电镀锌-工艺流程图
- 格式:pdf
- 大小:177.59 KB
- 文档页数:1
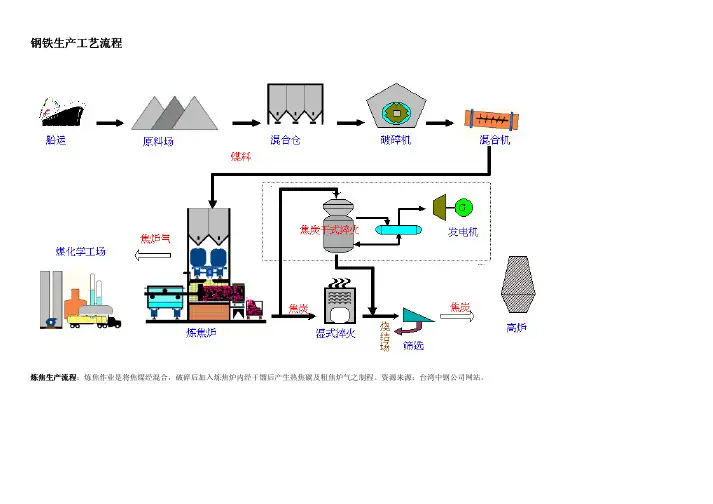
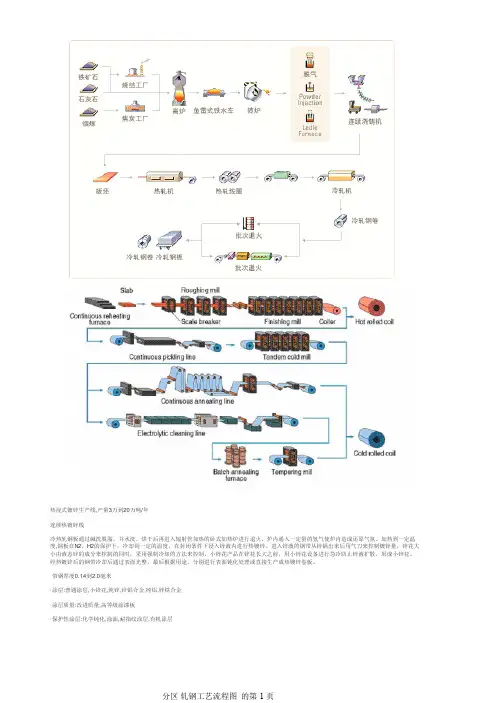
钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
炼焦生产流程烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛烧结生产流程选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢高炉生产流程公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空转炉生产流程吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝连铸生产流程固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程热轧生产流程。
资源来源:台湾中钢公司网站。
第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
冷镀锌与热镀锌的识别方法之马矢奏春创作一、实质区别冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。
热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法,是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。
二、原理区别冷镀锌利用化学原理将锌合金分离成锌离子,附着在钢铁概况,一般锌层薄,钢铁在一般环境下很容易锈蚀。
一般冷镀锌用于各种钢制品和构筑物的防腐,冷镀锌的镀锌量很少,每平方米只有10-50g。
热镀锌众所周知,锌的抗大气腐蚀的机理有机械呵护及电化学呵护,在大气腐蚀条件下锌层概况有ZnO、Zn(OH)2及碱式碳酸锌呵护膜,一定程度上减缓锌的腐蚀,这层呵护膜(也称作“白锈”)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体发生电化学呵护,锌的尺度电位是-0.76V,铁的尺度电位是-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到呵护。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件概况在热浸镀时形成铁-锌合金层,这样可让铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时(一般熔融的锌液为455℃左右),首先在界面上形成锌与α铁固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或称之为“渗入”)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时概况形成纯锌层,为六方晶体。
其含铁量不大于0.003%,热镀锌覆盖能力好,镀层细密,无有机物夹杂。

三、种类1、碱性氰化物镀锌2、碱性锌酸盐镀锌3、铵盐镀锌4、钾盐镀锌5、铵钾混合浴镀锌6、硫酸盐镀锌三、镀锌层的后处理1、去氢2、钝化3、着色热镀锌现在钢板的表面镀锌主要采用的方法是热镀锌。
