我国热连轧带钢生产技术的进步
- 格式:pdf
- 大小:261.64 KB
- 文档页数:4
热连轧带钢生产现状及发展趋势热连轧带钢,听上去是不是有点生硬?它就像是钢铁世界里的“明星”,可是没有那么高调,也没有那么人尽皆知。
说白了,就是把钢材通过一种特殊的热加工方式处理出来,变得又薄又结实,又平滑,特别适合做各种各样的用途。
像汽车、家电、建筑材料等,都是它的“老朋友”。
可以说,没有它,咱们的日常生活都得少了很多现代化的气息。
也许你没怎么注意,但这些看似平凡的带钢,其实已经悄悄走进了咱们的生活。
热连轧带钢的生产过程不简单,得经过一系列复杂的工艺。
钢坯要经过加热炉的“洗礼”,那炉子里面可是火热得很,得让钢坯达到一定温度,才能顺利进入轧机。
这时候,钢坯被轧机轧成薄片,宽度、厚度都可以根据需要调控,真是“一寸长,一寸强”。
这种过程就像是在钢铁的世界里,给钢材做了一次“美容”——变得更加平整、光滑,而且强度也大大提高了。
说到这里,大家可能会觉得这不就是个简单的机械操作嘛,哪里有那么复杂?可事实是,热连轧带钢的生产过程可不止是轧一轧那么简单。
你要保证每一步都精准无误,稍微偏差一点,成品的质量就大打折扣。
尤其是温度的控制,得说是“高精尖”了。
温度过高,钢材就容易出现裂纹;温度过低,又会影响带钢的质量,甚至导致产品不合格。
操作工人和设备都得齐心协力,才能生产出高质量的热连轧带钢。
不过,随着科技的进步,热连轧带钢的生产已经不像以前那么“费劲”。
现在的设备越来越先进,自动化程度也越来越高,很多原本需要人工操作的环节,已经被智能化的机器替代了。
大家都知道,现在的工厂,不光是“钢铁之城”,更是“高科技工厂”。
但即便如此,还是得有经验丰富的操作员在旁边盯着,毕竟科技再先进,人心可不能代替呀。
聊到这儿,不得不提的是热连轧带钢未来的“发展趋势”。
现在,随着市场需求的不断变化,大家对带钢的要求越来越高。
简单的光滑表面和标准尺寸已经不够,越来越多的高附加值产品开始走俏,比如一些特殊用途的带钢,可能要求更高的强度、更好的耐腐蚀性,甚至还有一些环保要求。
QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY毕业设计说明书设计题目:年产200万吨1580热轧带钢生产线工艺设计摘要本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆布置。
产品范围1.5~18mm,典型产品5mm。
产品要求品种广泛,质量优良。
设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核,辅助设备校核,金属平衡、燃料消耗计算。
为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光洁度都有较高要求,对温度有更严格的制度。
粗轧机配置CVC,控制凸度,严格控制中间坯凸度,也提高粗轧压下量。
采取辊道边部加热、层流边部遮挡,保证热卷产品残余应力较小。
采用新型板凸度仪,高效处理凸度信息,实现凸度、平直度自动控制,做到表面光洁,尺寸精度高,为后续冷轧提供合格带卷。
所设计热轧厂装备有高效的带钢轧制自学习模型和调节系统,从而使带钢厚度、板形、宽度、终轧和卷取温度的控制精度极高。
能够使产品达到设计产量和品种质量的要求,满足市场需求。
