DCS事故案例分析
- 格式:ppt
- 大小:17.70 MB
- 文档页数:36
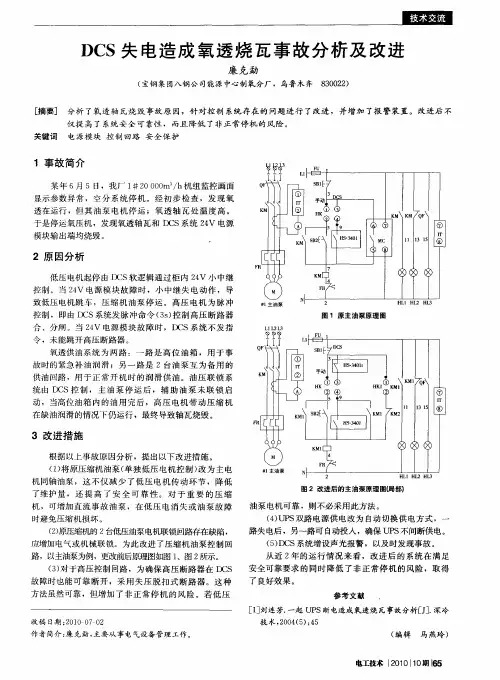
dcs失灵事故案例DCS(Distributed Control System)是分布式控制系统的缩写,是一种集中控制、分散执行的自动化控制系统。
然而,即使是这样一个先进的控制系统,也不是完全没有失灵的可能性。
本文将列举十个DCS失灵事故案例,并对其进行描述和分析。
1. 1986年切尔诺贝利核电站事故(Chernobyl Nuclear Power Plant Accident)这是历史上最严重的核能事故之一,事故原因是DCS控制系统失灵引发了反应堆爆炸,导致大规模辐射泄漏。
2. 2010年Deepwater Horizon石油泄漏事故(Deepwater Horizon Oil Spill)这次事故是由于DCS系统未能及时发现和控制油井压力异常,最终导致海底油井爆炸,造成了严重的石油泄漏。
3. 1999年马尔代夫亚特尔岛度假村火灾(Atoll Adaaran Select Meedhupparu Resort Fire)这次火灾事故的起因是DCS系统失灵,未能及时探测到酒店厨房的火灾,并进行报警和自动灭火。
4. 2003年美国东北部大停电(Northeast Blackout)这次停电事故是由DCS系统失灵引发的,导致美国东北部地区长时间停电,造成了巨大的经济损失。
5. 2011年日本福岛核电站事故(Fukushima Nuclear Power Plant Accident)这次核电站事故是由于DCS系统失灵,无法正常控制反应堆的冷却和安全系统,最终导致了核电站的部分熔毁和辐射泄漏。
6. 2005年德国汉堡国际机场火灾(Hamburg Airport Fire)这次火灾事故是由于DCS系统失灵,未能及时探测到机场停车场的火灾,并进行报警和自动灭火。
7. 2007年英国牛津街电梯故障(Oxford Street Elevator Failure)这次电梯故障事故是由于DCS系统失灵,导致电梯失去控制,造成数十名乘客被困。
DCS典型故障和热控保护动作的分析1.DCS典型故障原因分析与防范对策2.预防DCS系统不正确动作的几点看法3.LC卡通讯中断问题的探讨4.某电厂#4机组高调门关闭问题的分析及处理5.某电厂DCS系统死机离线测试情况6.某热电厂#4机(100MW)DCS通讯紊乱事故的情况7.某厂#2机组DPU异常事件分析及处理8.某电厂#3机组驱动程序不匹配引发的DCS网络通讯故障9.某厂#1炉汽包水位高Ⅲ值MFT动作跳闸10.某厂#4机组DCS人机接口站感染病毒11.一起DCS系统异常的分析及处理12.XDPS组态时间配合异常事件分析13.电动给水泵跳闸原因分折14.某厂#12炉灭火保护动作情况分析15.某厂汽包水位保护误动作原因分析及处理16.某厂#1炉火检控制柜电源故障停机分析17.某公司#1机组汽包水位重大未遂事故的分析18.机组“风量<25%”MFT事故分析19.某电厂#13炉MFT动作原因的分析20.二次风量保护误动MFT原因的分析21.隔离器电源接线松动导致锅炉MFT动作22.某发电厂#3机组8月20日跳闸原因的分析23.三重保护解除造成的断油烧瓦24.某厂#4机组汽机串轴保护误动机组跳闸事故的分析25.某电厂12月6日#2机水位保护拒动事件的分析26.某发电公司热控专业典型事故案例分析27.某电厂#3机UPS电源故障造成DCS失电的分析28.某厂#3机ETS电缆故障引起机组跳闸停机事故29.某机组“DEH跳闸电源故障”案例分析30.DCS电源故障引发的MFT事故分析及预防措施31.从一起电源故障谈DCS电源可靠性32.某电厂#3机组4月26日跳闸解列情况的分析33.强行解除保护造成炉膛爆炸DCS典型故障原因分析与防范对策摘要:本文介绍了国内火力发电机组所应用的几种类型DCS的故障情况,并对发生的故障进行了深入细致地分析,制定出了有效防止DCS故障的方法和措施,大部分方法已得到实际应用,取得了良好的效果,大大减少了运行机组事故的发生。
