组,每组实习焊接工种二周。
第1篇一、实验目的通过本次工程训练实验,使学生了解和掌握工程实践的基本方法和技能,培养动手能力、分析问题和解决问题的能力,提高学生的综合素质,为今后的学习和工作打下坚实的基础。
二、实验内容本次实验主要包括以下内容:1. 机械加工基本操作:了解和掌握车削、铣削、磨削等机械加工基本操作方法。
2. 钻孔、攻丝、套丝等基本工艺:掌握钻孔、攻丝、套丝等基本工艺的操作方法和注意事项。
3. 电子电路制作与调试:学习电子电路的基本原理,掌握电路板的制作和调试方法。
4. 数控机床操作:了解数控机床的基本结构和工作原理,掌握数控机床的操作方法。
5. 液压与气动系统:学习液压与气动系统的基本原理,掌握液压与气动元件的安装、调试和维护。
6. 智能传感器应用:了解智能传感器的原理,掌握其在工程中的应用。
三、实验器材与工具1. 机械加工设备:车床、铣床、磨床、钻床等。
2. 钻孔、攻丝、套丝工具:钻头、丝锥、扳手等。
3. 电子电路制作工具:焊接台、万用表、示波器等。
4. 数控机床:数控车床、数控铣床等。
5. 液压与气动元件:液压泵、液压阀、气动阀等。
6. 智能传感器:温度传感器、压力传感器等。
四、实验步骤1. 机械加工基本操作(1)了解机械加工设备的基本结构和工作原理。
(2)掌握车削、铣削、磨削等基本操作方法。
(3)进行实际操作,加工出符合要求的零件。
2. 钻孔、攻丝、套丝等基本工艺(1)了解钻孔、攻丝、套丝等基本工艺的操作方法和注意事项。
(2)进行实际操作,完成钻孔、攻丝、套丝等工艺。
3. 电子电路制作与调试(1)学习电子电路的基本原理。
(2)掌握电路板的制作和调试方法。
(3)完成电路板的制作和调试。
4. 数控机床操作(1)了解数控机床的基本结构和工作原理。
(2)掌握数控机床的操作方法。
(3)进行实际操作,完成零件的加工。
5. 液压与气动系统(1)学习液压与气动系统的基本原理。
(2)掌握液压与气动元件的安装、调试和维护。
(3)进行实际操作,完成液压与气动系统的调试。
工程项目管理实训指导书一、课程基本信息课程名称:工程项目管理实训时间:1周学分:1适用专业:工程管理、工程造价本科专业设计题目:×××工程项目管理规划大纲二、实训目的与意义本课程设计是工程管理专业教学计划中实践性训练环节中的核心内容,对于本专业学生综合运用所学的工程项目管理理论和方法,建筑施工和工程估价等专业课程知识,提高分析和解决实际工程问题的能力,具有十分重要的意义。
通过本课程设计,培养工程管理专业学生综合运用所学的工程项目管理、建筑施工、工程造价管理、工程合同管理等课程知识,分析和解决实际问题的能力;培养学生查阅文献资料;培养学生正确的设计思想和刻苦钻研勇于探索的创新精神。
三、实训基本内容根据自定的工程项目,编制施工项目管理规划大纲,主要完成内容有:1、施工项目概况(以施工组织课程设计所给项目编制)××商场占地面积1881平方米,建筑层数总共5层,其中地下一层(停车场)建筑面积1008平方米,地上四层:一层建筑面积1008平方米,建成后主要经营服装类产品。
二层建筑面积882平方米,建成后主要经营化妆品类的产品。
三层建筑面积882平方米,建成后主要经营娱乐服务。
四层建筑面积630平方米,建成后主要经营餐饮服务。
该建筑的基础采用柱下独立基础,土方开挖后外运,土方开挖以机械挖土方为主,人工挖土方为辅。
该建筑的结构体系为框架结构,一到三层外墙南北面采用玻璃幕墙,东西面采用混凝土空心砖,另第四层外墙全部采用玻璃幕墙。
其中第四层有252平方米的露天阳台,阳台中心有一个15000*9000的露天游泳池。
