拉铆工艺
- 格式:doc
- 大小:669.50 KB
- 文档页数:3


AUTO TIME131MANUFACTURING AND PROCESS | 制造与工艺时代汽车 铝合金车身用紧固件技术及应用实例顾洋 杨金秀 罗培锋 陈东广州汽车集团股份有限公司汽车工程研究院 广东省广州市 511434摘 要: 为满足日益增长的铝合金车身开发过程中的零部件安装点需求,急需开发和掌握铝合金车身紧固件技术。
本文将铝合金车身紧固件技术分为机械连接、焊接两大类,分别介绍了工艺原理、技术特点及应用实例,对后续新开发铝车身部件紧固件的选型具有一定的借鉴和指导意义。
关键词:铝合金车身 紧固件 机械连接 焊接1 前言在汽车轻量化的发展趋势下,铝合金目前已成为仅次于钢材的第二大车身材料。
目前有20%汽车品牌已经有各自全铝车身,或者高占比铝部件车身在售。
车身作为汽车骨架,不仅提供了安全可靠的乘员舱空间,还需满足绝大部分零部件的安装功能。
因此为冲压铝板件,挤压铝件,铸铝件三类铝合金车身部件选择安全可靠的标准件的尤为重要和迫切。
车身标准件提供的安装点大概分两类,一类为可满足目标需求扭矩的标准件,二类为仅满足卡接需求不满足扭矩需求的紧固件。
铝合金车身常用的紧固件按材质种类可分为钢制和铝制标准件两种。
按与车身连接形式可分为机械连接类和焊接类两种。
2 机械连接类2.1 自穿式自穿式螺栓或螺母又称自冲铆螺栓或螺母,其中自穿式标准件是通过端部翻边结构穿透板材并与之形成可靠互锁结构的冷成型工艺。
其结构形式如图1、图2所示。
自穿式标准件的工艺过程包括四个阶段:夹紧、刺穿、成型,放开。
自穿式标准件有可承受标准力矩,板材不需开孔,其中螺栓密封良好等优点,但存在标准件成本较高,仅适用于厚度低于2.0的薄壁铝板件。
图3为自穿式螺栓在埃安LX 车身前壁板及地板区域的应用。
自穿式标准件可广泛应用于铝合金车身铝冲压零部件。
2.2 铆接铆接又称压铆,又叫自扣紧,是一种与板材通过法向结构或者径向结构互锁的标准件连接形式。
主要有齿状互锁压铆和折边互锁压铆两种。
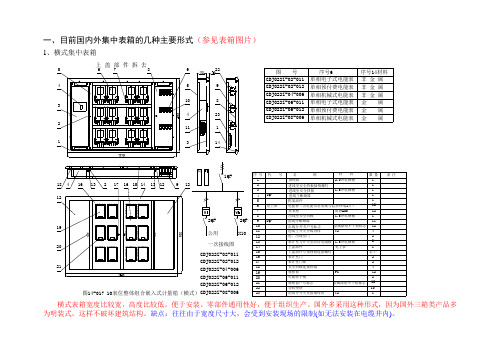
一、目前国内外集中表箱的几种主要形式(参见表箱图片)1、横式集中表箱212345678910111213141516171819202223预埋箱进线室安全挡板插销螺钉进线主断路器框架部件电能表(含电能信息采集与监控终端1只)挂表座出线分断路器出线分开关户号标志进线室安全挡板出线室安全挡板安全挡板连接铰链表计室门锁上盖部件表计室与开关室防窃电隔板进线主开关分线母排进、出线室门观察窗T2PC2若干1224242.0冷轧钢板阻燃ABS 金属涤纶不干胶标志111111可旋转手柄观察窗户号标志导轨垫块出线分开关室接地母排T22121上盖部件与预埋箱连接螺钉表计室门金属涤纶不干胶标志见上表1.5冷轧钢板1.5冷轧钢板1.5冷轧钢板101212121112见上表图 号序号6单相电子式电能表单相机械式电能表图14-017 10表位整体组合嵌入式计量箱(横式)序号14材料非 金 属GDJ022Z-02-012GDJ022Z-02-011GDJ022Z-04-006单相预付费电能表一次接线图单相电子式电能表单相机械式电能表金 属GDJ022Z-06-012GDJ022Z-06-011GDJ022Z-08-006单相预付费电能表非 金 属金 属非 金 属金 属X10公用GDJ022Z-02-012GDJ022Z-02-011GDJ022Z-04-006GDJ022Z-06-012GDJ022Z-06-011GDJ022Z-08-0061QF 2QF 2QF 2QF1QF上 盖 部 件 拆 去代 号序 号名 称材 料备 注数 量1横式表箱宽度比较宽,高度比较低,便于安装。
零部件通用性好,便于组织生产。
国外多采用这种形式,因为国外三箱类产品多为明装式,这样不破坏建筑结构。
缺点:往往由于宽度尺寸大,会受到安装现场的限制(如无法安装在电缆井内)。
图 号序号12单相电子式电能表单相机械式电能表序号17材料非 金 属GDJ022Z-01-016GDJ022Z-01-015GDJ022Z-03-008单相预付费电能表单相电子式电能表单相机械式电能表金 属GDJ022Z-05-016GDJ022Z-05-015GDJ022Z-07-008单相预付费电能表非 金 属金 属非 金 属金 属代 号序 号名 称材 料备 注数 量123452223预埋箱进线室安全挡板插销螺钉进线主开关框架部件进线室安全挡板2.0冷轧钢板11111导轨垫块出线分开关室接地母排T212.0冷轧钢板1.5冷轧钢板101512132120196117179161881410电能表(含电能信息采集与监控终端1只)挂表座出线分开关出线分开关户号标志出线室安全挡板安全挡板连接铰链表计室门锁上盖部件表计室与开关室防窃电隔板进线主开关分线母排进、出线室门观察窗T2PC1若干122414阻燃ABS 金属涤纶不干胶标志1可旋转手柄观察窗户号标志214上盖部件与预埋箱连接螺钉表计室门2.0冷轧钢板金属涤纶不干胶标志1.5冷轧钢板1.5冷轧钢板1414141314见上表见上表一次接线图GDJ022Z-07-0081QF2QF图14-19 12表位整体组合悬挂式计量箱(竖式)竖式表箱宽度小,高度高,便于在电缆井安装,在其他场合安装受限制。

