轴向快速锁紧机构设计(20110424) [ppt 97
- 格式:ppt
- 大小:1.73 MB
- 文档页数:40
快速锁紧装置设计方案
学院:机械与动力工程学院
班级:机设08-7班
组长:刘永康
原理:我们通过偏心轮在旋转过程中在径向会产生一定的位移差而构思出了这一方案。
该结构主要通过偏心轮的旋转来实现光轴的锁紧和放松,当偏心轮在向外旋转时,超过某一固定角度,会达到一种平衡,形成自锁,从而实现锁紧。
向内侧扳回时,可以放松光轴。
材料:70*70*60铸铁1块,直径30的45号钢长度200,直径10的45号钢长度150,2*M6*60规格的螺栓和螺母
单位均为mm。
成员:刘永康刘光辉马小东路勇彭然尚耀华吴创姚然。
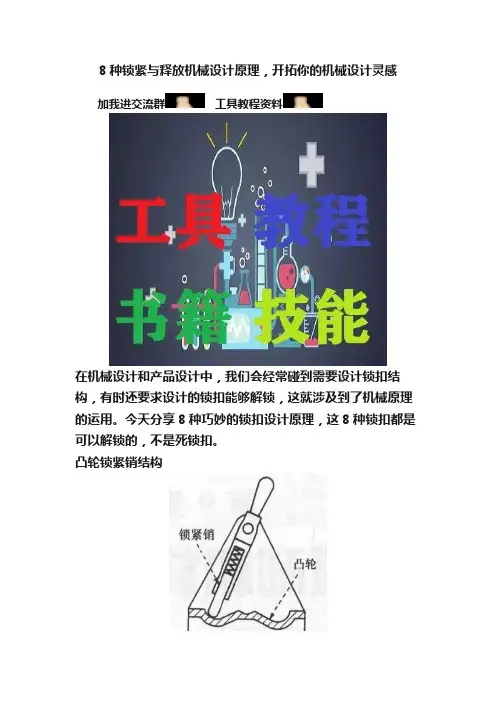
8种锁紧与释放机械设计原理,开拓你的机械设计灵感加我进交流群工具教程资料在机械设计和产品设计中,我们会经常碰到需要设计锁扣结构,有时还要求设计的锁扣能够解锁,这就涉及到了机械原理的运用。
今天分享8种巧妙的锁扣设计原理,这8种锁扣都是可以解锁的,不是死锁扣。
凸轮锁紧销结构如上图所示,是一种凸轮结合锁紧销形成的一种锁扣结构。
其设计原理包含一个凸轮特征、一个锁紧销、一个弹簧、一个手柄。
需要注意的是锁紧销的端部要做成圆弧状,这样方便实现锁扣的锁紧位置移动。
对称锁扣结构对称锁扣结构的锁紧杆和扳紧杆是一样的,形状和结构一样,其分别布局在机架两边,通过弹簧连接,需要注意的是锁紧杆和扳紧杆配合的位置需要做成圆弧,方便滑动。
这种结构有一个特点是扳紧杆既可以做锁紧杆也可以做扳紧杆,锁紧杆既可以做扳紧杆也可以做锁紧杆。
阶梯对称锁扣结构阶梯对称锁扣结构是在第二种结构基础上演变而来的,即将锁紧杆和扳紧杆的配合圆弧面做成阶梯状,没有了配合面的圆弧结构。
这种机构也是有机架固定,其阶梯配合面可以实现有几个不同的锁紧位置可选择。
L型锁紧结构L型锁紧机构的锁紧杆是L型的,其由机架、扳紧杆、锁紧杆、挡块、锁紧弹簧等组成。
锁紧的实现是通过弹簧力将锁紧杆和扳紧杆扣合。
锁紧的位置可以通过设置不同的缺口而实现不同的锁紧位置。
上图的锁紧缺口是设置在扳紧杆的一端。
锁栓+扳紧杆结构锁栓扳紧杆结构的特点是由锁栓代替了原来的锁紧杆,即锁紧杆缩短了很多,直接组装在扳紧杆上。
此种机构有机架、扳紧弹簧、扭簧、扳紧杆、锁栓等组成。
扳开锁栓时,扳紧杆可以靠自重下降工作。
此种机构的特点是锁栓固定在扳紧杆上。
旋转锁紧结构旋转锁紧结构的扳紧件的运动是一个圆周运动,没有了锁紧杆,机架上开有导槽,扳紧杆上装有扳紧销,扳紧销在机架上的导槽内运动,其运动形式是先轴向推动,再径向转动,结合弹簧的弹力实现扳紧销紧紧的卡在机架上的导槽内。
滑块锁紧结构滑块锁紧结构中,扳紧杆演变成了一个滑块,通过滑块在导轨上滑动来实现锁紧与松开的动作。
u型螺母轴向压缩锁紧方式
U型螺母的锁紧方式主要依赖于其结构设计。
这种螺母由两部分组成:螺母本身和摩擦环(一种特殊弹簧)。
当固定这种螺母时,摩擦环会与螺栓的螺纹牙接触,两者之间的接触扣沿着螺栓的螺纹牙开始弯曲并向螺栓的螺纹面挤压。
这种挤压过程中,弹簧试图恢复原状的力与螺栓和螺母的螺纹相互拉伸的力相互作用,从而产生防止松动的效果。
如需更多关于U型螺母轴向压缩、锁紧方式的信息,建议咨询机械专家或查阅机械相关书籍。
![轴向快速锁紧机构设计(20110424) [ppt 97—2003版]](https://uimg.taocdn.com/573fbe462e3f5727a5e96211.webp)