dcs控制柜发生火灾事故分析一、事故概况某工业企业的生产车间中安装了一台DCS控制柜,负责监控和控制生产线上的各种设备和工艺过程。
一天晚上,员工突然发现控制柜发出浓烟,并且有火焰冒出。
紧急情况下,工作人员立即启动了消防系统,将火灾扑灭,并疏散了周围的员工。
经初步调查,火灾是由控制柜内部的一台电源模块起火引起的。
二、分析原因1.设备老化控制柜内的电源模块经长时间使用,可能由于老化或者质量问题产生短路或者过热现象,从而引发火灾。
2.环境条件控制柜所在的环境条件对控制柜的安全运行至关重要。
空气中的湿度、温度等因素都会影响控制柜内部设备的运行状态。
如果环境条件不良,可能会导致设备发生故障,甚至引发火灾。
3.维护保养不当控制柜作为生产线上一个重要的设备,需要经常进行维护保养,确保各种设备的安全可靠。
如果维护保养不当,可能会导致设备故障,进而引发火灾。
4.设备设计缺陷有些控制柜可能存在设计上的缺陷,比如导热性能不良、连接端子不牢固等,这些问题都有可能成为火灾发生的隐患。
5.人为因素人为疏忽、误操作也是造成火灾的原因之一,比如在维护控制柜时没有按照规定操作,或者接线不慎引发火灾。
三、预防措施1.定期检查和维护对控制柜内的各种设备进行定期检查和维护是预防火灾的重要措施。
包括清理设备周围的杂物、检查设备的线路、接口是否松动、检查设备的供电线路等。
2.保持环境条件确保控制柜所在的环境条件良好,包括控制柜的通风情况、湿度、温度等因素都要符合设备的运行要求。
3.培训员工加强员工的安全意识和操作技能培训,确保在操作控制柜时能够按照规定操作,避免人为因素引发火灾。
4.设备更新对老化或者质量问题较大的设备及时更换,不要因小而不修,确保设备的高效运行。
5.设计防火措施设计控制柜时,应该考虑防火的因素,确保控制柜内的设备采用耐高温、耐腐蚀、导热性能优良的材料,减少火灾发生的可能性。
四、应急处理一旦发生火灾,应立即采取相应的应对措施,包括启动消防系统、立即协调疏散周围人员、联络消防队伍等。
从DCS遭雷击的案例分析到防患于未然(一)1DCS遭雷击的典型案例1.1某化工公司污水处理装置的雷击案例分析雷击时间:2002年6月28日。
现场环境:装置周围空旷、潮湿、有高压输电线,是明显的引雷点。
该装置的DCS在厂长办公室内设立了一个监控站,从控制室到厂长办公室的通信电缆,在室外大概有6米的一段长度是和建筑物的避雷带(相距仅100mm)平行敷设的。
事故情况和事故原因:由于建筑物遭雷击时,避雷带中的雷电流通过电磁感应,将高电位沿着通信电缆引入系统,故将两端的网卡击穿。
解决方法:方案一:拉开通信电缆和避雷带的距离。
将通信电缆重新敷设,保持和避雷带、引下线起码要相隔2米以上的距离。
同时还应在金属走线槽的两端接地,槽与槽之间保持良好的电气连接。
方案二:改用光纤通信。
一点思考:该装置的所有I/O信号电缆全部在0.8米以下,并用金属走线槽或穿金属管埋地敷设,所以任凭雷击,所有的I/O卡都安然无恙。
这就引起我们的思考——关于信号传输线的双层屏蔽为什么能起到防雷的作用。
1.2关于信号传输线的双层屏蔽对信号电缆的屏蔽,许多行业规范(如国家石油和化学工业局于2000年发布的《仪表系统接地设计规定(HG/T20513-2000)》)对屏蔽电缆的接地,原则上是规定一端接地,另一端悬空。
但单端接地只能防静电感应(即电容性耦合),抑制不了由于电磁感应(即电感性耦合)所产生的干扰,无碍于雷电波的侵入。
为此,除了内屏蔽层的一端做等电位连接外,还应增加有绝缘隔开的外屏蔽层,外屏蔽层应至少在两端做等电位连接。
