锪钻规格
- 格式:doc
- 大小:309.00 KB
- 文档页数:4

6.4 钻孔、扩孔、锪孔加工工艺编程6.4.1 实体上钻孔加工用钻头在实体材料上加工孔的方法,称为钻孔。
钻削时,工件固定,钻头安装在主轴上做旋转运动(主运动),钻头沿轴线方向移动(进给运动)。
在实体上钻孔刀具有普通麻花钻、可转位浅孔钻及扁钻等。
1.实体上钻孔加工刀具⑴麻花钻麻花钻是一种使用量很大的孔加工刀具。
钻头主要用来钻孔,也可用来扩孔。
麻花钻如图6-4-1(a)所示,柄部用于装夹钻头和传递扭矩,工作部分进行切削和导向。
图6-4-1麻花钻①柄部:根据柄部不同,麻花钻有莫氏锥柄和圆柱柄两种。
直径为0.1~20㎜的麻花钻多为圆柱柄,可装在钻夹头刀柄上(如图6-4-1a所示)。
直径为8~80 mm 的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,刀具长度不能调节(如图6-4-1b所示)。
中等尺寸麻花钻两种形式均可选用。
②工作部分工作部分又分为导向部分及切削部分。
导向部分:麻花钻导向部分起导向、修光、排屑和输送切削液作用,也是切削部分的后备。
切削部分: 如图6-4-1d所示:麻花钻的切削部分有两个主切削刃、两个副切削刃和一个横刃。
两个螺旋槽是切屑流经的表面,为前刀面;与孔底相对的端部两曲面为主后刀面;与孔壁相对的两条刃带为副后刀面。
为了提高麻花钻钻头刚性,应尽量选用较短的钻头,但麻花钻的工作部分应大于孔深,以便排屑和输送切削液。
图6-4-2钻引正孔刀具2.钻引正孔刀具在加工中心上钻孔,因无夹具钻模导向,受两切削刃上切削力不对称的影响,容易引起钻孔偏斜,因此一般钻深控制在直径的5倍左右之内。
一般在用麻花钻钻削前,要先用中心钻,或刚性好的短钻头,打引正孔,用以准确确定孔中心的起始位置,并引正钻头,保证Z向切削的正确性。
如图6-4-2所示刀具为常用于钻削引正孔的刀具,图6-4-2a是中心孔钻头,图6-4-2b刀尖角为一定角度的点钻,图6-4-2c是球头铣刀,球头面上具有延伸到中心的切削刃。
引正孔钻到指定深度后,不宜直接抬刀,而应有孔底暂停的动作,对引导面进行修磨(常常用G82循环加工引正孔)。

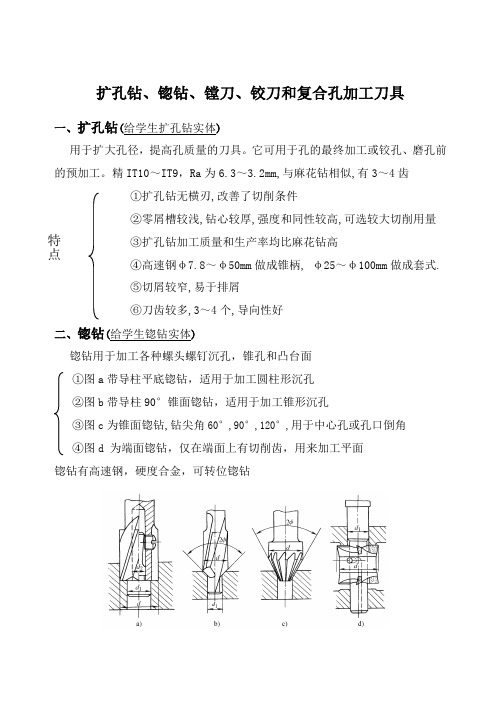
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具一、扩孔钻(给学生扩孔钻实体)用于扩大孔径,提高孔质量的刀具。
它可用于孔的最终加工或铰孔、磨孔前的预加工。
精IT10~IT9,Ra 为6.3~3.2mm,与麻花钻相似,有3~4齿①扩孔钻无横刃,改善了切削条件②零屑槽较浅,钻心较厚,强度和同性较高,可选较大切削用量③扩孔钻加工质量和生产率均比麻花钻高④高速钢φ7.8~φ50mm 做成锥柄, φ25~φ100mm 做成套式. ⑤切屑较窄,易于排屑 ⑥刀齿较多,3~4个,导向性好二、锪钻(给学生锪钻实体)锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面 ①图a 带导柱平底锪钻,适用于加工圆柱形沉孔 ②图b 带导柱90°锥面锪钻,适用于加工锥形沉孔③图c 为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角 ④图d 为端面锪钻,仅在端面上有切削齿,用来加工平面 锪钻有高速钢,硬度合金,可转位锪钻特点三、镗刀镗刀是广泛使用的孔加工工具,一般镗孔达IT9~IT8,精细镗达IT6,Ra为1.6~0.8mm,镗孔能纠正孔的直线性误差,获得高的位置精度,特别适合于箱体零件的孔系加工.镗孔是加工大孔的唯一精加工方法,镗刀分为单刃镗刀、双刃镗刀。
