TIG自动填丝装置全位置焊接的研究
- 格式:pdf
- 大小:232.89 KB
- 文档页数:2
小 。I T对焊缝 熔深 、 熔宽影 响不大 , 但对 焊缝 表面成形有 明显影响 般选用较小 I, 但若 I/ 大 , I I 太 即 选定后 , I 太小 , 焊缝出现 凹陷 , 这
一
本 文设 备选用为唐山松下产业有限公 司生产 的Y 一 0 WP C 30 型交直 流两用氩弧焊机 、 一 0 型 TG自 J 15 I 动填丝装置 , Y 焊矩为 Y 一 0 T T 38 。 ‘作原理 : [ 焊接电源 、 填充焊丝装置 、 填充焊丝附加器各为一体 , 填 充焊丝 附加 器由 8 I 焊矩用挡块 、 曲型附加器 、 型T G 弯 直线型 附加器 、 焊 矩开关 、 控制电缆组件 、 长送 丝管 、 丝管架 、C 送 C 连接端子组件 、 焊丝导 向杆 等组成 。填充 焊丝附加器悬挂在焊矩 Y - 0 T , T 3 8 上 位置上下左右 、 高低 均可调 。送丝 速度亦可根 据焊接 规范需要调 整。动作顺 序: 接通 电源 , 气 、 通 通水 , 按下启 动 开关后焊 接起 弧, 预热 一段 时间后 开始焊 接, 焊一 圈后 , 电流开始衰减直至焊接结束 。
2焊 接 工 艺 .
是基值时期熔池冷却速度太快造成 的。实际调试时 , 应选用低 ¨ I而 T 则 大一些 。全位置 焊接时 , 平焊位 置区段应 选用较 低 I/ I 较高 T, 空间位置焊 时应选用较 高的I/ 低 T T ; p I较 , g 而仰 焊位置时应选
4 。 O 为宜 。 0 ~5 。 224 长 和 电 弧 电 乐 ..弧
TG 弧长 一般取 0 — m 对应 电弧 电压为 8 0 。因此焊接 I焊 . 3 m, 5 ~2 V 时, 如果不加填充焊丝 , 空烧则 可选取小 电流 , 长取接近下 限值; 弧 如果 加填充 焊丝 , 则选取较 大电流 , 弧长取接 近上限值 , 这样 可防止焊 丝与 工件粘 结短路 而影 响焊接过程 进行及 焊缝质 量稳定 性。 、弧 长增大 J , 时, 熔深相应减小。
缝熔深也将 明显减小 , 使前后脉 冲所形成 的焊点搭接 区熔深不 足 , 甚至 不搭接造成“ 两层皮” 不完全熔融现象 , 严重影 响焊接质量 2 _保护气体流量 、 -3 2 喷嘴孔径 与高度及填充焊丝倾角 当焊接 电流增大时 , 保护气体流量 和喷嘴孔径均应有所增加, 为保 证保护效 果 , 喷嘴高度应控制在 5 m左右 , 喷嘴带 气筛 , a r 若 高度可控 制 在 1m 0 m左右 。填 充 焊丝 从焊 接方 向前 端送 入 , 焊件 表 面夹 角 以 与
用最高 I/b最低T 。 P I, 222 __焊接速度 焊接 速度常用来 调节 TG热输入量 和焊缝形 状 , I 当焊 接电流确定 后, 速不 可太快 , 焊 否则焊缝 中心结 晶速度 过快 , 出现裂纹 、 易 咬边 , 焊
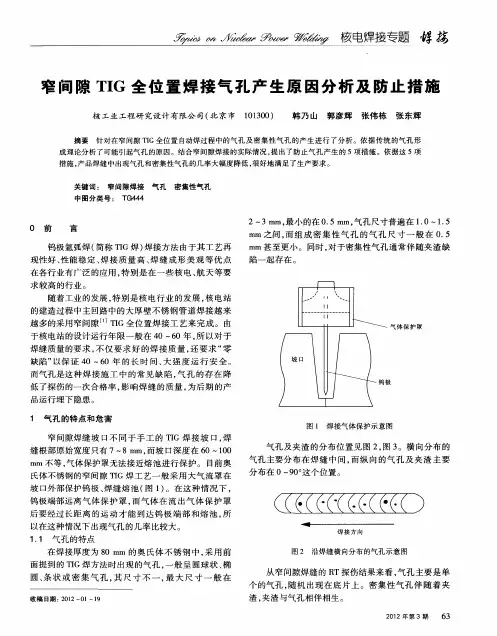
在全位 置管板焊接过程 中 , 不同的焊接位置熔 池 中液态金属所受 的重力对焊缝 形成 所起的作用极不相同 , 而且是连续变化 的。因此 , 实 现全 位置管板 焊接的主要技术关 键在于如何 控制好金属熔 池 , 通过精 密控制 电弧 能量及 其分布 , 对熔池体积和形状进行精确控制 , 以补偿重 力变化 引起 的影响 。从而实现全位置管板焊接过程 , 得到所要焊缝。 21 .焊接条件 、 工件材质及接头形式 被 焊工件 : 换热 管 2 ., 5 2 材质 2 # 管板 1M , x 5 0, 6 n 厚度 5 m 管 0 m, 孔坡 口 l 4 。 5, 7 m x 管桥 r 。焊丝直径 1 m 材质为 H 8 nSA a . m, 2 0 M 2i。 施焊环境 : 内操作 , 室 无风但微有粉尘 、 铁屑等同体颗粒。 接头形式如下 图 l 所示 , 为外侧 环形 角焊接头 , 为端面环形焊接 a b 接头 。根据 现场调试 经验 , 对于外侧环形角焊接头 , 管端伸 出管孔长度 不应超 过 6 m 但不低于 2 r f 5 m为 G 1 1 19 规定) 面环形 m , . m2 m 5 a . B 5—99 ; 端 焊接 接头 , 管端 伸出管孔长度应不超 过 2 m 若 装配时 , a r , 管端 既未能平 齐 , 不外伸 , 也 且呈 内缩状态 , 则内缩量也不 宜超 过 1 m m 。管 子和管板 间隙越小越好 , 有利于先焊后胀 。
1设 备 简 介 .