在雷击时外屏蔽层与地构成了环路,感应出一电流,该电流产生的磁通抵消或部分抵消源磁场强度的磁通,从而抑制或部分抑制无外屏蔽层时所感应的电压(见图2)。
通常,利用金属走线槽或穿金属管作为外屏蔽层,但必须保证槽与槽之间或金属管与金属管之间连接良好且两端接地(管线较长时,宜每隔30米设一个接地点)。
图2双层屏蔽的防雷原理对信号电缆的屏蔽,许多行业规范(如国家石油和化学工业局于2000年发布的《仪表系统接地设计规定(HG/T20513-2000)》)对屏蔽电缆的接地,原则上是规定一端接地,另一端悬空。
事故名称:液位计冻住导致储罐液位抽空工段停车4小时事故经过:11月20日早,某储罐液位计显示50%左右,但操作工发现泵震动较大,下游无流量,以为泵有问题,倒副泵情况如上,导致整个工段停车后检查储罐里已经没有介质,实际液位为0,后检查发现远传液位计冻事故后果:造成工段停车4小时经验教训:1.经常检查液位计显示情况,特别是DCS趋势为一直线长期无变化时,应立即通知仪表及现场巡检现场确认,冬季尤其如此2.冬季做好仪表保温伴热工作,现场加强巡检事故名称:制氢装置LINDE PSA 变压吸附工段多个床层下线停车事故经过:仪表风中含水气量大,到天气突然变冷,易产生水气冷凝现象,导致电磁阀带水,进料调节阀关闭.造成停车事故后果:造成工段停车24小时经验教训:PSA厂房里加伴热管,同时把进出口的房门加保温门帘,故障现象有所改善.事故名称:加氢反应器顶仪表伴热堵漏时,引发火灾事故经过:加氢反应器顶仪表伴热堵漏时,发生着火现象,因为仪表引压管漏H2,而且引压管与伴热管紧贴着,引压管(白钢管)被伴热管“腐蚀”形成砂眼,引起氢气泄漏。
事故后果:加氢装置部分停车2小时。
经验教训:腐蚀严重的更换新白钢管,没腐蚀的在引压管与伴热管之间加薄石棉板隔开。
事故名称:制氧装置空冷塔液位计故障造成分子筛带水事故事故经过:空冷塔液位计采用差压变送器测量,变送器故障后输出一个值,这个值小于液位控制器设定值,使得液位调节阀一直往空冷塔里大开度的加水,造成空冷塔液位过高,使得空气带有带有大量的水进入了分子筛事故后果:制氧装置停止产氧3天。
经验教训:变送器出故障是很难在点检中发现的,这种情况下在DCS 趋势为一直线长期无变化时,工艺应立即到现场去检查。
事故名称:炼油厂催化反应器热电偶保护套管被催化剂磨穿,导致拆热偶丝的时候催化剂喷出事故经过:操作工反应催化反应器有一个热偶显示不对,仪表工去现场测量发现热偶坏,此热偶为非铠装带护管热偶,仪表工想抽出坏的热偶丝换新的,没想到护管已经被催化剂摩穿,在热偶丝拆出的一瞬间几百度的催化剂喷出,幸亏当时仪表工师傅躲的快,没被喷出的催化剂烫伤,后来仪表工带着隔热手套把热偶的盖子给拧上才堵住事故后果:在堵催化剂的时候仪表工的手被烫伤经验教训:在做一些理论上没有危险的工作时也要考虑其他引起危险的因素事故名称:烧嘴冷却水流量计前后流量差大导致气化炉停车经过检查发现事故经过:12月20日中午,烧嘴冷却水流量计三选二停车,导致气化炉停车经过检查发现现场入口流量计冻,流量计安装在气化炉两侧,本身气化炉辐射热量较高,但当天当地降温,窗户打开冷风正对着流量计,当天气温大概在-23度左右,在停车前十分钟一个流量计超上限,但操作工未发现,第二个冻导致三选二停车事故后果:造成工段停车6小时,气化炉重新开车一次经验教训:1.冬季做好仪表保温伴热工作,现场加强巡检,对重要仪表即使在室内也必须做好保温2.中控操作工加强巡检,对重要报警及时联系仪表人员处理,紧急情况先切除连锁事故名称:入汽提塔高压蒸汽安全阀启跳事故经过:工艺反应该管线压力不准,仪表工到现场检查仪表,在检看仪表时导致仪表掉电归零,结果引起投用自动的调节阀全开,导致安全阀启跳。
中控事故案例总结(热门3篇)中控事故案例总结第1篇某天凌晨3∶00左右,中控室有几台操作站监控界面突然全部变灰色,点开设备操作图标既看不到设备运行状态也无法对设备进行操作,实时数据均显示为0,该现象持续几秒后画面出现闪屏并自行恢复正常,整个过程持续不到10s。
