弧焊机器人焊接工艺参数与焊缝质量的关系 PPT
- 格式:ppt
- 大小:7.99 MB
- 文档页数:92
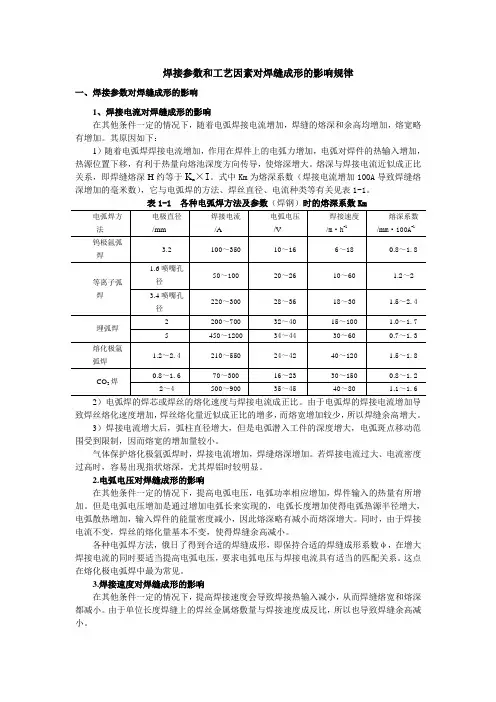
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。
124研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.11 (上)1 实验过程选用的焊丝信息如下:牌号:ESAB OK 69;型号:AWS A5.28M/ASME SFA-5.28:ER100S-GEN ISO 16834-A G Mn3Ni1CrMo;焊丝化学成分详见表1;焊丝机械性能详见表2;母材S700MC(EN10149)化学成分详见表3;保护气体:80%Ar+20% CO 2,保护气体流量:25L/min;机器人使用:Motoman NX100,Motoman 焊接机器人是世界先进的焊接机器人,本实验使用的型号为:NX100,图1为Motoman 焊接机器人待机时的整体图片,图2是Motoman 焊机机器人的铭牌,详细说明了工作时的参数;电源使用:TransPlus Synergic 5000。
浅谈焊接机器人使用MAG 焊接不同工艺参数对焊缝熔深的影响吕忙忙,纪晓琦(科乐收农业机械(山东)有限责任公司,山东 高密 261500)摘要:随着我国工业化的进程,近年来,我国的自动化技术越来越成熟,而焊接机器人是工业自动化应用很广泛的领域,焊接机器人的广泛使用代替了部分传统手工焊,但焊接机器人与手工焊接的工艺参数存在一定的差别,不同的机器人焊接参数和焊枪姿态对于焊缝有着不同的影响。
机器人的焊接工艺目前并没有形成标准统一的焊接工艺数据库,从而在生产实践活动中,需要工艺人员对机器人进行多次重复的焊接实验,获得合适的焊接参数,才能完成高质量的焊缝。
本文主要讨论电流、电压和焊接角度对焊缝熔深的影响,所以焊接速度等焊接参数控制不变。
关键词:焊接电流;焊接电压;焊枪角度;焊缝熔深中图分类号:TG457.11;TD528.32 文献标识码:A 文章编号:1671-0711(2023)11(上)-0124-03本实验选用的焊材为ESAB 品牌的焊丝,其化学成分如表1所示,符合EN ISO 16834-A 标准要求,其机械性能如表2所示。

焊接工艺参数优化及焊缝质量控制研究热力学学科中焊接是一个重要的应用领域,对各种行业及生产工艺都有极为重要的意义。
目前焊接技术的发展趋势是向高效、智能化、自动化方向发展。
而焊接工艺参数优化及焊缝质量控制则成为了相关领域的热门研究课题。
一、焊接工艺参数优化焊接工艺参数优化是指对焊接的参数进行恰当的设置,以最大化焊接的质量和效率。
其中影响焊接工艺参数的因素有很多,如焊接材料、焊接设备、工作环境等。
而确定最佳的焊接工艺参数是提高焊接质量和效率的关键。
1.焊接电流焊接电流是影响焊缝质量的关键因素之一,焊接电流的大小和波形对焊缝的宽度、深度、渗透性和强度都有着直接的影响。
电流过小,焊缝虽然容易控制,但是触电率较高,焊缝质量较差。
电流过大,焊缝质量可能不会有很大提高,但是焊接质量却会极差。
