第2章超精密切削与金刚石刀具汇总
- 格式:ppt
- 大小:7.09 MB
- 文档页数:100
金刚石刀具超精密切削的机理丶条件和应用范围
金刚石刀具是超精密切削中常用的刀具材料,其切削机理、条件和应用范围如下:
1.切削机理:
⏹金刚石刀具的切削刃非常锋利,在切削过程中能够实现“切入式切削”,
使切削力大大减小。
⏹金刚石的硬度极高,切削时不易被工件材料磨损,能够保持良好的切削刃
形状。
⏹金刚石的传热性能极佳,能够快速地将切削热量传递出去,从而降低切削
温度,减少热损伤。
1.切削条件:
⏹刀具刃口半径:为了实现超精密切削,需要将刀具的刃口半径减小到亚微
米级,以提高切削的精度和表面粗糙度。
⏹切削用量:为了减小切削力和热量,需要选择较小的切削深度和进给速度,
以提高切削效率。
⏹工件材料:金刚石刀具适用于加工各种硬材料,如淬火钢、硬质合金等。
但是,对于一些韧性较大的材料,需要进行预处理或选择其他刀具材料。
1.应用范围:
⏹金刚石刀具广泛应用于超精密切削领域,如光学零件、轴承、硬盘磁头、IC
芯片等高精度、高表面质量的零件加工。
⏹在加工过程中,金刚石刀具还可以用于制作各种微细结构,如微孔、微槽
等。
综上所述,金刚石刀具的超精密切削需要满足一定的条件,并具有广泛的应用范围。
理论与实践经济与社会发展研究超精密加工中的金刚石刀具及刀具磨损分析齐齐哈尔工程学院 武晓迪摘要:各种超精密加工应用中将金刚石用作切削工具已经成为现实,然而其目的与意义并没有得到实质性分析。
据此,本文对超精密加工中应用金刚石作为切削刀具的现实意义进行分析。
关键词:超精密加工;切削工具;刀具磨损一、技术背景分析使用高速超精密车床加工玻璃和硅等脆性材料时,当所施加的切削深度低于临界值时,则认为其处于延性模式,并且可以容易地加工而不会形成裂纹。
因此,对于这些材料的延性至脆性转变具有重要意义,在这些材料中,临界切削深度的大小取决于零件的特性而变化。
通常,单晶硅经常用在微机电系统(MEMS)中,在该系统中,最终将材料加工成优质产品,并进行超精密研磨和抛光操作。
尽管硅材料的行为在室温下很脆,但建议使用金刚石车削工具以延性模式加工硅。
这减少了由陶瓷材料的脆性断裂引起的损坏,并提高了最终零件的生产率。
使用金刚石工具对铜,铝和镍等有色金属材料进行高速加工,以评估工具的磨损,切削力和表面光洁度。
实验针对不同的切割速度进行,例如较低的150m/min的速度和较高的4500m/min的速度。
在较低的切削速度下观察到的刀具磨损率大于较高的切削速度。
这可能是由于以较高的速度减少了刀具与工件啮合的时间。
它还降低了工具和工件界面之间的化学亲和力。
具有高负前角的金刚石工具可用于以超精密精度精加工该材料。
二、金刚石作为切削工具的意义制备塑料模具的需求不断增加,而塑料模具是制造CD光学头的非球面透镜和照相机的智能透镜所必需的。
刀具的切削刃必须锋利且没有不规则形状,以加工高精度非球面。
基于工具的清晰度,单晶金刚石(SCD)和多晶金刚石(PCD)之间存在主要差异。
SCD工具的切削刃是均匀的且没有不规则性,而PCD工具的切削刃则显示出微观的不规则性,从而导致金刚石颗粒的去除。
与PCD工具相比,SCD工具的主要缺点是其磨损寿命短。
它还用于将铝基板加工成精细的镜面涂层,该涂层用于计算机存储系统的硬盘驱动器中。
⾦刚⽯⼑具知识点⼑具基础知识⼀、⼑具材料应具备的性能;A,⾼的硬度和⾼耐磨性1.硬度是⼑具材料应具备的基本特性2.耐磨性是指材料抵抗磨损的能⼒。