专业班级 学生姓名机制本 1103 张慧 闫鹰鸽 杨群峰 何小龙 朱东梅 杨溢总 1 页第1 页编号: 生产纲领 生产批量 件/年 件/月设计方案报告产品名称 零件名称光轴轴向快 速锁紧装置 锁紧套1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置 和销套锁紧装置最为常见。
但传统设计装置在装拆和轴向调整连续性上存在一些不足之处,为提高轴向锁紧的准确性与可靠性,并且操作方 便,现设计一光轴轴向快速锁紧装置来提高锁紧效率。
2、设计思路和方案⑴ :掌握光轴轴向快速锁紧装置结构特点和工作原理; ⑵ :熟悉光轴轴向快速锁紧装置锁紧套的结构:外套、内锥形套、淬火钢珠、内套、弹簧、拉帽; ⑶ :根据技术要求初步提出设计方案并对其分析评价,选出最佳方案; ⑷ :根据设计方案进行原理性设计,利用机构的自锁性进行受力分析并加以校核; ⑸ :依据设计方案绘制零件图及装配图; ⑹ :绘制零件三维图,进行模拟仿真; ⑺ 选择合适材料,根据设计图纸加工制造出各个零件; : ⑻ :对加工的零件进行组装校核。
3、设计结果⑴ :满足技术、工艺及课程要求; ⑵ :操作简单、便捷,工作效率高;3、总结和体会此锁紧装置能够实现轴向快速锁紧,操作简单方便、效率高,满足多方面性能要求。
与传统锁紧装置相比,精度和 自锁性能较好,但加工成本较高。
专业班级机制本 1103(第四组) 张慧 闫鹰鸽 杨群峰 何小龙 朱东梅 杨溢总页第页编号: 生 产 纲 领 生 产 批 量 1 备注件/年成本分析报告毛坯外形尺寸 每毛坯可制作件数产 品 名 称 零 件 名 称 1光轴轴向快速锁 紧装置 内锥形套学生姓名件/月1、材料成本分析 材料 Q235 毛坯种类 板材Ф 50×100每台件数毛坯为板材每吨 4500 元,锁紧套用料 240g 成本为 1.08 元 2、人工费和制造费分析 序号 1 工序 名称 粗车 工 工序内容 机 动 时 间 7 0.5 5 5 0.5 5 0.5 时(min) 辅 助 时 间 3 0.5 终 准 时 间 3 1 3 2 1 1 1 工序成本分析 车床加工,机床费用为每小时 40 元。
专业班级机制班设计方案报告总页第 1 页编号:产品名称光轴快速锁紧装置生产纲领件/年学生姓名零件名称锁紧套生产批量件/月1、设计概述轴向锁紧装置在光电览等行业的生产设备中中应用广泛,传统的轴向锁紧装置以螺母锁紧、紧定螺钉套锁紧和销套锁紧装置最为常见。
而传统锁紧装置存在装拆效率低、螺钉和螺纹易损伤、轴向调整不方便等缺点。
基于此,提出了一种新型轴向快速锁紧装置。
该装置利用反向锁紧原理,操作简单便捷,锁紧更加快速、准确、可靠。
2、设计思路和方案该光轴快速锁紧装置利用反向自锁原理来工作,由外套、内锥形套、淬火钢珠、内套、弹簧、拉冒等组成。
该装置应满足以下要求:(1)外套与内锥形套间,内套与拉帽间均为过盈配合、压力装配;(2)外套与内锥形套端面比内套端面略微突出;(3)内套孔径D2比锁紧轴直径略大,均布钢珠(3—4颗)的最小公共内切圆直径D1 比锁紧轴直径略小;(4)内锥形套圆柱面内孔直径比均布钢珠的最小公共外切圆直径略小,并与其内套配合面呈间隙配合;(5)圆柱螺旋压缩弹簧保证淬火钢珠与内锥形套内锥面有效接触,且操作灵活;(6)内锥形套是光轴快速锁紧装置的主要承力件,应具有较高的表面硬度;(7)淬火钢珠是该装置实现锁紧功能的最终执行者,钢珠的数目与装置的锁紧可靠性密切相关,一般钢珠取3~4颗即可。
至于,用于具1有较大轴向力的装卡时,钢珠数目应适当增加,并需适当提高锁紧轴的表面硬度。
该装置使用方法如下:轴向锁紧物件时,将该装置内锥形套端套在轴上,直接向内推动外套,即可使整个装置沿轴移动,直至压紧物件为止。