关键字1580热轧带钢;厚板坯;粗轧CVC轧机;汽车板用热卷IAbstractDesigned to complete the design of the task book requirements (more than 2.0 million tons annual output of varieties of tropical plant and rolling). Choice of 250mm thick billet, dual rough layout reversible binding. Product range 1.5 ~ 18mm. Typical Product 5mm.Wide varieties of product requirements, good quality.The basis of content, including plant design, rolling a point of order, the crown of order, the rolling charts, annual production, the crown of order, the electrical heating calibration, intensity calibration roll, check auxiliary equipment, metal balance, fuel consumption calculation.In order to produce high quality hot rolled plate with the car, rolling on the piece thickness, convexity, surface finish requirements are high, the temperature more stringent system. Take roll edge heating, laminar flow edge block, to ensure thermal residual stress in a small volume products. Instrument using the new crown, high crown of information processing to achieve crown, flatness control, so that smooth surface, size and high precision cold-rolled to provide qualified for the follow-up coil.New plant is equipped with hot-rolled strip steel rolling technology and highly efficient model and conditioning systems, so that the strip thickness, flatness, width, end-rolling coiling temperature control and high accuracy. Enable the production of products to meet the design requirements of the quality and variety to meet market demand.Keywords1580 hot rolling mill, double reversible roughing, CVC rolling, strip for carII目录摘要 (I)Abstract (I)引言 (1)第1章文献概述 (2)1.1热轧宽带钢轧机工艺装备的新发展 (2)1.2发展中的问题 (5)第2章建厂依据及产品大纲 (6)2.1建厂依据 (6)2.2产品大纲 (6)2.2.1 坯料规格和技术参数 (7)2.2.2 产品钢种和分类 (7)第3章轧机的比较与选择 (9)3.1 车间布置及设备选用的原则 (9)3.2 轧机的确定与选择 (9)3.2.1 轧机数量的选择 (9)3.2.2 粗轧机形式的选择 (10)3.2.3 精轧机机组的选择 (11)3.2.4精轧板型控制方式选择 (16)第4章典型产品的压下规程设计 (17)4.1 