2.焊接速度焊接速度会影响到焊接热输入量,直接影响焊缝的形成速度、形状和尺寸。
对于一些材料和焊接工艺,选择一个正确的焊接速度非常重要。
增加焊接速度同时会增加焊接的温度梯度和残余应力,会对焊缝造成影响。
3.焊接电压焊接电压的区别在于消耗电弧能量的多少。
高电压功率耗费大,电弧极稳定,可以获得较高的焊接速度,但是需要高功率设备,并且对设备的要求比较高。
低电压重在电弧保持的稳定性,对熔化渣和抗气孔形成有很大的能力。
4.焊接角度和间隙对于不同类型的焊接工艺,角度和间隙可能不同。
通常,必须根据实际的需求和焊接材料确定最佳的焊接角度和间隙,影响这些参数的因素有材料、构件型号和设备等。
二、焊缝质量控制研究焊缝质量控制是指通过合理的技术手段将焊接工艺加以控制,以实现良好的焊接质量。
焊缝质量的好坏关系到工件的结构耐久性和外观要求,因此,焊缝质量控制是焊接技术不可或缺的组成部分。
1.焊缝表面焊缝表面清洁非常关键。
在焊接工作时,需要注意焊接环境干净整洁且去除表面的油污或其他不干净物质。
对于焊接材料表面产生的氧化物、熔化渣、气孔、夹渣等问题,需要采取措施进行清除。

论焊接工艺参数对焊接质量的影响论焊接工艺参数及工艺因素对产品质量的影响概述: 本文通过各种焊接方法的工艺参数及工艺因素对焊接后产品质量的影响,详细论述了我厂所采用的焊接方法—手工电弧焊、二氧化碳气体保护焊、点焊、凸焊焊接工艺参数及工艺因素与产品质量之间的关系。
1、手工电弧焊简称手弧焊,是利用焊条与工件间建立起来的稳定燃烧的电弧使焊条和工件熔化来形成焊接接头的一种焊接方法。
其工艺参数主要包括焊接电流、焊条直径、焊缝层数、电源种类和极性等。
工艺因素包括坡口尺寸及间隙大小、工件斜度、工件厚度和工件散热条件等。
1.1 焊接电流其它条件不变时,随着焊接电流的增大焊缝的熔深、熔宽及余高,其中熔深的增大最明显,而熔宽仅略有增大。
这是因为:1.1.1随电流增大,工件上的热输入和电弧力均增大,热源位置下移,固熔深增大。
1.1.2 随电流增大,电弧截面增加,同时电弧进入工件深度也增加,使电弧斑点移动范围受限,因此实际熔宽增大较小。
1.1.3 随电流增大,焊条熔化量近于成比例增加,而熔宽增大较小,所以余高增大。
焊接电流过大易产生咬边、焊瘤等缺陷。
咬边会减小焊缝有效截面,产生应力集中,降低接头强度和承载能力。
焊瘤使焊缝截面突变,形成尖角,产生应力集中,降低接头疲劳强度。
焊接电流过小易产生气孔、未焊透、夹渣等缺陷。
气孔会减少接头有效截面,降低接头致密性,减小接头承载能力和疲劳强度。
未焊透会形成尖锐的缺口,形成应力集中,严重影响接头的强度和疲劳强度。
夹渣会减少接头的有效截面,减低接头强度和冲击韧性。
1.2 焊条直径焊条直径的大小主要取决于焊件厚度、接头形式、焊缝位置、焊道层次等因素。
焊件厚度较大时,应选择较大直径的焊条;平焊时,允许用较大电流进行焊接,焊条直径可以大些;立焊、仰焊及横焊宜选择较小直径的焊条;多层焊的第一层焊缝,为防止产生未焊透缺陷,应采用小直径焊条。
焊条直径选择不当易产生焊缝尺寸偏差。
尺寸过小焊缝强度降低;尺寸过大,易产生应力集中,降低接头疲劳强度。