建筑的外墙采用清水砖墙,室内地面一层二层采用花岗岩石块装饰,三层采用硬木地砖,四层餐厅部分采用水磨石地面,冷饮店采用木地板,露天阳台防滑石块。
室内天棚的吊顶采用轻钢龙骨,石棉板的规格为250*250。
室内墙面刷双飞粉,墙裙铺设大理石块,高度为1.2米。
××商场的安装工程由施工单位分包给昆明××安装工程公司。
《工程训练》(A)指导书北京交通大学工程培训中心2005年《工程训练》(A)指导书一、工程训练的目的和要求工程训练是机械制造基础系列课程中的一个重要组成部分,是教学计划中一个不可缺少的主要的实践性的教学环节,其主要任务是让学生在工程认识训练基础上,使学生深入理解现代机械制造工业的生产方式和工艺过程、主要机械加工方法及其所用主要设备的工作原理和典型结构、机械制造工艺知识和新工艺、新技术、新设备在机械制造中的应用,能熟练认识零件图纸、加工符号,了解技术条件,能熟练地使用工夹具和量具,学会独立地安全操作,并完成零件加工;学会分析零件的加工方法和工艺过程,并为后续的机械制造基础系列课程和其他相关课程的学习打下良好的基础;培养、提高和加强学生的工程实践能力、创新意识和创新能力,提高学生整体综合素质。
工程训练的目的和要求是:1、传授工艺知识:传授金属加工的主要工艺方法、工艺过程、设备、工具、量具及安全技术。
使学生初步认识机械加工与工艺过程各环节所使用的设备、工具、量具及安全规范。
2、培养学生的实践操作能力:(1)认识图纸,加工符号及了解技术条件的能力。
(2)初步分析,考虑一般单件生产零件的加工方法和工艺过程能力。
(3)操作主要加工设备,使用工具、量具和加工作业零件的能力。
3、进行思想教育:培养热爱劳动,遵守纪律和理论联系实际的严谨作风。
二、工程训练的主要环节1、实习概论课介绍机械制造过程,金属工艺学内容,实习的目的,要求和学习方法。
2、入厂安全教育讲解安全生产重要性,宣布工程训练中心实习安全制度。
3、学生的独立操作是实习的主要内容,详见各工种要求。
4、现场表演和现场教学在学生独立操作的基础上进行,以扩大必要的知识面,是实习重要环节。
5、重点难点及专题讲解配合操作和现场教学进行重点难点及专题讲解,以便学生系统地掌握所学知识。
6、以扩大学生知识面和延伸学习内容为目的的校外实习。
7、实习报告用以巩固所学的基本知识。
学生应按实习工种的顺序、依次、及时完成。
8、考核平时成绩按学生实习中表现,由各工种指导师傅进行考核,实习结束前进行一次综合考核。
学生写出思想小结。
成绩按优、良、中、及格、不及格五级评出总成绩。
铸造实习(2天)一、实习要求:1、了解铸造过程的基本组成,特点及应用。
2、了解砂型铸造生产方法,工艺过程特点及应用。
3、掌握简单铸件手工造型的操作方法。
4、了解型(芯)砂的组成、性能及配制方法,了解砂型结构及模样、铸件与零件之间的关系和区别。
5、了解常见铸造缺陷的特征,产生原因及防止方法。
6、分析和制定简单铸件的铸造工艺并实施。
7、了解各种铸造熔炼、设备及其操作过程。
8、通过外厂实习了解铸造生产线、其余先进铸造方法及其特点。
二、实习内容1、概论:①什么是铸造生产:②铸件生产过程的基本组成。
③铸造实习中安全注意事项。
2、整模造型:①结合所造铸型,了解铸型的组成和模型,型腔,铸件的关系。
②手工整模造型的工艺过程及各工序操作要领。
③常用手工造型工具的名称和使用方法。
④手工造型的安全知识。
⑤舂箱紧实度与铸件质量的关系。
⑥对型腔不同部位的缺损进行修补的操作方法。
⑦制作2一3箱完整铸型,根据最后一箱铸型质量,评定成绩。
⑧机器造型的特点和应用。
3、分模造型:①结合所有模型的结构特点,了解分型的选择原则。
②带芯和不带芯分模造型的不同操作要领,型芯的制作与烘干。