坯料尺寸 (17)4.2粗精轧机组压下量分配 (17)4.3确定速度制度 (20)4.3.1粗轧速度制度的确定 (20)4.3.2精轧速度制度的确定 (21)4.3.3精轧机组轧制延续时间 (22)4.4确定轧制温度制度 (22)4.4.1 粗轧各道次温度确定 (23)4.4.2 精轧各道次温度确定 (24)4.5转速的计算 (24)III河北联合大学轻工学院IV4.5.1前滑值的计算 (24)4.5.2轧辊转速的计算 (26)4.6各机架的空载辊缝值得设定 (27)4.7轧制力矩的计算 (28)4.7.1附加摩擦力矩m M (29)4.7.2空转力矩Mk (31)4.7.3动力矩的计算 (33)第5章 轧制图表与年产量计算 (34)5.1轧制图表的基本形式及其特征 (34)5.1.1单机座可逆式轧机的工作图表 (34)5.1.2连续式轧机的工作图表 (35)5.1.3本次设计轧制图表 (36)5.2 轧钢机的产量计算 (36)5.2.1轧钢机年产量的计算 (37)5.2.2轧钢机平均小时产量的计算 (37)5.2.3轧钢车间年产量的计算 (38)第6章 轧辊强度的校核与电机能力验算 (40)6.1轧辊的强度校核 (40)6.2支撑辊弯曲强度 (40)6.3工作辊扭转强度校核 (42)6.4工作辊与支撑辊的接触应力校核 (45)6.5电机的校核 .............................................................................................. - 48 -6.6主电机的功率计算 (51)第7章 辊型的凸度计算 (53)7.1出口板带凸度计算 (53)7.2热凸度计算 (54)7.3轧制力挠度的计算 (55)7.4 CVC 凸度的计算 (57)第8章 辅助设备的选择 (59)8.1加热炉的选择 (59)8.2除鳞设备的选择 (60)8.3辊道的选择 (62)8.4剪切设备的选择 (64)8.5冷却设备的选择 (65)8.6卷取机的选择 (65)8.7活套支撑器 (67)8.8热卷箱的选择 (67)8.9板坯宽度侧压设备 (69)第9章金属平衡与其他消耗 (72)9.1金属平衡 (72)9.2其他消耗 (73)第10章轧钢车间平面布置及经济技术指标 (74)10.1轧钢车间平面布置 (74)10.1.1 轧钢车间平面布置的原则 (74)10.1.2 金属流程线的确定 (75)10.2 车间技术经济指标 (76)10.2.1 各类材料消耗指标 (76)10.2.2 综合技术经济指标 (79)总结 (82)参考文献 (83)致谢 (1)V引言近几年来我国集中建设了一大批宽带钢热轧机,数量之多,建设速度之快,不仅在我国,在全世界也是空前的。
热轧带钢技术论文(2)热轧带钢技术论文篇二热轧带钢轧后控制冷却技术的发展及比较摘要:本文对国内外热轧带钢轧后控制冷却技术从20世纪20年代到现在的发展做了介绍,同时对不同控制冷却方式进行了比较。
关键词:热轧带钢,控制冷却,喷水冷却,层流冷却,水幕冷却,超快速冷却UFC。
控制轧制和控制冷却技术已发展成为现代轧钢技术的一项重要工艺。
近年来,随着市场对热轧带钢的需求量增大,对钢材的质量要求也越来越高,不仅要求有很好的表面质量,对钢材的组织力学性能更是提出了更高的要求。
热轧带钢卷取温度的控制是整个热轧生产成品的最后一个环节,为了获得所需要的微观组织形态和力学性能,要求实现快速有效的轧后冷却,使得钢材冷却过程中的温度控制要求更严格。
轧后冷却是控制热轧带钢最终机械性能和板形质量的一个关键环节,这已成为全世界业内研究人员的共识。
控制冷却技术是从对控制冷却工艺及有关理论的系统研究、控制冷却系统、控制冷却装置三方面逐步发展起来的。
1.国内外轧后控制冷却的发展90年代,欧美各国也相继在现有设备改造、新技术的引进、全面生产跟踪、管理系统自动化等诸多方面做了大量的工作。