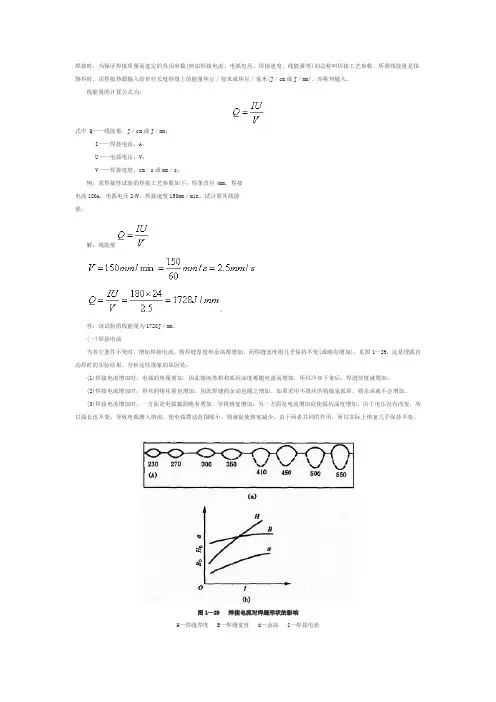
焊接时,为保证焊接质量而选定的各项参数(例如焊接电流、电弧电压、焊接速度、线能量等)的总称叫焊接工艺参数。
所谓线能量是指熔焊时,由焊接热源输入给单位长度焊缝上的能量焦尔/厘米或焦尔/毫米(J/cm或J/mm),亦称热输入。
线能量的计算公式为:式中 Q——线能量,J/cm或J/mm;I——焊接电流,A;U——电弧电压,V;V——焊接速度,cm/s或mm/s。
例:某焊接性试验的焊接工艺参数如下:焊条直径4mm,焊接电流180A,电弧电压24V,焊接速度150mm/min。
试计算其线能量。
解:线能量。
答:该试验的线能量为1728J/mm。
(一)焊接电流当其它条件不变时,增加焊接电流,则焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加),见图1—29,这是埋弧自动焊时的实验结果。
分析这些现象的原因是:(1)焊接电流增加时,电弧的热量增加,因此熔池体积和弧坑深度都随电流而增加,所以冷却下来后,焊缝厚度就增加。
(2)焊接电流增加时,焊丝的熔化量也增加,因此焊缝的余高也随之增加。
如果采用不填丝的钨极氩弧焊,则余高就不会增加。
(3)焊接电流增加时,一方面是电弧截面略有增加,导致熔宽增加;另一方面是电流增加促使弧坑深度增加。
由于电压没有改变,所以弧长也不变,导致电弧潜入熔池,使电弧摆动范围缩小,则就促使熔宽减少。
由于两者共同的作用,所以实际上熔宽几乎保持不变。
图1—29 焊接电流对焊缝形状的影响H—焊缝厚度 B—焊缝宽度 d—余高 I—焊接电流(二)电弧电压当其它条件不变时,电弧电压增长,焊缝宽度显著增加而焊缝厚度和余高将略有减少,见图1—30。
这是因为电弧电压增加意味着电弧K度的增加,因此电弧摆动范围扩大而导致焊缝宽度增加。
其次,弧长增加后,电弧的热量损失加大,所以用来熔化母材和焊丝的热量减少,相应焊缝厚度和余高就略有减小。
图1—30 电弧电压对焊缝形状的影响由此可见,电流是决定焊缝厚度的主要因素,而电压则是影响焊缝宽度的主要因素。
焊接参数和工艺原因对焊缝成形影响规律一、焊接参数对焊缝成形影响1、焊接电流对焊缝成形影响在其她条件一定情况下, 伴随电弧焊接电流增加, 焊缝熔深和余高均增加, 熔宽略有增加。
其原因以下:1)伴随电弧焊焊接电流增加, 作用在焊件上电弧力增加, 电弧对焊件热输入增加, 热源位置下移, 有利于热量向熔池深度方向传导, 使熔深增大。
熔深与焊接电流近似成正比关系, 即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A造成焊缝熔深增加毫米数), 它与电弧焊方法、焊丝直径、电流种类等相关见表1-1。
表1-1 多种电弧焊方法及参数(焊钢)时熔深系数Km2)电弧焊焊芯或焊丝熔化速度与焊接电流成正比。
因为电弧焊焊接电流增加造成焊丝熔化速度增加, 焊丝熔化量近似成正比增多, 而熔宽增加较少, 所以焊缝余高增大。
3)焊接电流增大后, 弧柱直径增大, 不过电弧潜入工件深度增大, 电弧斑点移动范围受到限制, 所以熔宽增加量较小。