③型芯的作用,固定型芯常用的方法。
④水平和垂直安放型芯时,对芯头的不同要求:芯头的作用。
⑤错箱,偏芯等缺陷对铸件质量的影响。
⑥制作2-4箱完整的分模铸型,根据最后一箱铸型质量,评定成绩。
4、浇冒口作用:①浇注系统的组成,各部分作用和要求。
②浇注系统开设的合理位置。
③冒口作用,使用条件及开设位置。
5、型砂、芯砂:①对型砂,芯砂性能要求。
②型砂干湿度的鉴别及其影响。
③型砂,芯砂的组成,制备过程及方法。
6、挖砂造型:①挖砂造型方法的特点,操作要领。
②分型面的选择。
③采用假箱和成型底板造型的操作方法及使用条件。
④制作1-2箱完整的挖砂铸型,以最后一箱铸型质量,评定成绩。
7、三箱及活块造型:①三箱及活块造型的模型结构特点。
②活块的作用及要求。
③三箱造型下芯,合箱的操作方法和注意事项。
8、铸铁及铝合金的熔化:①各种铸造合金,熔炼炉的结构,熔炼特点。
②炉料成分及各种铸造合金的熔化过程及特点。
③由于浇注不当,可能出现的铸件缺陷及防止方法。
④浇注时安全注意事项。
9、废品分析:①结合造型和浇注中产一的缺陷,参照收集到的其它缺陷,列表分析铸件缺陷的牲和形成的原因。
②鉴别各种实际的铸件缺陷,并提出防止措施。
③分析铸件缺陷对产品质量的影响。
10、参观木模制造:①木模制造过程,木工常用的工具,设备。
②木模制造时需考虑的问题。
11、工艺讨论①让学生结合两种讨论制定铸造工艺,内容包括确定分型面,型芯轮廓形状,浇注位置等。
②让学生结合两种件讨论制定铸造工艺(确定分型面,型芯轮廓形状,浇注位置等)。
要求学生事先做准备,多设想几种方案,讨论中进行分析比较,加以解释。
锻造、冲压实习(0.5天)一、实习要求(一)锻造1、了解锻造生产的大致工艺过程、特点及应有和。
2、了解锻造加热的目的、温度、方法及加热过程。
3、了解空气锤的结构、动作原理及操作。
4、了解自由锻、胎模锻的工艺特点,基本工序的操作方法。
5、锻造生产的安全操作规程。
(二)冲压1、了解冲压生产特点及其在机械制造中的作用。
2、了解冲压设备(剪床、冲床)的结构、工作原理及规格。
3、了解冲压模具的结构及其在冲床上的安装。
4、了解冲压生产的安全操作规程。
二、实习内容:(一)锻造1、概论:①什么是锻造。
②锻造生产的特点及基本过程③锻造材料,火花鉴别简介。
④常用工具的名称及使用方法。
⑤安全注意事项。
2、金属的加热:①加热目的:锻造温度范围:加热温度判别、箱式加热炉简介、其它法简介、常见加热缺陷及其防止。
②常用金属的锻造加热范围。
③加热温度的观察及判别。
④各种加热炉简介。
⑤常见加热缺陷及防止方法。
3、空气锤基本结构,工作原理,操作方法及其应用。
4、锻造工艺知识①自由锻基本工序的操作:镦粗:观察圆柱体镦粗后变为腰鼓形,分析原因。
分析镦粗中各部分变形程度,镦粗对坯料高度与直径比的要求。
拔长:翻转的作用,送进量的控制及对拔长速度的影响。
冲孔:冲孔方法,锻造冲孔对空径的要求。
②胎模锻:特点、锻模及模镗、适用范围。
③自由锻、胎模锻的异同点比较。
④自由锻锻件图的基本知识(如余量、敷料、基本工序选择、设备选择等)。
5、外厂实习内容①模锻:蒸气一空气模锻锤、摩擦压力机及水压机的结构、应用范围。
②加热设备。
③下料、切边与冲孔用设备。
锻件热处理设备,了解锻后热处理目的及方法。
①锻造机械手的使用。
(二)冲压1、概论①什么是冲压②冲压生产的特点及基本过程③冲压材料及其分类④安全注意事项。
2、冲床、剪床介绍。
①剪床的种类、斜刃剪床的结构、传动系统、规格。
②冲床的一般结构、动作原理,规格。
冲床闭合高度的含意及其调整方法。
冲床离合器的作用,结合挂图讲解其结构,动作原理。
模具在冲床上的安装方法。