热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百七十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即湿法(单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌惠林(Wheeling)法(带钢连续热镀锌法)、线内退火森吉米尔(Sendzimir)法(保护气体法)、改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法。
线外退火就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
钢板在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。
这种方法是先由酸洗的方法把经退火的表面氧化铁皮清除,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢板再被氧化。
(1)湿法热镀锌钢板表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。
此方法的缺点是:a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏。
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢板因穿过锌层污染了表面。
因此,该方法已基本被淘汰。
(2)单张钢板这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢板送入酸洗车间,用硫酸或盐酸清除钢板表面的氧热镀锌法化铁皮。
酸洗之后的钢板立即进入水箱中浸泡等待镀锌,这样可以防止钢板再氧化。
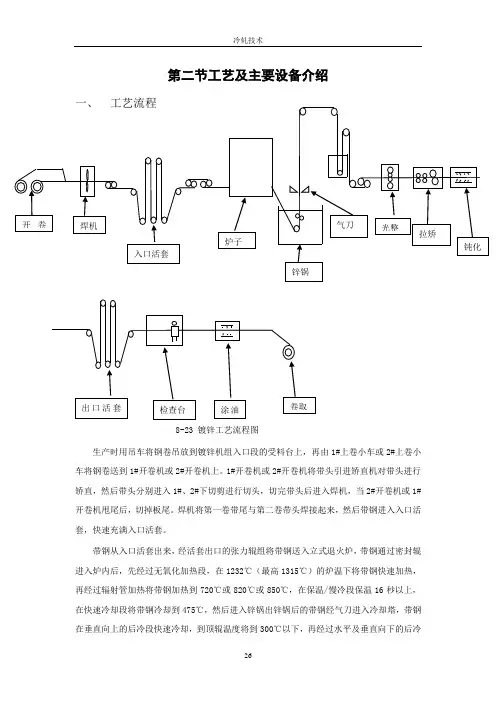
第二节工艺及主要设备介绍8-23 镀锌工艺流程图生产时用吊车将钢卷吊放到镀锌机组入口段的受料台上,再由1#上卷小车或2#上卷小车将钢卷送到1#开卷机或2#开卷机上。
1#开卷机或2#开卷机将带头引进矫直机对带头进行矫直,然后带头分别进入1#、2#下切剪进行切头,切完带头后进入焊机,当2#开卷机或1#开卷机甩尾后,切掉板尾。
焊机将第一卷带尾与第二卷带头焊接起来,然后带钢进入入口活套,快速充满入口活套。
带钢从入口活套出来,经活套出口的张力辊组将带钢送入立式退火炉,带钢通过密封辊进入炉内后,先经过无氧化加热段,在1232℃(最高1315℃)的炉温下将带钢快速加热,再经过辐射管加热将带钢加热到720℃或820℃或850℃,在保温/慢冷段保温16秒以上,在快速冷却段将带钢冷却到475℃,然后进入锌锅出锌锅后的带钢经气刀进入冷却塔,带钢在垂直向上的后冷段快速冷却,到顶辊温度将到300℃以下,再经过水平及垂直向下的后冷段,带纲进入水淬槽,进水淬槽前带钢温度降到160℃,经过水淬后带钢温度降到42℃。
经冷却塔冷却后带钢经光整机光整,拉矫机矫直,再经钝化处理,然后进入烘干机,带钢烘干后进入出口活套,而后带钢进入水平检查台进行表面质量检查,再进入涂油机进行涂油,出涂油机后进行分剪,夹送辊自动将带钢头部引入卷取机,助卷器自动开进。
卷取机卷取成品卷后,由卸料小车卸下,称重打捆后,由吊车送往成品放置场存放,对镀锌板进行包装,然后送入成品库存放。
二、工艺参数及产品大纲1、工艺参数1.1机组速度,见表8-4表8-4 机组速度1.2机组加速度,见表8-5表8-5 机组加速度1.3全线张力,见表8-6表8-6 生产线稳定时,最大带钢断面(2.5x1240=3100mm2)的张力1.4各种级别热处理温度制度,见表8-7表8-7 不同级别热处理温度制度1.5锌液成分要求,见表8-8表8-8 正常锌花锌液成份要求无锌花1.6涂敷要求1.7涂油量2、产品大纲三、主要单体设备主要性能1、焊机采用德国Miebach 公司的窄搭接电阻焊机,带有前后自动对中功能,实现全自动焊接,并有冲孔装置,实现全线焊缝跟踪功能。