苏联伊里奇-日丹诺夫1700mm热带钢轧机层流冷却装置,采用了一种新型的“管套管”喷嘴,内管输送压缩空气,外管送水,形成细雾化的水汽混合物喷柱,实现了在线水-空冷却。
在供水量不变的条件下,解决了厚度5-10mm带钢冷却不足问题。
日本钢厂针对冷却设备存在的问题再次进行改造,使卷取温度的精度大幅度提高。
截止1994年,对于厚度2.4mm,卷取温度550℃的普碳钢,99%的热轧带钢卷取温度可控制在士20℃以内。
日本水岛厂热带钢轧机冷却设备进行了一系列改造,流量控制阀采用了响应时间仅为0.5秒,使用寿命超过75万次后仍不漏水的活塞阀,设计出I/D=28(过去为20)的新喷嘴,确定喷嘴最佳安装高度,从而提高了冷却能力,提高了冷却精度,尽管末架精轧机出口温度有波动,卷取温度仍控制在10℃目标范围内。
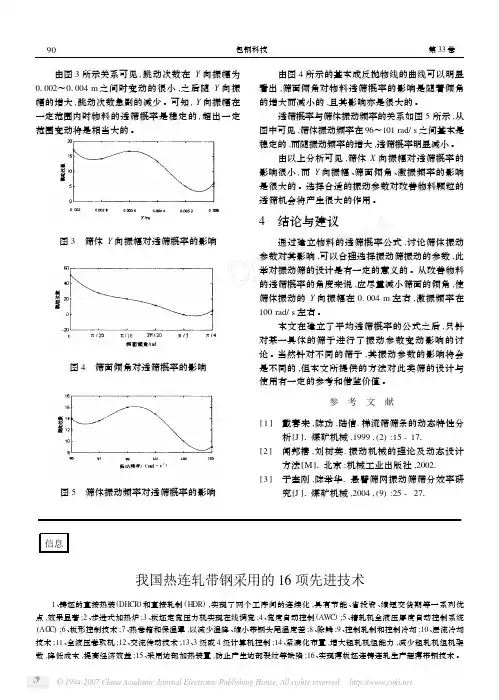
由图3所示关系可见,跳动次数在Y 向振幅为01002~01004m 之间时变动的很小,之后随Y 向振幅的增大,跳动次数急剧的减少。
可知,Y 向振幅在一定范围内时物料的透筛概率是稳定的,超出一定范围变动将是相当大的。
图3 筛体Y向振幅对透筛概率的影响图4 筛面倾角对透筛概率的影响图5 筛体振动频率对透筛概率的影响 由图4所示的基本成反抛物线的曲线可以明显看出,筛面倾角对物料透筛概率的影响是随着倾角的增大而减小的,且其影响亦是很大的。
透筛概率与筛体振动频率的关系如图5所示,从图中可见,筛体振动频率在96~101rad/s 之间基本是稳定的,而随振动频率的增大,透筛概率明显减小。
由以上分析可见,筛体X 向振幅对透筛概率的影响很小,而Y 向振幅、筛面倾角、激振频率的影响是很大的。
选择合适的振动参数对改善物料颗粒的透筛机会将产生很大的作用。
4 结论与建议通过建立物料的透筛概率公式,讨论筛体振动参数对其影响,可以合理选择振动筛振动的参数,此举对振动筛的设计是有一定的意义的。
从改善物料的透筛概率的角度来说,应尽量减小筛面的倾角,使筛体振动的Y 向振幅在0.004m 左右,激振频率在100rad/s 左右。
本文在建立了平均透筛概率的公式之后,只针对某一具体的筛子进行了振动参数变动影响的讨论。
当然针对不同的筛子,其振动参数的影响将会是不同的,但本文所提供的方法对此类筛的设计与使用有一定的参考和借鉴价值。
参 考 文 献[1] 戴春来,陈功,陆信.梯流筛筛条的动态特性分析[J ]1煤矿机械,1999,(2):15-171[2] 闻邦椿,刘树英.振动机械的理论及动态设计方法[M]1北京:机械工业出版社,20021[3] 于奎刚,陈举华.悬臂筛网振动筛筛分效率研究[J ]1煤矿机械,2004,(9):25-271信息我国热连轧带钢采用的16项先进技术1、铸坯的直接热装(DHCR )和直接轧制(H DR ),实现了两个工序间的连续化,具有节能、省投资、缩短交货期等一系列优点,效果显著;2、步进式加热炉;3、板坯定宽压力机实现在线调宽;4、宽度自动控制(AWC );5、精轧机全液压厚度自动控制系统(AG C );6、板形控制技术;7、热卷箱和保温罩,以减少温降、缩小带钢头尾温度差;8、除鳞;9、控制轧制和控制冷却;10、层流冷却技术;11、全液压卷取机;12、交流传动技术;13、3级或4级计算机控制;14、紧凑化布置,增大粗轧机组能力,减少粗轧机组机架数,降低成本,提高经济效益;15、采用边部加热装置,防止产生边部裂纹等缺陷;16、实现薄板坯连铸连轧生产超薄带钢技术。
瓣L宽带钢生产新技术及其特点赵怀玉宋兴潮(莱芜钢铁集团有限公司设备处,山东莱芜271105)脯耍】本文主要简述近年来热轧宽带钢轧机裴备生产的新技术缓其特点,并对其生产新技术进行简要分析。
陕键词】热轧宽带钢;装备;钢热连轧生产声讨支书目前我国热轧宽带钢生产技术已经相当成熟,国内板带钢的生产技术也走在世界前列。