值持续时间。 焊接 电流根据被焊工件 的材质 、 板厚及坡 口型状选择 , 并经实验确 定 。I 决定 焊缝熔 宽和熔深 。其它参数 不变 , 增大 或T 增大时 , 、 I P 则
熔宽 、 熔深都增 大 ;增大 而B减小时 , I p 熔宽也增大 , 深也增大 。实际 熔 调试 可根据 材质及 板厚或 熔深要 求确定 I、 P T 的匹配 , I 即 增大 , 减
科技信息.
高校 理科研 究
TG自动填丝 装置全 位置 焊疆硇砷穷 I
长春工程 学院机 电学院 杨春光 吉林 市丰满发 电厂 李常瑞
[ 摘 要] 文论述 了唐 山松 下产业有限公 司T G焊接 电 ̄7 T G自动填丝装置在 焊接 过程 qa 实现 自 本 I 2 I _ -. 动填 丝焊接 情况 , 获得 了详 实的焊接 工艺参数 , 对今后该类型焊机的调试及在生产 中的应用有重要借 鉴意义。 [ 关键词 】 焊接 工艺参数 应用
O前 言 .
石油石化 、 电力锅 炉制造 行业 , 经常会遇到换热器 、 冷凝器 、 高压加 热器管板 和管子的焊接 问题 , 统手工电弧焊 工艺 , 在管板受热温 用传 存 度梯度变化 大 , 焊缝成 型差 , 大 , 飞溅 易烧强 的创 新意识 , 校从 唐 山松下 产业 机器有 限公 司引进 了 我 TG自 填丝装 置以便学 生改进传统工艺 。与传统工艺相 比, I 动 新工艺具 有成型波纹细密 , 焊缝均匀 , 无飞溅等优点。
一
本 文设 备选用为唐山松下产业有限公 司生产 的Y 一 0 WP C 30 型交直 流两用氩弧焊机 、 一 0 型 TG自 J 15 I 动填丝装置 , Y 焊矩为 Y 一 0 T T 38 。 ‘作原理 : [ 焊接电源 、 填充焊丝装置 、 填充焊丝附加器各为一体 , 填 充焊丝 附加 器由 8 I 焊矩用挡块 、 曲型附加器 、 型T G 弯 直线型 附加器 、 焊 矩开关 、 控制电缆组件 、 长送 丝管 、 丝管架 、C 送 C 连接端子组件 、 焊丝导 向杆 等组成 。填充 焊丝附加器悬挂在焊矩 Y - 0 T , T 3 8 上 位置上下左右 、 高低 均可调 。送丝 速度亦可根 据焊接 规范需要调 整。动作顺 序: 接通 电源 , 气 、 通 通水 , 按下启 动 开关后焊 接起 弧, 预热 一段 时间后 开始焊 接, 焊一 圈后 , 电流开始衰减直至焊接结束 。
2焊 接 工 艺 .