冷镀锌与热镀锌的识别方法一、本质区别冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。
热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法,是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。
二、原理区别冷镀锌利用化学原理将锌合金分离成锌离子,附着在钢铁表面,一般锌层薄,钢铁在一般环境下很容易锈蚀。
一般冷镀锌用于各种钢制品和构筑物的防腐,冷镀锌的镀锌量很少,每平方米只有10-50g。
热镀锌众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称作“白锈”)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位是-0.76V,铁的标准电位是-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,这样可让铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时(一般熔融的锌液为455℃左右),首先在界面上形成锌与α铁固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或称之为“渗入”)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。
其含铁量不大于0.003%,热镀锌覆盖能力好,镀层细密,无有机物夹杂。
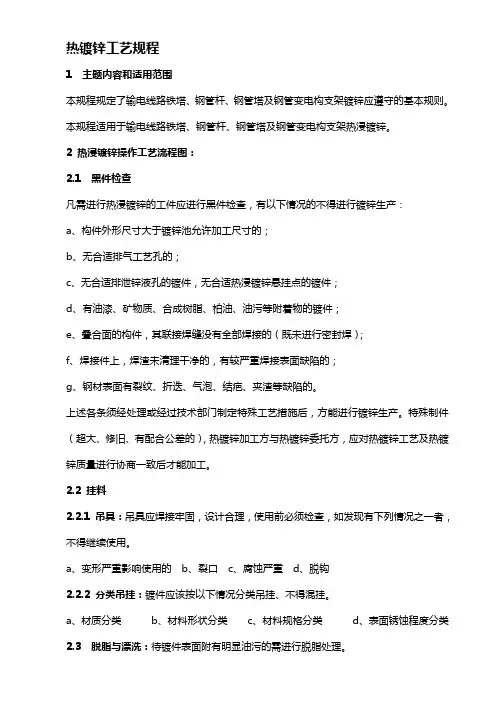
热镀锌工艺规程1 主题内容和适用范围本规程规定了输电线路铁塔、钢管杆、钢管塔及钢管变电构支架镀锌应遵守的基本规则。
本规程适用于输电线路铁塔、钢管杆、钢管塔及钢管变电构支架热浸镀锌。
2 热浸镀锌操作工艺流程图:2.1 黑件检查凡需进行热浸镀锌的工件应进行黑件检查,有以下情况的不得进行镀锌生产:a、构件外形尺寸大于镀锌池允许加工尺寸的;b、无合适排气工艺孔的;c、无合适排泄锌液孔的镀件,无合适热浸镀锌悬挂点的镀件;d、有油漆、矿物质、合成树脂、柏油、油污等附着物的镀件;e、叠合面的构件,其联接焊缝没有全部焊接的(既未进行密封焊);f、焊接件上,焊渣未清理干净的,有较严重焊接表面缺陷的;g、钢材表面有裂纹、折迭、气泡、结疤、夹渣等缺陷的。
上述各条须经处理或经过技术部门制定特殊工艺措施后,方能进行镀锌生产。
特殊制件(超大、修旧、有配合公差的),热镀锌加工方与热镀锌委托方,应对热镀锌工艺及热镀锌质量进行协商一致后才能加工。
2.2 挂料2.2.1 吊具:吊具应焊接牢固,设计合理,使用前必须检查,如发现有下列情况之一者,不得继续使用。
a、变形严重影响使用的b、裂口c、腐蚀严重d、脱钩2.2.2 分类吊挂:镀件应该按以下情况分类吊挂、不得混挂。
a、材质分类b、材料形状分类c、材料规格分类d、表面锈蚀程度分类2.3 脱脂与漂洗:待镀件表面附有明显油污的需进行脱脂处理。
2.3.1 脱脂液的配方为:氢氧化钠50—150克/升硅酸钠30—50克/升其余为水脱脂液温度为60摄氏度—80摄氏度,脱脂时间为10—15分钟。
2.3.2 脱脂液应保持清洁,表面油脂液浓度根据化验结果调整,每周化验一次并及时补充碱液,脱脂液由换热器间接加热。
2.3.3 对表面附有脱脂液不能去除的矿物质、合成树脂、柏油等附着物的镀件应采用其它特殊方法清除。