拉铆螺母铆接范围计算公式引言。
拉铆螺母铆接是一种常见的连接技术,广泛应用于航空航天、汽车制造、机械制造等领域。
在进行拉铆螺母铆接时,需要对拉铆螺母的铆接范围进行计算,以确保连接的牢固性和可靠性。
本文将介绍拉铆螺母铆接范围的计算公式及其应用。
拉铆螺母铆接范围计算公式。
拉铆螺母铆接范围的计算公式如下:拉铆螺母铆接范围 = (拉铆螺母直径 + 铆接件厚度)/ 2。
其中,拉铆螺母直径是指拉铆螺母的外径,铆接件厚度是指需要进行拉铆螺母铆接的零件的厚度。
拉铆螺母铆接范围的计算公式可以帮助工程师在进行拉铆螺母铆接时,快速准确地确定合适的拉铆螺母尺寸和铆接件厚度,从而确保连接的牢固性和可靠性。
拉铆螺母铆接范围计算公式的应用。
拉铆螺母铆接范围计算公式的应用主要包括以下几个方面:1. 确定拉铆螺母尺寸。
在进行拉铆螺母铆接时,工程师可以根据铆接件的厚度和拉铆螺母铆接范围计算公式,快速确定合适的拉铆螺母尺寸。
通过合理选择拉铆螺母尺寸,可以确保拉铆螺母与铆接件之间的紧固效果,从而提高连接的牢固性和可靠性。
2. 确定铆接件厚度。
在进行拉铆螺母铆接时,工程师可以根据拉铆螺母铆接范围计算公式,快速确定合适的铆接件厚度。
通过合理选择铆接件厚度,可以确保拉铆螺母与铆接件之间的紧固效果,从而提高连接的牢固性和可靠性。
3. 优化拉铆螺母铆接工艺。
通过拉铆螺母铆接范围计算公式,工程师可以优化拉铆螺母铆接工艺,提高工作效率和产品质量。
合理选择拉铆螺母尺寸和铆接件厚度,可以减少不必要的试验和调整,节约时间和成本。
拉铆螺母铆接范围计算公式的应用可以帮助工程师在进行拉铆螺母铆接时,快速准确地确定合适的拉铆螺母尺寸和铆接件厚度,从而提高连接的牢固性和可靠性。
结论。
拉铆螺母铆接范围计算公式是进行拉铆螺母铆接的重要工具,可以帮助工程师快速准确地确定合适的拉铆螺母尺寸和铆接件厚度,从而提高连接的牢固性和可靠性。
在实际工程应用中,工程师可以根据具体情况灵活运用拉铆螺母铆接范围计算公式,优化拉铆螺母铆接工艺,提高工作效率和产品质量。

1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3.1拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3.1.2拉铆螺母分类3.1.2.1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母的头型见下表拉铆螺母头型平头型(f)圆柱头型(C)沉头型(F)3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3.1.3.3调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
表二:铆螺母拉铆后收缩长度表类别尺寸螺纹规格M2 M4 M5 M6 M8 M10 M12 M16收缩长度1-2 1.4-3.2 1.5-4 1.8-4.5 2.2-5.5 2.5-5.8 2.8-6 3-83.1.3.4将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。

DKBA0.480.1381 结构外购件技术要求DKBA0.480.1381 REV.C 拉铆螺母技术要求主要起草人:许志敏审核人:周伟会签人:张斌、汪海清、徐艳丽标准化审核人:洪霓玉批准人:钟荣华2010年10月20日发布2010年10月20日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订记录发布日期版本号更改说明主要起草人主要评审专家2008-8-30 A 新发布黄俊鹏陈毅章、欧阳华、王文华、宋立群、马丁巳、张明灿2010-4-30 B 1、优化拉铆螺母尺寸。
2、M12增加要求:需要沉孔的板厚需大于等于2mm。
3、增加M6、M8规格通孔拉铆螺母,将规范名称优化为“拉铆螺母技术要求”。
许志敏张连江、周伟、郑玲、魏华、汪海清、徐艳丽、钟荣华2010-10-12 C 1、增加M4规格拉铆螺母;2、更新拉铆螺母的命名方式;3、根据实际生产情况优化M6、M8抗推力要求。