㈠单刃镗刀图为镗床上用的机夹式单刃镗刀,它具有结构简单,制造方便,通用性好等优点。
镗育孔或阶梯孔时,δ=10°~45°镗通孔δ=0°镗床上用的单刃镗刀㈡双刃镗刀有两个切削刃参加切削,背向力相互抵消,不易引起振动,常用的有固定式镗刀块,滑槽式和浮动镗刀1、固定式镗刀块镗刀块适用于小批生产加工箱体零件孔小。
2、滑槽式双刃镗刀,镗孔范围φ25~φ250mm,广泛用于数控机床滑槽式双刃镗刀可调节硬质合金浮动铰刀3、浮动镗刀将浮动镗刀装入镗杆的方孔中,无需夹昆,通过作用在两侧切削刃上的切削力来自动定心,因此它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到IT7~IT6,Ra为1.6~0.2μm浮动镗刀无法纠正孔的直线性误差和位置误差浮动镗刀结构简单,刃磨方便,但操作费事,加工孔径不能大小,镗杆上方孔制造困难,切削效率低,因引适用于单件,小批生产中加工直径较大的孔.§8.2 铰刀铰刀用于中小直径孔的半精加工和精加工。

钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
钻头型号规格表_钻头型号尺寸表【太全了】内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12 钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mmφ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 36 0.7 0.05 -0.05 0.8 3.5 36 0.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 422.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 69 4.8 10.0 1004.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 90 8.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
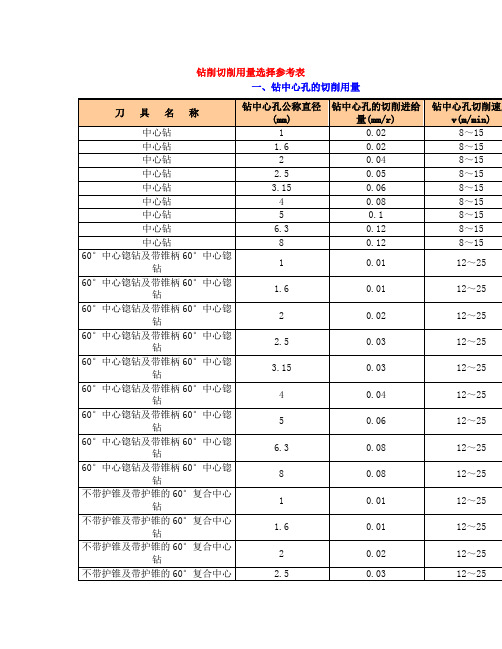
钻削切削用量选择参考表
一、钻中心孔的切削用量
二、高速钢钻头切削用量选择表
3.为避免钻头损坏,当刚要钻穿时应停止自动走刀而改用手动走刀。
三、加工不同材料的切削速度(m/min)
四、硬质合金钻头切削用量选择
五、加工不同材料的切削速度(m/min)
六、高速钢及硬质合金切削用量选择表
七、高速钢扩孔钻扩孔时的切削速度m/min
八、硬质合金扩孔钻扩孔时的切削速度m/min
九、铰刀铰削切削用量选择表
十、高速钢铰刀粗铰削的切削速度m/min(粗铰)
十一、高速钢铰刀铰削的切削速度m/min(精铰)。
锪钻规格三刃锪钻规格、锪钻规格参照单刃锪钻规格东莞立浩数控刀具的直柄锪钻规格斜柄锪钻规格参照锪钻具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削加工、304不锈钢、磨具45号钢、以及有色金属软材质和硬材质都有不同的更好的切削加工功效。
东莞立浩数控刀具进口三刃倒角刀(网站)专业专注直柄直柄锥柄三刃倒角刀