2.3.4 脱脂后的镀件必须在流动的清水中进行漂洗,上下串动三次以上,漂洗水应保持清洁,PH值小于9。
【最新】电镀工艺流程图电铸电铸大致可分为三类,即装饰性电镀(以镀镍-铬、金、银为代表)、防护性电铸(以镀锌为代表)和功能电镀(以镀硬铬为代表). 电铸是利用电镀法来制造产品的功能电镀之一。
最近几年,由于电铸用于制造宇航或原子能的某些零件,它已作为一种尖端加工技术而为人们所瞩目。
(此外通过电镀使金属与金属相结合的所谓“电结合技术”也进行了研究。
这种电结合的金属不会因热而改变金属材质的机械性能和物理性。
)电铸特征与电铸制品电铸法的优点: 1、能进行超精密加工(复制精度好)。
电铸最重要的特征是它具有高度“逼真性”。
电铸甚至可复制0.5微米以下的金属线。
例如:1英寸的宽度内,有2500根3.5微米的超细线的电视摄像机用的高精度金属网(超细金属网),就使用了电铸法进行生产的。
而香烟过滤嘴的纤维,也是使用纤维素通过超细金属网制成的,这是用其他金属加工法所不能达到的。
电铸复制的精度是非常高的。
高精度金属网的制造法,是在底板上用照相制板技术按需要涂上绝缘层(保护层),然后以此作为模板进行电铸。
2、能调节沉积金属的物理性质。
可以通过改变电镀条件,镀液的组分的方法来调节沉积金属的硬度、韧性和拉伸强度等。
还可以采用多层电镀、合金电镀、复合电度镀方法得到其他加工方法不能得到的物理性质。
3、不受制品大小的限制。
只要能够放入电镀槽就行。
4、容易制出复杂形状的零件。
电铸法的缺点: 1、操作时间长。
例如:用3A/dmm 的阴极电流密度沉积3mm厚的镍层,需要25h20min。
即使用是小薄零件要镀厚层时,成本很高,但是电镀过程中可以无人管理。
2、要有经验和熟练技能的人员操作。
电铸装置是简单的,但在复制复杂形状的模型中要制造母模、导电层处理、剥离处理等,这些工序都要求有经验和熟练技能的人员才能操作。
3、必须有很大的作业面积。
即使是小制品,也需要有镀槽、水洗槽等平面布置,废水处理装置必须有相当大的作业面积。
4、除了要有电镀操作技术外,还必须有机械加工和金属加工知识。
冷镀锌与热镀锌的辨认办法一.本质差别冷镀锌也叫电镀锌,是应用电解装备将工件经由除油.酸洗后放入成分为锌盐的溶液中,并衔接电解装备的负极;在工件的对面放置锌板衔接在电解装备的正极 ,接通电源,应用电流从正极向负极的定向移动,就会在工件上沉积一层锌.热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属笼罩层的一种办法,是将工件除油.酸洗.浸药.烘干后浸入熔解的锌液里一准时光,提出来即可.二.道理差别冷镀锌应用化学道理将锌合金分别成锌离子,附着在钢铁概况,一般锌层薄,钢铁在一般情况下很轻易锈蚀.一般冷镀锌用于各类钢成品和修建物的防腐,冷镀锌的镀锌量很少,每平方米只有10-50g.热镀锌众所周知,锌的抗大气腐化的机理有机械呵护及电化学呵护,在大气腐化前提下锌层概况有ZnO.Zn(OH)2及碱式碳酸锌呵护膜,必定程度上减缓锌的腐化,这层呵护膜(也称作“白锈”)受到损坏又会形成新的膜层.当锌层损坏轻微,危及到铁基体时,锌对基体产生电化学呵护,锌的尺度电位是-0.76V,铁的尺度电位是-0.44V,锌与铁形成微电池时锌作为阳极被消融,铁作为阴极受到呵护.热镀锌层形成进程是铁基体与最外面的纯锌层之间形成铁-锌合金的进程,工件概况在热浸镀时形成铁-锌合金层,如许可让铁与纯锌层之间很好联合,其进程可简略地论述为:当铁工件浸入熔融的锌液时(一般熔融的锌液为455℃阁下),起首在界面上形成锌与α铁固熔体.这是基体金属铁在固体状况下溶有锌原子所形成一种晶体,两种金属原子之间是融会,原子之间引力比较小.