气体保护熔化极氩弧焊时, 焊接电流增加, 焊缝熔深增加。
若焊接电流过大、电流密度过高时, 轻易出现指状熔深, 尤其焊铝时较显著。
2.电弧电压对焊缝成形影响在其她条件一定情况下, 提升电弧电压, 电弧功率对应增加, 焊件输入热量有所增加。
不过电弧电压增加是经过增加电弧长来实现, 电弧长度增加使得电弧热源半径增大, 电弧散热增加, 输入焊件能量密度减小, 所以熔深略有减小而熔深增大。
同时, 因为焊接电流不变, 焊丝熔化量基础不变, 使得焊缝余高减小。
多种电弧焊方法, 俄日了得到适宜焊缝成形, 即保持适宜焊缝成形系数φ, 在增大焊接电流同时要合适提升电弧电压, 要求电弧电压与焊接电流含有合适匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形影响在其她条件一定情况下, 提升焊接速度会造成焊接热输入减小, 从而焊缝熔宽和熔深都减小。
因为单位长度焊缝上焊丝金属熔敷量与焊接速度成反比, 所以也造成焊缝余高减小。
焊接工艺参数及其对焊缝形状的影响焊接时,为保证焊接质量而选定的各项参数的总称叫焊接工艺参数。
(一)焊接电流当其它条件不变时,增加焊接电流,则焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变(或略有增加),见图1—22,这是埋弧自动焊时的实验结果。
分析这些现象的原因是:(1)焊接电流增加时,电弧的热量增加,因此熔池体积和弧坑深度都随电流而增加,所以冷却下来后,焊缝厚度就增加。
(2)焊接电流增加时,焊丝的熔化量也增加,因此焊缝的余高也随之增加。
如果采用不填丝的钨极氩弧焊,则余高就不会增加。
(3)焊接电流增加时,一方面是电弧截面略有增加,导致熔宽增加;另一方面是电流增加促使弧坑深度增加。
由于电压没有改变,所以弧长也不变,导致电弧潜入熔池,使电弧摆动范围缩小,则就促使熔宽减少。
由于两者共同的作用,所以实际上熔宽几乎保持不变。
图1—22 焊接电流对焊缝形状的影响H—焊缝厚度 B—焊缝宽度 d—余高 I—焊接电流(二)电弧电压当其它条件不变时,电弧电压增长,焊缝宽度显著增加而焊缝厚度和余高将略有减少,见图1—23。
这是因为电弧电压增加意味着电弧K度的增加,因此电弧摆动范围扩大而导致焊缝宽度增加。
其次,弧长增加后,电弧的热量损失加大,所以用来熔化母材和焊丝的热量减少,相应焊缝厚度和余高就略有减小。
图1—23 电弧电压对焊缝形状的影响由此可见,电流是决定焊缝厚度的主要因素,而电压则是影响焊缝宽度的主要因素。
因此,为得到良好的焊缝形状,即得到符合要求的焊缝成形系数,这两个因素是互相制约的,即一定的电流要配合一定的电压,不应该将一个参数在大范围内任意变动。
(三)焊接速度焊接速度对焊缝厚度和焊缝宽度有明显的影响。
当焊接速度增加时,焊缝厚度和焊缝宽度都大为下降,见图1—24。
这是因为焊接速度增加时,焊缝中单位时间内输入的热量减少了。
图1—24 焊接速度对焊缝形状的影响从焊接生产率考虑,焊接速度愈快愈好。
但当焊缝厚度要求一定时,为提高焊接速度,就得进一步提高焊接电流和电弧电压,所以,这三个工艺参数应该综合在一起进行选用。