B,⾜够的强度和韧性1.强度是⼑具材料抵抗破坏的能⼒2,韧性是指材料发⽣断裂时外界做功的⼤⼩。
3.⾼的耐热性和热传性4.良好的⼯艺性和经济性1)切削性能⽬前⼑具材料分四⼤类:⼯具钢、硬质合⾦、陶瓷及超硬⼑具材料等。
常⽤的⼑具材料⼀、⼯具钢1. 碳素⼯具钢碳素⼯具钢是含碳量为0.65%~1.3%的优质碳素钢。
常⽤的钢号有T7A、T8A等。
耐热温度:200℃~300℃。
2. 合⾦⼯具钢1868年,英国的穆舍特制成含钨的合⾦⼯具钢。
在碳素⼯具钢中加⼊适当的元素铬(Cr)、硅常⽤的合⾦⼯具钢有9CrSi,CrWMn等(Si)、锰(Mn)、钒(V)、钨(W)等炼成的。
耐热温度:325℃~400℃。
主要⽤于制造细长的或截⾯积⼤、刃形复杂的⼑具。
⼆,⾼速钢⾼速钢是⼀种富含钨(W)、铬(Cr)、钼(Mo)、钒(V)等元素的⾼合⾦⼯具钢。
美国的F.W.泰勒和M.怀特于1898年创制的。
含碳量⼀般在0.70~1.65%之间。
耐热温度:500℃~650℃。
⾼速钢的抗弯强度是硬质合⾦的3~5倍,冲击韧性是硬质合⾦的6~10倍1.普通⾼速钢(HSS)2.钨系⾼速钢:W18Cr4V (W18)3.具有较好的综合性能,可制造复杂刃型的⼑具。
但由于钨是稀有⾦属,现在很少使⽤。
4.钨钼系⾼速钢:W6Mo5Cr4V2 (M2)5.M2的碳化物颗粒⼩,分布均匀,具有较⾼的抗弯强度、塑性、韧性和耐磨性。
⼜因为钼的存在,使其热塑性⾮常好。
2. ⾼性能⾼速钢(HSS-E)⾼性能⾼速钢是在普通⾼速钢中增加⼀些碳、钒及添加钴(Co)、铝等元素的新钢种。
钴⾼速钢:W2Mo9Cr4VCo8 (M42)⼀种含钴的超硬⾼速钢,常温硬度67HRC-69HRC,具有良好的综合性能。
铝⾼速钢:W6Mo5Cr4V2Al在M2的基础上加Al、增C,提⾼了钢的耐热性和耐磨性。
超精密加工技术广东工业大学机电工程学院魏昕一、概述¾超精密加工技术的内涵¾超精密加工技术的地位与作用¾超精密加工技术所涉及的技术领域¾超精密加工技术的现状与发展趋势一、概述1. 超精密加工技术的内涵精密加工技术:加工精度1—0.1μm,表面粗糙度Ra <0.1 μm的加工技术;超精密加工技术:加工精度<0.1μm,表面粗糙度Ra <0.02μm的加工技术;纳米加工技术:加工精度达0.001μm(1nm),表面粗糙度Ra <0.005 μm的加工技术。
随着加工技术的不断发展,超精密加工的技术一、概述2、超精密加工技术的地位与作用(1)超精密加工技术是实现现代制造业发展目标(提高机电产品的性能、质量和发展高新技术)的重要手段。
例如,集成电路的集成度。
(2)超精密加工技术已成为国际竞争中取得成功的关键技术。
所能达到的精度水平代表了一个国家的制造业能力和水平。
(3)精密工程、微细工程和纳米技术是现代制造技术的前沿。
/序超精密机械精度要求1导弹、飞机的惯性导航系统中的气浮陀及其马达轴承尺寸精度、圆度、圆柱度要求达到亚微米级2人造卫星仪表轴承表面粗糙度达到1纳米,圆度、圆柱度达纳米级3激光陀螺反光镜表面粗糙度达纳米,平面度达0.05微米4精确制导仪表零件精度达纳米级,若其陀螺转子轴线偏离0.5纳米,就会引起100米左右射程误差5计算机硬盘驱动器、光盘、复印机的精密零件精度达100纳米6微电子芯片刻线机刻线宽度在50纳米以下7基因操作机械移动距离在纳米级,移动精度在0.1纳米(原子尺度)现代超精密机械对精度的要求超精密加工是尖端技术产品发展不可缺少的关键加工手段关系到现代飞机、潜艇、导弹性能和命中率的惯性陀螺框架;激光核聚变用的反射镜;大规模集成电路的各种基片;计算机磁盘基底及复印机磁鼓;各种高精度的光学元器件;各种硬盘及记忆体的衬底等。