整个移动过程中,在轴上任一位置反向拉外套,都不能使该装置产生反向移动。
拆卸时,食指、拇指握住外套,中指向外勾出环形拉帽,即可解除反向自锁,轻松地使整个装置反向移动。
3、设计结果设计图形如图所示。
公差配合的选择:外套与内锥形套的过盈配合为H7/p6。
拉冒与内套过盈配合为H7/p6。
24、总结和体会通过本次设计我们并初步总结一下几点:(1) 反向自锁式轴向锁紧装置操作简单、便捷,可明显降低操作强度,提高工作效率;(2) 反向自锁式轴向锁紧装置轴向调整连续性好;(3) 反向自锁式轴向锁紧装置的反向自锁特性大大提高了锁紧的可靠性;(4) 反向自锁式轴向锁紧装置筒化了锁紧轴的加工过程,降低了加工成本;(5) 反向自锁式轴向锁紧装置结构紧凑,具有免维修的特性。
专业班级机制0901班设计方案报告总 18页第 1 页编号:产品名称轴向锁紧装置生产纲领件/年学生姓名零件名称生产批量件/月1、设计概述为克服传统锁紧装置操作复杂,可靠性差等缺点,该装置结构简单,便捷,降低操作强度低,提高劳动效率。
本产品利用双偏心轮相对轴的快速压紧,在光轴上加紧零件欲轴向移动时,通过卡紧光轴,实现轴向锁紧,轴向锁紧的可靠度取决于偏心轮对光轴的压紧力。
本装置的一大亮点为沿轴向锁紧物件时,在轴上任意位置反向拉动外套均不能产生反向移动,内外套筒利用螺纹自锁功能对轴向运动时产生的力传递给凸轮,实现凸轮的反向运动来压紧轴,在拆卸装置时,利用螺纹微调功能,内套筒轴向移动,轴端顶开凸轮,自锁消除。
该方案制作简单,操作方便,便于拆卸。
设计过程中,我们也考虑了传统的轴向锁紧方案。
螺母锁紧,利用螺纹自锁原理,实现轴向锁紧。
但由于被加持零件厚度不定,轴端螺纹设计较长,螺距较小,夹持厚度较小的材料时会造成装拆效率的降低,而且容易造成裸露过长而强度不高的细螺纹的局部扭伤。
紧定螺钉套锁紧装置,在轴套与轴间旋入紧定螺钉,进行轴向锁紧,锁紧的可靠性取决于螺钉的旋紧力,但这样会增加了拆装难度,又增加了轴面损伤螺钉及套螺孔螺纹损伤的可能。
综合以上三种方案,我们选择安全可靠的偏心轮轴向快速锁紧装置。
2、设计思路和方案本产品使用方法如下:轴向锁紧物件时,在光轴轴向移动时,将该装置直接套在轴上,直至压紧物件为止。
压紧过程中,在轴上任意位置反向拉动外套均不能产生反向移动,拆卸时,左手握住外套筒,右手旋转内套筒法兰,利用螺纹微调功能,内套筒轴向移动,轴端顶开凸轮,自锁解除,可实现装置反向移动。
基于圆偏心结构简单,容易制造,应用广泛,我们采用圆偏心轮。
圆偏心的特性下图为偏心轮直径D,偏心距e 。
偏心夹紧圆周上各接触点的升角а不是一个常数。
由下图知,从任意接触点P 分别作与回转中心O,O1的连线,1OPO ∠就是P 点的升角Pαθθαcos e 2es arctanarctan-==D in MPOM P式中 Θ——偏心轮回转角,即mn 与O1P 的夹角。
先进制造轴向锁紧装置总 1 页第 1 页编号: 专业班级光轴轴向快产品名称生产纲领件/年设计方案报告速锁紧装置学生姓名零件名称锁紧套生产批量件/月 1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见。
但传统设计装置在装拆和轴向调整连续性上存在一些不足之处,为提高轴向锁紧的准确性与可靠性,并且操作方便,现设计一光轴轴向快速锁紧装置来提高锁紧效率。
2、设计思路和方案自锁是机械中常用的原理,以下两种方案应用曲线自锁及斜面自锁实现轴向快速锁紧。