3、学生分成四小组,分别在剪床和三台冲床上轮流操作,完成电线卡子的冲压,并进行轮换。
冲压一定时间后,在工作师傅指导下,分析电线卡子的冲压工艺。
4典型模具介绍:结合冲裁介绍常用模具的类型,结构及其应用。
5、冲压工艺。
结合各类冲压件实物介绍冲裁,拉延,弯曲和翻边工艺的变形特点及对模具(指凸、凹模)结构的要求。
焊接实习(1天)一、实习要求:1、了解电弧焊、气焊、气割等常用方法的过程、特点、所用设备、材料、工艺及应用。
2、初步掌握手工电弧焊堆平焊缝的操作,并对气焊、气割的基本操作有所体会。
3、一般了解电阻焊,埋弧半自动焊的工艺特点及所用设备。
4、初步了解常见焊接变形的形式和烛接缺陷。
5、焊接生产的安全操作规程。
二、实习内容1、概论①什么是焊接。
②焊接生产的特点及基本过程。
③焊接的分类及其特点。
④安全注意事项。
2、焊接电弧:①焊接电弧的特点、引弧原理及方法。
②敲击式、摩擦式引弧原理,并做示范。
③要求学生掌握引弧要领。
3、手工电孤焊:了解手弧焊设各的种类及特点,手弧焊主要规范,焊条组成及作用,①手弧焊设备分类,应用范围。
②焊条直径及电流的选择:③焊条组成及作用,药皮类组型:④示范操作:交直流焊机的稳弧性能比较:不同焊接电流对焊缝成形的影响。
学生进行堆焊练习。
4、手孤焊工艺:了解焊接接头形式及坡口种类,空间位置,焊接特点①对接、搭接、角接、丁字接接头特点②I型、V型、U型、X型坡口特点:③平焊、立焊、仰焊特点、并做示范。
学生进行对焊练习。
5、焊接缺陷:①分析咬边、未焊透、烧穿、气孔、夹杂、裂纹的形成原因、影响因素。
②防止焊接缺陷的措施、并针对学生所焊焊件,进行实例分析。
7、气焊及气割:①气焊实质特点及应用范围。
②气割实质及应用范围。
③中性焰,氧化焰,碳化焰的特点及应用范围,并作示范。
④要求学生进行气焊,气割练习。
8、其它焊接方法介绍:①埋弧焊的特点、应用并示范表演。
②电阻焊的原理、分类、应用并示范表演。
③气体保护焊的特点、应用并示范。
车工实习(2天)一、实习要求:1、了解普通车床的型号、用途、主要结构、传动系统、调整方法。
2、了解车工常用刀具、量具及主要附件的应用。
3、掌握车工的基本操作技能、能独立、安全地加工一般轴类和盘类零件、会制订上述二类零件的车削工艺。
4、初步了解车削用量的选用及加工后能达到的精度和粗糙度。
5、了解并严格遵守车工安全操作规程。
二、实习内容:(一)示范讲解:1、车床介绍:(l)以C618车床为例,介绍车床的型号、性能、组成部分及作用。
(2)示范表演轴类零件,简介车削加工的切削运动,及切削用量。
(3)讲解C618车床的传动,车床各部分的调整和各手柄的使用。
(4)车工安全:逐条讲解车床安全操作规程。
(5)学生空机练习,熟悉车床,准备加工轴类零件。
2、车刀(1)表演采用不同切削用量,不同被加工材料对车刀的影响,让学生观察切屑颜色,形态和车刀的磨损情况。
(2)结合表演讲述车刀材料应具备的性能,介绍车刀常用的两大类材料一一高速钢和硬质合金。
(3)对照实物讲解车刀种类。
(4)对照外圆车刀实物、引出车刀的组成(三面,二刃,一尖)。
(5)车刀的角度及其作用3、零件的加工质量(1)尺寸精度的概念,公差与配合(结合实物讲解、间隙、过渡、过盈三类配合)。
(2)形状精度及位置精度的概念、标注和车间常用的检验方法q(3)表面粗糙度的概念、对照粗糙度样板,使学生对表面粗糙度有感性认识。
(4)介绍游标卡尺、千分尺的使用及维护保养。
4、车床附件结合零件实物启发同学思考如何在车床上装卡及加工中所需附件讲述(1)三爪卡盘(2)四爪卡盘(3)顶尖、拨盘(4)花盘、弯板(5)中心架的结构特点、应用和调整方法。