×一、概述3、超精密加工技术所涉及的技术领域(1)加工技术即加工方法与加工机理。
《精密与特种加工技术》思考题答案及主要知识点FXK整理(2016-12)第一章概论思考题:1.精密与特种加工技术在机械制造领域的作用与地位如何?√答:目前,精密和特种加工技术已经成为机械制造领域不可缺少的重要手段,在难切削材料、复杂型面、精细零件、低刚度零件、模具加工、快速原形制造以及大规模集成电路等领域发挥着越来越重要的作用,尤其在国防工业、尖端技术、微电子工业方面作用尤为明显。
由于精密与特种加工技术的特点以及逐渐被广泛应用,已引起了机械制造领域内的许多变革,已经成为先进制造技术的重要组成部分,是在国际竞争中取得成功的关键技术。
精密与特种加工技术水平是一个国家制造工业水平的重要标志之一。
2.精密与特种加工技术的逐渐广泛应用引起的机械制造领域的那些变革?√答:⑴ 提高了材料的可加工性:常规加工中难加工的金刚石、硬质合金、淬火钢、陶瓷、玻璃等在特种加工不再是难题,对电火花和线切割等加工技术而言,淬火钢比未淬火钢更容易加工;⑵ 改变了零件的典型工艺路线:线切割、电火花成型加工、电解加工等可在淬火处理后进行,避开了淬火热变形对精度的影响;⑶ 大大缩短新产品试制周期:采用精密与特种加工技术可直接加工出各种标准和非标准直齿轮,各种特殊复杂的二次曲面体零件;⑷ 对产品零件的结构设计产生很大的影响:如喷气发动机涡轮也由于电解加工技术的出现可采用整体式结构;⑸ 对传统的结构工艺性好与坏的衡量标准产生重要影响:现在有时为了避免淬火处理产生开裂,变形等缺陷,故意把钻孔,开槽等工艺安排在淬火处理之后,使工艺路线更灵活。
3.特种加工工艺与常规加工工艺之间有何关系?应该如何正确处理特种加工与常规加工之间的关系?√答:常规工艺是在切削、磨削、研磨等技术进步中形成和发展起来的行之有效的实用工艺,而且今后也始终是主流工艺。
但是随着难加工的新材料、复杂表面和有特殊要求的零件越来越多,常规传统工艺必然难以适应。
所以可以认为特种加工工艺是常规加工工艺的补充和发展,特种加工工艺可以在特定的条件下取代一部分常规加工工艺,但不可能取代和排斥主流的常规加工工艺。
超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削。
超精密切削的⼯作机理:普通的切削的切削深度⼀般远⼤于材料晶粒的尺⼨,切削加⼯以数⼗计的晶粒团为加⼯单位,在切削⼒的作⽤下从基体上去除⾦属。
⽽超精密加⼯的切削层很薄或尺⼨很⼩,切削深度和进给量必然很⼩,特别是亚微⽶和纳⽶级的超精密切削,切削深度通常⼩于材料晶粒直径,使的切削只能在晶粒内部进⾏。
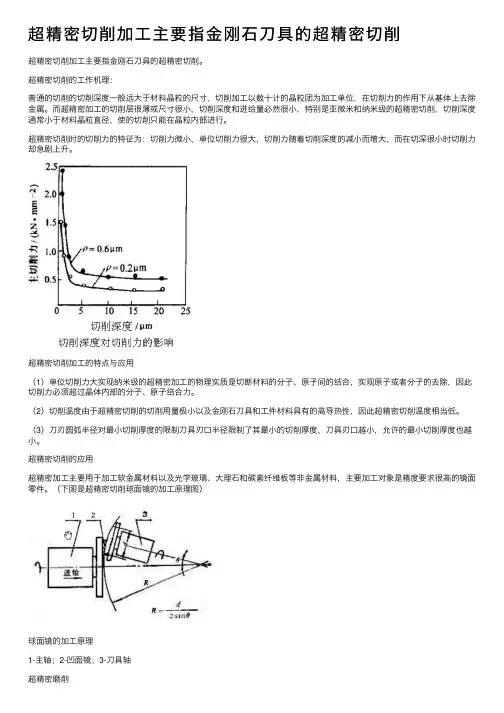
超精密切削时的切削⼒的特征为:切削⼒微⼩,单位切削⼒很⼤,切削⼒随着切削深度的减⼩⽽增⼤,⽽在切深很⼩时切削⼒却急剧上升。
超精密切削加⼯的特点与应⽤(1)单位切削⼒⼤实现纳⽶级的超精密加⼯的物理实质是切断材料的分⼦、原⼦间的结合,实现原⼦或者分⼦的去除,因此切削⼒必须超过晶体内部的分⼦、原⼦结合⼒。
(2)切削温度由于超精密切削的切削⽤量极⼩以及⾦刚⽯⼑具和⼯件材料具有的⾼导热性,因此超精密切削温度相当低。
(3)⼑刃圆弧半径对最⼩切削厚度的限制⼑具刃⼝半径限制了其最⼩的切削厚度,⼑具刃⼝越⼩,允许的最⼩切削厚度也越⼩。