操作员观察一段时间后发现生产未出现异常操作也并未受到影响,就未把该情况跟DCS技术人员反映,但到凌晨4∶00时所有操作站监控画面全部变灰色无法操作,操作员立刻通知DCS技术人员。
操作员按要求先查看服务器运行情况时发现两台服务器运行界面都弹出红色运行错误提示要求重启,服务器重启后服务器和操作站监控全部恢复正常。
白班时DCS技术人员通过查看服务器历史故障记录,发现3∶00时主服务器首先出现运行错误,导致读取该服务器数据的几台操作站数据全部断线无法操作,闪屏后自动恢复正常是由于这几台操作员站自动切换到读取从服务器数据,因此中控操作并未受到影响,而到4∶00时从服务器也相继出现运行错误,此时两台服务器均无法给操作站提供数据,最终导致整个中控完全无法监控到现场设备运行情况。
中控事故案例总结第2篇投产初期服务器运行很少出现问题,重启也基本可以在5 min内完成,但在该案例中重启过程耗时将近20 min,并且长时间停留在历史趋势数据导入阶段,据此判断服务器长时间运行后,产生的大量历史趋势数据造成运行效率降低,当操作员频繁切换画面和调曲线时会进一步加重服务器负荷,最终导致运行出错。
与操作员沟通后,为减少服务器历史数据存储量,将历史数据拷出存盘,服务器只留存一个月历史数据,当需要查看先前参数时把拷贝的数据导回服务器即可,这样既提高了服务器运行效率又保证了生产数据完整性。
通常DCS系统运行后较少需要维护,为防止服务器长时间不操作出现问题不能及时发现,规定每个月要对每台服务器进行一次完整的开停机,检查服务器所有功能是否正常,包括服务器硬件、冗余功能、操作员站自动切换功能。
事故案例/案例分析报警装置、联锁装置缺陷事故案例液位报警仪、可燃气体报警仪事故案例某公司汽油储罐安装了液位报警仪、可燃气体报警仪:在液位到达高位时,液位报警仪会发出报警声,以提醒操作人员注意并采取有效措施处理;当储罐汽油泄漏达到一定浓度时,可燃气体报警仪会发出报警声,以提醒操作人员注意并采取有效措施处理。
安装了1年左右时间,有时出现高液位报警,经操作人员现场检查发现储罐液位正常,并未到高位,操作人员认为液位报警仪失去作用了。
一次液位报警仪又出现报警,2小时后储罐周围发生爆炸起火,当班工人被严重烧伤经抢救无效死亡。
联锁装置事故案例某公司生产系统采用DCS操作系统,统一由中控室操作人员用电脑进行控制,分离器的放料能自动进行,放料阀与分离器的液位形成联锁:当液位达到设定上限时,放料阀自动开启放料,当液位达到设定下限时,放料阀自动关闭。
该公司安装的DCS操作系统使用1年多时,夜班操作人员在中控室电脑旁正常操作,突然听到车间现场砰的一声,火光冲天,人员立即到现场采取措施,幸未造成人员伤亡,但分离器已不能使用,直接损失15万元左右。
经检查DCS系统运行正常,拆检放料阀时发现阀芯已磨损严重,放料阀表面上处于关闭状态实际上仍处于泄漏状态;询问中控室操作人员得知,出现放料阀自动关闭后,分离器液位仍然下降的情况已经有一个月左右的时间,但操作人员未将这一情况上报。
点评《中华人民共和国安全生产法》规定:生产经营单位必须对安全设备进行经常性维护、保养,并定期检测,保证正常运转。
维护、保养、检测应当作好记录,并由有关人员签字。
第一起事故单位对可燃气体报警仪、液位报警仪,第二起事故单位对联锁装置的配套阀门都缺少经常性的维护、保养,以致设备在运行过程中出现故障,当现场出现异常问题后,操作人员均未及时上报、处理,从而引起了事故的发生。
提示一)、生产经营单位使用新设备,必须了解、掌握其安全技术特性,并对从业人员进行专门的安全生产教育和培训,如:化工企业采用新的控制系统DCS、报警仪等;二)、针对采用的新设备等应制定相应的岗位操作规程,明确操作中应注意的安全要点,并根据实际情况及时修改、完善;三)、生产经营单位必须对安全设备进行经常性维护、保养,并定期检测,保证正常运转。