许志敏郭天次、周伟、郑玲、魏华、汪海清、徐艳丽、钟荣华目录1 目的和适用范围 (4)1.1目的 (4)1.2适用范围 (4)2 引用的相关标准 (4)3 项目编码与建模命名 (4)3.1项目编码 (4)3.2建模命名 (5)4 功能描述 (5)5 要求 (5)5.1一般要求 (5)5.1.1结构和外形尺寸 (5)1)封闭型沉头六角拉铆螺母(BCH) (6)2)通孔小沉头六角拉铆螺母(SCH) (6)3)封闭型平头拉铆螺母(BF) (7)5.1.2 材料工艺 (7)5.1.3 使用环境 (8)5.1.4 环保要求 (8)5.2性能要求及检验方法 (8)5.2.1 防腐蚀性能: (8)5.2.2机械结构性能: (9)6 检验规则 (10)7 说明 (10)图目录图1 拉铆枪尺寸 (5)图2 封闭型沉头六角拉铆螺母尺寸图 (6)图3 通孔小沉头六角拉铆螺母图 (6)图4 封闭型平头拉铆螺母图 (7)图5 拉铆螺母粘胶密封图 (8)图6 拉铆螺母变种结构图 (8)图7 测试加载图 (9)表目录表1 通孔小沉头六角拉铆螺母尺寸 (7)表2 封闭型平头拉铆螺母尺寸 (7)表3 拉铆螺母抗拉力、抗推力及抗扭矩要求 (9)1 目的和适用范围1.1 目的结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为:●供应厂商进行产品设计、生产和检验的依据。
DKBA0.480.1381 结构外购件技术要求DKBA0.480.1381REV.C 拉铆螺母技术要求主要起草人:许志敏审核人:周伟会签人:斌、汪海清、X艳丽标准化审核人:洪霓玉批准人:钟荣华2010年10月20日发布2010年10月20日实施华为技术XXHuawei Technologies Co., Ltd.所有侵权必究All rights reserved修订记录目录1 目的和适用X围61.1目的61.2适用X围62 引用的相关标准63 项目编码与建模命名63.1项目编码63.2建模命名74 功能描述75 要求75.1一般要求75.1.1结构和外形尺寸71)封闭型沉头六角拉铆螺母(BCH)82)通孔小沉头六角拉铆螺母(SCH)83)封闭型平头拉铆螺母(BF)95.1.2 材料工艺95.1.3 使用环境105.1.4 环保要求105.2性能要求及检验方法115.2.1 防腐蚀性能:115.2.2机械结构性能:116 检验规则127 说明12图目录图1 拉铆枪尺寸7图2 封闭型沉头六角拉铆螺母尺寸图8图3 通孔小沉头六角拉铆螺母图9图4 封闭型平头拉铆螺母图9图5 拉铆螺母粘胶密封图10图6 拉铆螺母变种结构图10图7 测试加载图12表目录表1 通孔小沉头六角拉铆螺母尺寸9表2 封闭型平头拉铆螺母尺寸9表3 拉铆螺母抗拉力、抗推力及抗扭矩要求111 目的和适用X围1.1 目的结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为:●供应厂商进行产品设计、生产和检验的依据。
●品质部门验货、退货的依据。
●物料部门进行采购的依据。
●对供应厂商产品质量进行技术认证的依据。
●结构设计部门选用结构外购件的依据。
1.2 适用X围本技术要求适用于拉铆螺母的选型、采购与检验。
2 引用的相关标准下列文件中的条款通过本规X的引用而成为本规X的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规X,然而,鼓励根据本规X达成协议的各方研究是否可使用这些文件的最新版本。
1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3.1拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3.1.2拉铆螺母分类3.1.2.1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母的头型见下表3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3.1.3.3调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后 2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
表二:铆螺母拉铆后收缩长度表3.1.3.4将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。
铆工技术报告范文大全一、引言铆接是一种常见的连接技术,广泛应用于航空航天、制造业等领域。
本报告将综述铆工技术的基本原理、应用领域以及相关工艺和设备。