是基值时期熔池冷却速度太快造成 的。实际调试时 , 应选用低 ¨ I而 T 则 大一些 。全位置 焊接时 , 平焊位 置区段应 选用较 低 I/ I 较高 T, 空间位置焊 时应选用较 高的I/ 低 T T ; p I较 , g 而仰 焊位置时应选
4 。 O 为宜 。 0 ~5 。 224 长 和 电 弧 电 乐 ..弧
TG 弧长 一般取 0 — m 对应 电弧 电压为 8 0 。因此焊接 I焊 . 3 m, 5 ~2 V 时, 如果不加填充焊丝 , 空烧则 可选取小 电流 , 长取接近下 限值; 弧 如果 加填充 焊丝 , 则选取较 大电流 , 弧长取接 近上限值 , 这样 可防止焊 丝与 工件粘 结短路 而影 响焊接过程 进行及 焊缝质 量稳定 性。 、弧 长增大 J , 时, 熔深相应减小。
缝熔深也将 明显减小 , 使前后脉 冲所形成 的焊点搭接 区熔深不 足 , 甚至 不搭接造成“ 两层皮” 不完全熔融现象 , 严重影 响焊接质量 2 _保护气体流量 、 -3 2 喷嘴孔径 与高度及填充焊丝倾角 当焊接 电流增大时 , 保护气体流量 和喷嘴孔径均应有所增加, 为保 证保护效 果 , 喷嘴高度应控制在 5 m左右 , 喷嘴带 气筛 , a r 若 高度可控 制 在 1m 0 m左右 。填 充 焊丝 从焊 接方 向前 端送 入 , 焊件 表 面夹 角 以 与
用最高 I/b最低T 。 P I, 222 __焊接速度 焊接 速度常用来 调节 TG热输入量 和焊缝形 状 , I 当焊 接电流确定 后, 速不 可太快 , 焊 否则焊缝 中心结 晶速度 过快 , 出现裂纹 、 易 咬边 , 焊
在全位 置管板焊接过程 中 , 不同的焊接位置熔 池 中液态金属所受 的重力对焊缝 形成 所起的作用极不相同 , 而且是连续变化 的。因此 , 实 现全 位置管板 焊接的主要技术关 键在于如何 控制好金属熔 池 , 通过精 密控制 电弧 能量及 其分布 , 对熔池体积和形状进行精确控制 , 以补偿重 力变化 引起 的影响 。从而实现全位置管板焊接过程 , 得到所要焊缝。 21 .焊接条件 、 工件材质及接头形式 被 焊工件 : 换热 管 2 ., 5 2 材质 2 # 管板 1M , x 5 0, 6 n 厚度 5 m 管 0 m, 孔坡 口 l 4 。 5, 7 m x 管桥 r 。焊丝直径 1 m 材质为 H 8 nSA a . m, 2 0 M 2i。 施焊环境 : 内操作 , 室 无风但微有粉尘 、 铁屑等同体颗粒。 接头形式如下 图 l 所示 , 为外侧 环形 角焊接头 , 为端面环形焊接 a b 接头 。根据 现场调试 经验 , 对于外侧环形角焊接头 , 管端伸 出管孔长度 不应超 过 6 m 但不低于 2 r f 5 m为 G 1 1 19 规定) 面环形 m , . m2 m 5 a . B 5—99 ; 端 焊接 接头 , 管端 伸出管孔长度应不超 过 2 m 若 装配时 , a r , 管端 既未能平 齐 , 不外伸 , 也 且呈 内缩状态 , 则内缩量也不 宜超 过 1 m m 。管 子和管板 间隙越小越好 , 有利于先焊后胀 。
1设 备 简 介 .
值持续时间。 焊接 电流根据被焊工件 的材质 、 板厚及坡 口型状选择 , 并经实验确 定 。I 决定 焊缝熔 宽和熔深 。其它参数 不变 , 增大 或T 增大时 , 、 I P 则
熔宽 、 熔深都增 大 ;增大 而B减小时 , I p 熔宽也增大 , 深也增大 。实际 熔 调试 可根据 材质及 板厚或 熔深要 求确定 I、 P T 的匹配 , I 即 增大 , 减
科技信息.
高校 理科研 究
TG自动填丝 装置全 位置 焊疆硇砷穷 I
长春工程 学院机 电学院 杨春光 吉林 市丰满发 电厂 李常瑞
[ 摘 要] 文论述 了唐 山松 下产业有限公 司T G焊接 电 ̄7 T G自动填丝装置在 焊接 过程 qa 实现 自 本 I 2 I _ -. 动填 丝焊接 情况 , 获得 了详 实的焊接 工艺参数 , 对今后该类型焊机的调试及在生产 中的应用有重要借 鉴意义。 [ 关键词 】 焊接 工艺参数 应用
O前 言 .
石油石化 、 电力锅 炉制造 行业 , 经常会遇到换热器 、 冷凝器 、 高压加 热器管板 和管子的焊接 问题 , 统手工电弧焊 工艺 , 在管板受热温 用传 存 度梯度变化 大 , 焊缝成 型差 , 大 , 飞溅 易烧强 的创 新意识 , 校从 唐 山松下 产业 机器有 限公 司引进 了 我 TG自 填丝装 置以便学 生改进传统工艺 。与传统工艺相 比, I 动 新工艺具 有成型波纹细密 , 焊缝均匀 , 无飞溅等优点。