而不同的企业应根据市场需求、技术水平、资金能力、在竞争中选择产品项目,确定本企业的发展前景,发挥本企业的用户群洗势、地域优势、技术优势等,积极地推动国民经济快速发展。
1热轧宽带钢轧机装备生产装备的新技术近年来我国热轧宽带钢机组一方面引进国外具有世界最先进水平的轧机技术装备,另一方面加强国产研发的具有先进水平的轧机。
促使热轧宽带钢在工艺设备技术上有较大的新突破。
1.1连铸坯热送热装技术连铸坯热送热装是指连铸坯在60a℃以上高温时直接装炉或先放入保温装置,以协调连铸与轧钢生产节奏,待机装入加热炉加热,然后再把经过加热105a℃以上的高温连铸坯直接送往轧机轧制。
其技术可以缩短生产周期、减少板坯存放仓库面积及节能等功能。
连铸坯热送热装技术包括炼钢、连铸和热轧统一的生产管理,计算机进行实时控制生产线,设备具有较高的作业率,无缺陷高温连铸坯的生产,连铸和热轧均具有在线调宽的手段,连铸和热轧厂布置紧凑或采取保温快速运输,加热炉采用多段快速步进梁,长行程装^机及热睁陛小的陶瓷纤维耐火炉衬等,以适应热装的需要。
在线补热和保温措施,如连铸和粗轧机间以及情轧机前设边部加热器,中间辊道设保温罩等。
热装轧制工艺在热轧带钢轧机中已经普遍采用,日本、韩国的热轧带钢轧机热装比达到600/0以上,最多可达80%,热装温度达到60a℃以上,近年来我国建设的1580、1750、1780、2250机组在设计大纲中都对热装轧制比例作出了要求。
为加热.直接热装板坯,国外热带钢轧机专门用一座加热炉进行加热。
12中间坯保温技术和边部感应加热技术粗轧机带坯在出口地方较长,造成头尾温差较大,因此,为减少头尾温差较大的现象,对延伸辊道增加保温罩,改善中间坯温度的均匀性。
摘要:本文分别就轧钢工业发展的历史进行概述,然后针对我国轧钢机以及轧钢技术现状和发展趋势进行了概述,并对未来轧钢技术发展的重点和方向进行了分析和预测。
关键词:轧钢机,轧钢技术,技术进步在21世纪的前20年,我国经济建设已经制定了走新型工业化发展道路的战略,作为国民经济支柱之一的钢铁材料产业的发展,必须符合新型工业化的要求,即要符合可持续发展、环境友好、技术创新和信息化的要求,并针对我国人口众多,就业需求大的特点,适当发展劳动密集型产业,这是我国新型工业化发展道路和战略对钢铁材料产业的具体要求,现仅就钢铁工业中所占比重最大的轧钢工艺、技术创新方向予以展望。
一、轧钢工业和技术发展历史改革开放以来,我国的轧钢工业和技术发展充满了活力,钢材产量从1985年的3692万t,发展到1998年的10518万t,居世界轧材产量第一位,已基本满足国内需求。
装备水平不断提高,引进了一批热连轧机、冷连轧机、连轧管机、小型连轧机、高速线材轧机等,使我国钢材的连轧比大幅度提高,特别是新建的一批钢铁生产短流程小钢厂投产,薄板坯连铸连轧板带厂也即将投产,大型和中型H型钢厂已投入生产,这些都成为我国轧钢生产的主力和样板。
取得一批科技成果。
代表性的如武钢1700 m m热连轧机自动化改造及其在太钢、梅山热轧机上的推广应用、宝钢生产系统优化技术、高效连铸技术、连续式小型轧机和高线轧机的国产化工程等。
科技进步对轧钢经济增长的贡献率不断增大。
百余年来冶金工业的发展中,高效的轧钢工业和技术使轧钢始终是钢铁工业中钢材成型的主要方式。
轧制技术的进步,在钢铁工业中也始终是名列前茅,如计算机的应用、连续化生产的实现等,预计在高新技术改造钢铁传统产业中,信息化和智能化管理和控制的轧钢工厂将很快出现。
二、轧钢机的发展1.初轧机的发展初轧机的发展经过了3个阶段, 到20世纪70年代初, 初轧机的轧辊直径已增大到了1500mm。
我国从1959 年开始自行设计制造开坯机, 目前已制700mm,750m m,850m m,1150m m初轧机。
我国热轧带钢生产技术概述1 前言薄板生产从锻造过渡到轧制始于二辊式轧机。