三刃锪钻(倒角刀)是一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink
东莞立浩数控刀具三刃锪钻(倒角刀)加工效果图、直柄倒角刀、倒孔、倒钻倒边、即:锪角、锪边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,
锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥
钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、直柄平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、倒角刀的种类倒角刀分柱形倒角刀、锥形倒角刀端面倒角三种。
(1)柱形倒角刀用于倒圆柱形埋头孔。
柱形倒角刀起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
倒角刀钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和倒角刀做成一体。
(2)锥形倒角刀用于倒锥形孔。
东莞立浩数控刀具锥形的倒角按工件锥形埋头孔的要求不同,有60°、75°、82°、90°、100°、120°等。
其中90°三刃倒角刀的用得最多。
(3)端面倒角刀专门用来锪平孔口端面。
端面锪钻可以保证孔的端面与孔中心线的垂直度。
当已加工的孔径较小时,为了使刀杆保持一定强度,可将刀杆头部的一段直径与已加工孔为间隙配合,以保证良好的导向作用。
锪钻是标准工具,东莞立浩数控刀具,推荐、根据客户加工需求锪孔的种类选用,各种形状和规格、锪钻、。
大多是将毛坯的所需加工面用倒角刀刮平,特别是作螺栓联接的平面,为了使螺栓与结合面垂直,需要把孔底倒平,这就叫倒孔通俗的讲,就是想把两个铸件拿螺栓结合在一起,但是铸件表面不平整,那么就把螺钉孔用刀具钻大一些,让螺钉帽可以放入钻孔,同时为了让螺钉可以垂直的下到孔里,那么支撑螺钉帽的表面也要加工平整,这个加工平整的过程就是锪孔。
所以,倒角刀的底部大多都是用来加工平面的(这里要注意,倒角刀种类很多,它们可以加工出来有角度的面,倒角刀仅仅是其中的小一部分)
东莞立浩数控切削工具公司、位于中国模具工业重镇东莞市长安镇、公司创建于2006年。
公司奔着、诚信、互惠互利、薄利多销、精益求精、实实在在的。
经营思路一步步发展、公司一级代理。
德国贝克、德国美奇峰、法国GEM宝石铰刀、美国TRTW钴钨钢铣刀、TSUN钨钢铣刀、TMG钨钢棒材、TSUN高钴钢铣刀、等品牌;德国Tbeck贝克铰刀、CNC机用铰刀、螺旋铰刀。
法国的、CNC倒角刀、锪钻、宝石M42铰刀、德国悍马测量头。
美国的TRTW、TSUN高钴铣刀、钨钢铣刀、TMG钨钢棒材、高端、高精密、高品质。
切削、钻铰、等高端产品。
公司同时、配备高精设备、制作订制、非标切削、成型刀、钻铰、成型铰刀、铣刀、倒角刀、测量的、无磁寻边器、表式设定器、对刀仪、陶瓷分中棒、传统偏心寻边器、闪光寻边器、进口R规、等等、测量定位产品。
技术的支持、和询问、顾问、产品广泛用于航空制造业、模具制造业、眼镜制造业、汽车零部件制造业、钟表制造业、手机零部件制造业、电子产品制造业、金属和非金属、家具家私制造业、切削、加工、等等领域。
东莞立浩数控刀具、还将在技术资讯技术服务、加上我们完善销售团队和销后服务、相信我们能成您最理想的合作伙伴。
欢迎同行业和制造业的朋友们前来、咨询、磋商、洽谈、技术商讨、技术交流。