方案一:偏心曲线光轴快速锁紧装置三维图(如左图)此装置通过偏心曲线自锁原理实现相应功能,零件1(如图)上有偏心曲线,可在5(轴套)上转动,零件3固定在5上,上有导槽,滑滑块4安装在3的导槽内,并通过销轴与1、4安装在一起,并且滑块的圆弧边上装有摩擦系数大的柔性材料。
工作过程如下:搬动手柄2,使1在5上转动,同时通过销轴带动3导槽内的滑块径向运动将轴抱死,又因偏心曲线有自锁功能从而当不施加力时也能保持锁紧状态。
设计难点:偏心曲线的设计方案二:光轴快速锁紧装置三维剖分图(如左图)自锁是机械中常用的原理,而此轴向快速锁紧装置就是应用自锁原理,通过钢珠在内锥套及轴间形成自锁快速完成轴向锁紧功能工作过程:轴向锁紧物件时,将该装置内锥形套2端套在轴上,直接向内推动外套1,即可使整个装置沿轴移动,直至压紧物件为止。
整个移动过程中,在轴上任一位置反向拉外套,都不能使该装置产生反向移动。
拆卸时,左手握住内套,右手向外拉环形拉帽6,即可解除反向自锁,轻松地使整个装置反向移动。
光轴快速锁紧装置操作简单,便捷。
设计难点:1、内锥套锥角计算使锥角满足钢珠相对轴滚动自锁及相对轴滑动自锁。
2、各处配合的确定,如间隙配合、过盈配合,以确保装置实现相应功能。
3、设计结果(1)、内锥套锥角设计下图为内锥形套结构图。
机构设计——锁紧与防松(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--在一个论坛上看到的,忘了作者是谁,向作者致谢.机构设计——锁紧与防松此处所讲的锁紧与防松仅适于可拆结构。
对不不可拆结构,一般从配合上或用不可拆联接达到要求。
锁紧机构主要工作原理相关是力学上的死点、压力角和摩擦角。
其实际机构非常多,常用的有螺纹锁紧、偏心轮锁紧、斜面锁紧、四杆机构锁紧。
螺纹锁紧是最常用的,其产品已经标准化。
在一般情况下推荐使用。
使用螺纹锁紧时应注意配合的螺纹长度。
一般说来,超过八个牙后多余的配合长度意义不大,少于三个牙则联接不可靠。
螺纹锁紧的一个最大优点是行程长,全行程均可作为有效作用点,且各处增力均匀。
其缺陷是当工作行程要求较长时,操作起来较麻烦。
一般情况下均可采用,但在要求快换的情况下不宜单独使用。
偏心轮锁紧机构能快速锁紧,但其锁紧作用点较为固定且行程很小,对零件精度有一定的要求。
对于塑胶件来说,因其容易产生蠕变而影响锁紧效果。
对于锁紧点常作小范围变动的情况,可能偏心轮与螺纹锁紧配合使用。
斜面锁紧增力较小,行程较小,但行程有一定的调节能力,一般以斜锲的方式使用。
在实际设计中,常利用塑胶的弹性在较小的锁紧力情况下使用。
另外,也常用于调节零件间的间隙。
一般不用于较大锁紧力的情况。
四杆机构锁紧行程可设计得很大,锁紧点较为固定。
对于精度较高的机构可单独使用。
除行程可以设计得较大外其它情况与偏心轮相似。
一般与螺纹锁紧配合使用。
其结构较为复杂,应用于经常使用的快换机构。
除以上常用的锁紧机构外,还有一类机构没有锁紧作用,但能在作用点附近自锁。
这类机构常与锁紧机构配合,扩展锁紧机构的功能。
这类机构除棘轮外没有固定的方式,一般是临时设计。
压力角是机构中不考虑构件的惯性力和不计运动副的摩擦力的情况下,机构运动时从动件所受到的驱动力的作用线与该力作用点处运动的绝对速度方向线之间所夹的锐角。
专业班级机制本11-04设计方案报告总 5 页第页编号:产品名称光轴快速锁紧装置生产纲领件/年学生姓名程彦娜、丰利、杨振玲、曾春艳、祁鹏飞、沈建成零件名称生产批量件/月1、设计概述轴向锁紧装置在光、电缆生产设备及其他多种行业的生产设备中广泛应用。