二、基本原理铆接是通过在两个或多个工件上形成固定的机械连接,以达到使其成为一个整体的目的。
铆接的基本原理是通过变形来实现连接。
常见的铆接方法包括拉铆、压铆、冷铆等。
拉铆是将铆钉从一侧拉过来并在另一侧压紧,使其变形形成盘头或圆头,将两个工件固定在一起。
压铆是将铆钉压入工件中,通过变形形成盘头或圆头来连接工件。
冷铆是在无热源条件下使用冷锻机械设备进行铆接。
不同的铆接方法适用于不同的材料和应用场景。
三、应用领域1. 航空航天领域:铆接在航空航天领域中应用广泛,常见的应用包括航空航天器的外壳、机翼、飞行控制面等。
铆接技术在这些领域中可以提供强度高、重量轻、耐腐蚀等优势。
2. 汽车制造业:汽车是铆接技术的另一个重要应用领域。
铆接可以用于连接车身结构件、汽车零部件等。
与传统的焊接相比,铆接可以减少热变形和应力集中的问题,并提供更好的腐蚀保护。
3. 电子电气行业:铆接技术在电子电气行业中也有广泛应用,常见的应用包括电子连接器、终端、电子线束等。
铆接技术可以提供可靠的电气连接,并能适应不同工作环境的要求。
4. 建筑行业:铆接技术在建筑行业中可用于连接构件、搭建桥梁和建筑物等。
铆接可以提供稳定的连接,并能承受各种力学载荷。
四、相关工艺和设备1. 铆接工艺:铆接工艺一般包括准备工作、选择合适的铆接方法、确定合适的铆接参数、进行预处理、进行实际铆接、验收和评估等步骤。
2. 铆接设备:铆接设备主要包括铆接机、铆钉、铆钳等。
铆接机是进行铆接的主要设备,常见的有手动铆接机和自动化铆接机。
铆钉是连接工件的主要材料,常见的有铝铆钉、钢铆钉等。
铆钳是进行铆接操作的工具,常见的有手动铆钳和气动铆钳。
五、案例分析以下是几个典型的铆接案例:1. 飞机机身铆接:飞机机身通常通过铆接连接各个部件。
1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3、1拉铆拉铆操作的主要工艺过程就是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3、1、1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电与轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3、1、2拉铆螺母分类3、1、2、1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母、3、1、2、2拉铆螺母的头型见下表拉铆螺母头型平头型(f) 圆柱头型(C) 沉头型(F)3、1、3拉铆螺母作业指导文件名称铆接工艺规范RT-SOP-30-10 版本/次A/0 生效日期年月日编制人变更记录标记处数更改依据更改人更改日期审核人批准人3、1、3、1熟悉图纸与工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具与设备并对场地进行清理。
3、1、3、2基材材料板厚与底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸就是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3、1、3、3调节铆枪使用前检查拉铆枪就是否完好,检查气动枪的气压就是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同 ,调节拉杆的装入长度,以拉杆到达铆螺母最后 2~3扣螺纹为合适。
抽芯拉铆钉
根据芯轴是否封闭于钉体内分为封闭型拉钉和开口型拉钉,根据钉体形态拉钉分为平头拉钉和伞形拉钉
抽芯铝铆钉规格及推荐被铆接件总厚度见下表。
抽芯铝铆钉主要尺寸及允许抗拉、抗剪力
铆钉安装步骤
3.3.
4.1
安装前准备工作
10
检查气压是否在工作气压范围内。
如果调压阀上未安装过滤器,在工具接通气源前应先放气清
洁气道内积尘和积水,如果已经安装过滤器,则清洗干净;检查气动铆枪,吸钉是否正常,
试
拉铆行程是否到位;枪咀规格、外型是否合适;检查工件安装孔尺寸、铆接厚度是否合符表7
要求。
安装孔大小及枪咀尺寸必须选择正确。
3.3.
4.2
铆钉安装
将产品放置于操作台上,便于吸钉;手持拉钉枪柄部,打开气路阀门,对准产品、使钉芯尾部
吸入枪咀。
注意工作台上不允许出现光钉杆等可以被吸入枪咀的异物,防止吸入后堵塞枪咀,吸钉前枪管要正常复位。
以铆接工件平面的垂直方向,将产品送入待铆接的工件孔中,铆钉帽
檐贴紧工件孔的端面。
产品不允许倾斜插入、帽檐与工件表面不允许留间隙。
3.3.5
检验
3.3.5.1
外观检测:不得松动脱落;铆钉底部不能一边歪斜。