是以,当锌在固熔体中达到饱和后,锌铁两种元素原子互相集中,集中到(或称之为“渗入”)铁基体中的锌原子在基体晶格中迁徙,逐渐与铁形成合金,而集中到熔融的锌液中的铁就与锌形成金属化合物FeZn13,沉入热镀锌锅底,即为锌渣.当工件从浸锌液中移出时概况形成纯锌层,为六方晶体.其含铁量不大于0.003%,热镀锌笼罩才能好,镀层精密,无有机物搀杂.三.外不雅差别冷镀锌外表比较滑腻.通亮.平均.平整,采取黑色钝化工艺的电镀层也黄绿色为主色,呈七彩.采取白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的镀层与阳光呈必定角度下略显七彩.冷镀钢钢管内只有两头有少许锌层,再往里没有镀锌层,冷镀锌钢管两头一样滑腻,绝对没有锌瘤产生,且钢管外表没有履行尺度.在庞杂工件的角棱部位轻易产生“电烧”而成灰暗,该部位锌层较厚.在阴角部位易形成电流逝世角而产生欠电流灰暗区,该区域锌层较薄.工件整体无锌瘤.结块等现象.热镀锌外不雅与冷镀锌比拟,色彩较暗,略微显光滑,没有冷镀锌滑腻,外不雅呈银白色,轻易产生工艺水纹和少许滴瘤,尤其是在工件的一端较为显著,且概况不发亮,不太反光.热镀锌钢管的两头有蓝色油墨印的箍,通体有履行尺度和规格型号.在热镀锌钢管的一端有锌针或少许瘤挂,表里都有完全的镀锌层.总之,热镀锌的锌层比冷镀锌的锌层厚几十倍,防腐化机能也是冷镀锌的几十倍.在今朝,许多企业选择钢格板,格栅板,钢格栅板产品,用于工场内部平台踏板,天花吊顶等施工项目.依据项目标不合,客户对产品德量的请求也不合,尤其是在镀锌质量请求上.国内的镀锌方法分为冷镀锌和热镀锌.两者毕竟消失多大的不同:道理:热镀锌笼罩才能好,镀层致密,无有机物搀杂.众所周知,锌的抗大气腐化的机理有机械呵护及电化学呵护,在大气腐化前提下锌层概况有ZnO.Zn(OH)2及碱式碳酸锌呵护膜,必定程度上减缓锌的腐化,这层呵护膜(也称白锈)受到损坏又会形成新的膜层.当锌层损坏轻微,危及到铁基体时,锌对基体产生电化学呵护,锌的尺度电位-0.76V,铁的尺度电位-0.44V,锌与铁形成微电池时锌作为阳极被消融,铁作为阴极受到呵护.显然热镀锌对基体金属铁的抗大气腐化才能优于电镀锌.热镀锌层形成进程是铁基体与最外面的纯锌层之间形成铁-锌合金的进程,工件概况在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好联合,其进程可简略地论述为:当铁工件浸入熔融的锌液时,起首在界面上形成锌与α铁(体心)固熔体.这是基体金属铁在固体状况下溶有锌原子所形成一种晶体,两种金属原子之间是融会,原子之间引力比较小.是以,当锌在固熔体中达到饱和后,锌铁两种元素原子互相集中,集中到(或叫渗入)铁基体中的锌原子在基体晶格中迁徙,逐渐与铁形成合金,而集中到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣.当工件从浸锌液中移出时概况形成纯锌层,为六方晶体.其含铁量不大于0.003%冷镀锌工艺用于呵护金属防止腐化,为此应用了锌填料的涂料,在应用任何一种涂敷的办法将其涂在被呵护概况,湿润之后形成锌填料涂层,在湿润涂层中具有含量的锌(达到95%).合适于补缀工作(即在补缀工作进程中,仅在被呵护的钢概况毁伤的地方,只要补缀好概况就可以从新涂敷).冷镀锌工艺用于各类钢成品和修建物的防腐.(冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐化性比热浸镀锌相差许多.采取电镀锌的价钱相对便宜一些.现实上,冷镀锌的后果,顶多和涂防绣油相当,甚至不如!!构造受力症结部位,万万当心,特殊是外露部位!