传统的轴向锁紧装置以螺母锁紧装置、紧定螺钉套锁紧装置和销套锁紧装置最为常见:螺母锁紧装置:轴端螺纹往往设计得比较长,而螺距又比较小,已造成装拆效率低或造成裸露过长而强度不高的细螺纹的局部损伤。
紧定螺钉套锁紧装置:为了确保锁紧的可靠性,只有增加螺钉的旋紧力,这样,既增加了拆卸难度,又增加了轴面损伤、螺钉及套螺孔螺纹损坏的可能。
销套锁紧装置:靠套内弹性定位锁销入轴上锁孔而定位的轴向锁紧装置;特点是可靠性高,但轴向调整连续性差。
综上所述,传统的轴向锁紧装置不太适于频繁拆装或轴向调整,且有的锁紧可靠性不高。
为此我们要探究制造一种适于频繁拆装或轴向调整,且锁紧可靠性颇高的轴向锁紧装置,更好地服务应用于各行各业中的生产设备。
2、设计思路和方案力学中有一类现象称为“自锁现象”,当自锁条件满足时,外力越大,物体保持静止的能力越强.人们利用自锁现象的力学原理开发出了各种各样的机械工具,这些工具广泛应用于工农业生产中;在日常生活中利用这一原理的现象也随处可见。
依此现象我们设计了一种光杆轴向快速锁紧装置,它的核心部件是内锥形套,其内锥面斜度角的合理选择是该装置可靠性(即反向自锁性)的首要保障,下图为内锥形套结构图。
当轴向外力作用在该装置外套及内锥形套外端面时,内锥形套通过锥面与淬火钢珠接触点作用的法向力使钢珠产生沿轴滚动及滑动的趋势。
为了实现该装置的反向自锁,内锥形套锥面斜度角必须满足以下两个条件:(1)淬火钢珠相对轴滚动自锁;(2)淬火钢珠相对轴滑动自锁。
下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。
右图淬火钢珠的临界自锁状态受力图。
图中: N——轴对淬火钢珠的法向反作用力;P——外力导致内锥形套通过B点作用于淬火钢珠的法向力;TA ——轴面作用于淬火钢珠的最大静摩擦力; TB ——内锥形套作用于淬火钢珠的最大静摩擦力。
欧阳与创编 2021.03.08欧阳与创编 2021.03.08下面以淬火钢珠为研究对象,分别就这两方面进行受力分析。
图二淬火钢珠的临界自锁状态受力图。
图中:N ——轴对淬火钢珠的法向反作用力;P ——外力导致内锥形套通过B 点作用于淬火钢珠的法向力; Ta ——轴面作用于淬火钢珠的最大静摩擦力;Tb ——内锥形套作用于淬火钢珠的最大静摩擦力; f1—— 轴面与淬火钢珠间的静摩擦系数;f2—— 内锥形套锥面与淬火钢珠问的静摩擦系数;R —— 淬火钢珠的半径。
淬火钢珠相对轴临界滚动自锁状态时,必有:=∑A M ()''cos 1sin φφ+••-••=∑R T R P M B A故:0)cos 1(sin ''=+••-••φφR T R P B 图1内锥套结构图 将P f T B •=2代入上式,整理得: 2'2f tg =⎪⎭⎫⎝⎛φ整理上式,可得滚动自锁角为: 2'2arctgf =φ可知,淬火钢珠相对轴滚动自锁条件为: 'φφ≤即22arctgf ≤φ又有0=∑x F A B x T T P F -•-•=∑''cos sin φφ所以()10cos sin ''---=-•-•A B T T P φφ因为()()()4sin cos 32''21---•+•=-----------•=-----------•=φφB B A T P N P f T N f T将式(2)、(3),(4)代人式(1),整理可得()()0cos sin 1'21'21=•+-••-φφf f f f 图2淬火钢珠的临界自锁状态受力图欧阳与创编 2021.03.08欧阳与创编2021.03.08图三光轴快速锁紧装置三维剖分图1-拉帽;2-内套;3-外套;4-内锥形套;5-钢珠;6-弹簧另外,内锥形套是光轴快速锁紧装置的主要承力件,具有较高的表面硬度。