超精密切削的应⽤超精密加⼯主要⽤于加⼯软⾦属材料以及光学玻璃、⼤理⽯和碳素纤维板等⾮⾦属材料,主要加⼯对象是精度要求很⾼的镜⾯零件。
(下图是超精密切削球⾯镜的加⼯原理图)球⾯镜的加⼯原理1-主轴;2-凹⾯镜;3-⼑具轴超精密磨削超精密磨削是当代能达到最低磨削表⾯粗糙度值和最⾼加⼯精度的磨削⽅法。
超精密磨削去除量最薄,采⽤较⼩修整导程和吃⼑量来修整砂轮,是靠超微细磨粒等⾼微刃磨削作⽤,并采⽤较⼩的磨削⽤量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的⼯作环境。
超精密磨削的光磨微细摩擦作⽤带有⼀定的研抛作⽤性质。
1.超精密砂轮磨削的磨削超精密砂轮磨削机理:( 1 ) 超微量切除超精密磨削是⼀种极薄切削,切屑厚度极⼩,磨削深度可能⼩于晶粒的⼤⼩,磨削就在晶粒内进⾏,因此磨削⼒⼀定要超过晶体内部⾮常⼤的原⼦、分⼦结合⼒,从⽽磨粒上所承受的切应⼒就急速地增加并变得⾮常⼤,可能接近被磨削材料的剪切强度的极限。
江苏:自考精密加工与特种加工教材大纲(发布时间:2006-11—16 9:38 来自:模考网)02213 精密加工与特种加工扬州大学编(高纲号 0627)一、课程性质及其设置目的与要求(一)课程性质和特点《精密加工与特种加工》课程是我省高等教育自学考试机械设计制造及其自动化专业(独立本科段)的一门重要的专业课程.其任务是使应考者获得精密和超精密加工技术的基本理论、基本知识和方法;初步掌握各种精密和超精密加工方法在生产中的应用.获得特种加工工艺的基本原理、常用工艺设备及应用的系统知识,初步具备分析、选择和使用各种常用特种加工工艺的能力.(二)本课程的基本要求通过对本课程的学习,应考者应达到以下具体要求:1、获得精密和超精密加工技术的基本原理和技术,包括超精密切削和金刚石刀具、精密和超精密磨削、研磨与抛光、精密和超精密机床设备、精密加工中的测量技术,在线测量和误差补偿技术、微细加工技术、精密加工的支撑环境等.2、初步具备精密和超精密加工工艺参数的选择及其对加工质量的影响.3、了解精密和超精密加工技术的现状和发展趋势。
4、掌握特种加工的基本理论和一般知识,包括常用加工工艺的加工原理、设备特点和有关应用。
5、在对各种常用特种加工工艺综合理解、比较的基础上,具有选择加工工艺、分析加工工艺过程及解决实际工艺问题的能力.6、了解特种加工技术应用现状和发展趋势.(三)本课程与相关课程的联系本课程的先修课程为电工电子学、大学物理、工程力学、机械设计、机械工程材料、数控技术、机械制造技术;其后续课程有其它专业课程、课程设计、毕业设计.二、课程内容与考核目标精密和超精密加工技术部分第一章精密和超精密加工技术及其发展展望(一)课程内容本章主要介绍了发展精密和超精密加工技术的重要性以及超精密加工的现状。
(二)考核知识点和考核要求1、识记:精密加工和超精密加工概念、领域,金刚石刀具两个重要问题,超精密加工中检测内容。
第二章超精密切削与金刚石刀具(一)课程内容本章主要介绍了超精密切削的切削速度选择;超精密切削时刀具的磨损和耐用度;超精密切削时积屑瘤的生成规律;切削参数变化对加工表面质量的影响;刀刃锋锐度对切削变形和表面质量的影响;超精密切削时最小切削厚度;金刚石刀具晶面选择对切削变形和加工表面质量的影响;超精密切削对刀具的要求及金刚石的性能和晶体结构;金刚石晶体各晶面的耐磨性和好磨难磨方向;单晶金刚石刀具的破损机理;金刚石晶体的定向;金刚石刀具的设计与制造。