钢铁在冷却的前提下在概况镀锌,而热镀锌是钢管在热浸的前提下对概况镀锌,它的附出力很强,不轻易脱落,热镀锌管固然也消失锈蚀的现象,但在很长的周期可以知足技巧.卫生请求1.电镀层平均,厚度很薄;热镀层较厚,厚度不平均.2.电镀外不雅光明,热镀色彩较暗.3.电镀层因为较薄,耐蚀性较差.热镀层因为较厚,并且与基体金属形成渗入层,耐蚀性好工件防腐热浸锌工艺流程图:浸锌件检讨 -- 除油 -- 酸性除锈--浸溶剂 -- 烘干 -- 浸锌 -- 冷水爆光-- 钝化--清洗 --整修 -- 磨练--打包 --入库.带钢镀锌工艺具体流程:冷轧卷检讨→ 去捆带→ 开卷机→ 平头机→ 剪切→ 焊机→ 碱洗段→ 清洗段→进口活套→ 退火炉→ 锌锅→气刀→ 锌花装配→空冷→水冷→拉矫机→光整机→ 辊涂铬化→湿润和冷却装配→出口活套→概况缺点检测装配→ 切边机和废料处理装配→ 静电涂油机→ 卷取机→ 打捆机→打包→入库1.除锈(酸洗盐酸18% ±)2.清洗(流淌水<30 m3/天)3.助镀剂(氯化铵.氯化锌.水<50℃± )4.烘干5.浸锌(锌稀土合金.合金铝 455℃± )6.冷却.钝化(硫酸.铬酸)7.后道处理二.月临盆量1000T---1500T三.污水排放量小于30 m3 / 天污水中成分:氯化亚铁≥3% ;铬酸≥0.05%硫酸≥0.03‰镀锌分为热浸式(热镀)和电镀(冷镀),热浸式钢材要经由酸洗水洗烘干后放入锌埚内,然后经由水冷钝化烘干等程序,这里锌埚里的锌在高温下是液态的,直接与钢铁概况形成锌铁合金,一般锌层厚,钢材耐腐化.电镀时应用化学道理将锌合金分别成锌离子,附着在钢铁概况,一般锌层薄,钢铁在一般情况下很轻易锈蚀.热镀锌钢管的两头有蓝色油墨印的箍,通体有履行尺度和规格型号;在热镀锌钢管的一端有锌针或少许瘤挂,表里都有完全的镀锌层,外不雅没有冷镀锌滑腻;冷镀锌镀层有光明,与太阳成必定角度下这种光明成七彩,冷镀钢管孔内只有在两头有少许锌层,再往里没有镀锌层,冷镀锌国内钢管两头一样滑腻,绝对没有锌瘤产生.外表没有履行尺度.。
电镀锌工艺及其流程图:镀锌分为冷镀锌和热镀锌。
冷镀锌是化学镀锌,厚度只能达到8微米左右。
热镀锌又称热浸镀锌,是把镀件放在熔化的锌池内,靠机械附着力粘附在工件上。
热镀锌的厚度可达200微米,防腐寿命远大于冷镀锌原材料镀锌区分:1. 热浸锌(表面是灰色)2. 电镀锌(表面是锌色花纹)零件镀锌区分:1. 电镀锌:电化学工艺2. 机械镀锌:机械工艺电镀锌在操作工艺区分:1. 挂镀锌2. 滚镀锌电镀锌在化学药水区分:1. 酸性镀锌: (再分为钾系与铵系)2. 碱性镀锌: (再分为有氰, 与无氰)电镀锌在环保上区分:1. 三价铬环保钝化2. 六价铬不环保钝化电镀锌在钝化颜色上区分:1. 彩色钝化2.本色钝化(白色钝化)3. 蓝色钝化4.黑色钝化5.绿色钝化常用表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→ 除锈→ │ → 纯化→ 干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌ 浸脱水防锈油││ 烘干除油→除锈→常温发黑→│ 浸肥皂液——→ 浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→ 亲水→ 预粗化(PC≥50%)→ 粗化→ 中和→ 整面→ 活化→ 解胶→ 化学沉镍→ 镀焦铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镀封→ 镀铬(5)PCB电镀工艺流程除油→ 粗化→ 预浸→ 活化→ 解胶→ 化学沉铜→ 镀铜→ 酸性除油→ 微蚀→ 镀低应力镍→ 镀亮镍→ 镀金→ 干燥(6)钢铁件多层电镀工艺流程除油→ 除锈→ 