鉴于轧制的薄板宽度越来越宽、厚度越来越薄,采用了增加轧辊直径来增加轧辊的强度。
故导致金属变形抗力增加,轧辊弹性压扁严重,影响产品质量,更薄的产品甚至不能生产。
之后采用了小直径的工作辊,减少与金属接触的面积,用大直径的支承辊增加强度和刚度,于是便出现了三辊劳特式、四辊轧机、多辊轧机和行星轧机等薄板轧机。
热连轧带钢轧制是经美国阿母科公司8年(1913~1921)研究实验,于1923年在阿什兰工厂首先实现的。
宽带钢热连轧机发展可分为四个阶段:第一阶段(第一代),1960年以前建的轧机。
特征:轧制速度10~12m/s,单位宽度卷重5~12kg/mm,钢卷重量10~15t,成品厚度2~10mm,年产量100~200×104t。
第二阶段(第二代),1960~1969年建的轧机。
特征:轧制速度15~21m/s,单位宽度卷重16~22kg/mm,钢卷重量30t左右, 成品厚度1.5~12.7mm,年产量250~350×104t。
第三阶段(第三代),1969年以后建的轧机。
特征:轧制速度23~30m/s,单位宽度卷重19~28.5kg/mm,钢卷重量30t, 成品厚度0.9~25.4 mm,年产量350~600×104t。
近30年以来,由于发达国家板带材供过于求,带钢热连轧机技术的发展,从大盘重、高速度向高质量、高成材率和低成本方向转变,如在线调宽技术、宽度自动控制(AWC)技术、厚度液压自动控制(AGC)技术、板型控制技术、中间辊道保温罩技术、带坯边部加热技术、控制轧制、控制冷却技术、卷取机的改进技术(如助卷辊液压踏步控制、卷筒多级涨缩等)、半无头(长铸坯)、无头(粗轧后飞焊)轧制技术、连铸坯的直接热装(DHCR)技术、连铸坯的直接轧制(HDR)技术和薄(中厚)板坯连铸连轧技术等。
有人将20世纪90年代的薄板坯连铸连轧称为第四阶段(第四代),以超薄带钢无头、半无头连铸连轧为特征。
热轧带钢生产技术摘要热轧带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输和建筑业,同时作为冷轧、焊管、冷弯型钢等生产原料,其产量在钢材总量所占的比重最大,在轧钢生产中占统治地位。
在工业发达国家,热连轧板带钢占板带钢总产量的80%左右,占钢材总产量的50%以上。
世界各国近年来都在注重研制和使用连铸连轧等新技术和新设备来生产板带钢。
关键词:粗轧,精轧,卷取第一章热轧板带钢生产方式1.1传统热连轧方式一般将20世纪80年代以前的热轧带钢连轧成为传统带钢热连轧,年产量可达300万吨以上。
目前我国有半数左右的带钢是通过这种方式生产的。
传统热连轧方式自1924年第一套带钢热连轧机(14700问世以来,其发展已经经历了三代。
20世纪50年代以前是热连轧带钢生产初级阶段,称为第一代轧机,其主要特征是轧制速度低、产量低、坯重轻、自动化程度低;20世纪60年代,美国首创快速轧制技术,使带钢热连轧进入第二代,其轧速达15-20m/s,计算机、测压仪、X射线测厚仪等应用于轧制过程,同时开始使用弯棍等板型控制手段,使轧机产量、产品质量及自动化程度得到进一步提高;20世纪70年代热连轧板带发展进入第三阶段,特点是计算机全程控制轧制过程,轧速可达30m/s,使轧机的产量和产品质量的发展达到一个新的水平。
特别是近十年来,随着连铸连轧紧凑型、短流程成产线的发展,以及正在测验中的无头轧制,极大的改进了热轧生产工艺。
同时,还出现了很多新技术,从节省能源、提高产量、提高质量和成材率四个方面综合了热连轧板带生产中出现的心技术。
1.2 热轧带钢的生产工艺过程传统的热连轧机生产过程包括坯料选择和轧前准备、加热、粗轧、精轧和冷却及飞剪、卷取等工序。
1.板坯的选择和轧前准备热轧带钢生产所用的板坯主要是连铸板坯,只有少量尚存初轧机冶金工厂采用初轧坯。
板坯的选择主要是板坯的几何尺寸和重量的确定。
板坯的厚度选择要根据产品厚度,考虑板坯连铸机和热轧带钢轧机的生产能力。