镀氰化铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镍封→ 镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→ 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 非它电镀2、非打磨件→ 热浸除油→ 电解除油→ 酸蚀→ 其它电镀(8)锌合金件镀前处理工艺流程除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 镀碱铜→ 镀酸铜或焦磷酸铜→ 其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→ 浸酸→ 二次沉新→ 镀碱铜或镍→ 其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→ 干燥→ 喷沫或喷粉→ 烘干或粗化→ 成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→ 染色→ 封闭→ 干燥→ 成品(10)铁件镀铬工艺流程:除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→ 镀铬或其它除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择)→ 镀铬(11)锌合金镀铬工艺流程除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→ 纯水洗(2-3次)→预浸→ 电叻架→ 回收→ 纯水洗(2-3次)→ 烘干→ 成品。
镀铝锌机组工艺流程一、基本技术参数:(一):原料工艺参数1、原料材质:优质冷轧低碳钢2、钢种:SPCC、SPCD、08F、08AL、Q195、Q215、ST12、08YU3、抗拉强度:800N/mm2(max),屈服强度:735N/mm2(max)4、原料规格:厚度:0.20-2。
0mm,(现最大上机厚度1.5 mm)宽度:700-1270mm5、钢卷外径: Φ900-Φ1950mm,钢卷内径: Φ508mm6、钢卷重量:最大重量:23吨,最小重量:7。
5吨,(吊车设计卷重20吨)7、带钢条件:7.1、表面乳液含油量:小于600mg/m2 单面7。
2、表面铁粉附着量:小于150mg/m2 单面7。
3、不平度:每1米不大于12mm7.4、镰刀弯:每2米不大于6mm7.5、边部:平直、无毛刺、无皱折、无裂纹和破裂7。
6、钢卷塔形:小于20mm(二)、镀铝成品工艺参数1、钢种:SPCC、SPCD、08F、08AL、Q195、Q215、ST12、08YU2、抗拉强渡:560N/mm2(max),屈服强渡:250-450N/mm2(max), 4、成品规格:厚度:0.20-2。
0mm,宽度:700—1250mm5、钢卷内径:Φ508mm6、钢卷重量: 5-10吨,7、镀层厚度: 60-180g/m28、生产能力:20万吨/年9、退火级别:CQ板二、机组工艺流程图原料卷开包开卷机上卷横切剪切带头焊机焊接脱脂段脱脂入口活套连续退火炉还原退火锌锅热镀铝锌冷却塔快冷带钢拉矫机拉矫直带钢钝化机钝化钢板表面出口活套出口横切剪分卷卷取机卷取卸卷小车卸卷称重台称重打包成品卷三、机组工艺流程说明1、入口段成品冷轧卷进入原料库之后,吊到开包区进行开包,然后用吊车吊到鞍座上等待上卷,开卷机卷筒的钢卷甩尾后,上卷小车将钢卷上到开卷机卷筒上进行上卷,通过卷筒旋转和导板的作用,把头部破损带钢进入横切剪进行剪切,等另一个开卷机生产完带尾停在焊机后,将剪切好的头部带钢与在线带钢进行焊接。