电焊工技术比武操作评分标准
- 格式:doc
- 大小:35.50 KB
- 文档页数:1
电焊工技术比武方案一、比武目的二、比武时间和地点比武时间:确定具体日期和时间,通常适合在工作日的休息时间或假日进行。
比武地点:根据参赛人数确定合适的比武场地,通常在工作车间或特定的比赛场地进行。
三、比武内容电焊技术是基于焊接工艺来进行的,因此,比赛内容主要包括以下几个方面:1.安全操作:参赛者需要在比武前接受专业的安全培训,掌握焊接操作的安全规范和注意事项。
2.焊接质量:参赛者需要熟悉焊接材料的性质和特点,正确选择焊接材料和焊接方法,确保焊接质量符合相关标准和要求。
3.焊接速度:比赛中将设定一定的焊接时间限制,参赛者需在规定时间内完成焊接任务,并尽可能提高焊接速度。
4.焊接技巧:参赛者需展示各种焊接技巧,包括手工电弧焊、气体保护焊(MIG/MAG焊)、氩弧焊等,同时需具备钢结构焊接、铝合金焊接等不同焊接材料的技术。
5.修补能力:参赛者需展示在焊接过程中的修补能力,即在焊接过程中发生的问题或瑕疵时,能够及时采取补救措施,修补焊接缺陷。
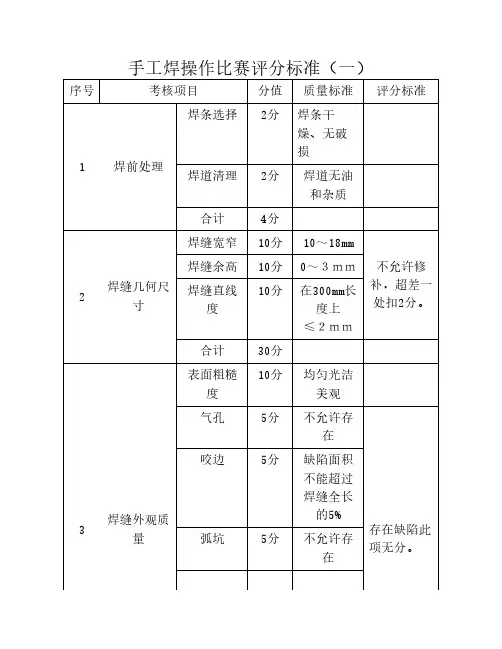
6.焊缝外观:焊接完成后,参赛者需展示焊缝的外观质量,包括焊缝的均匀性、光洁度和无裂纹、疤痕等缺陷。
四、比武评分标准1.焊接质量评分:根据焊接工艺规程和相应标准,评判焊接质量,包括焊缝的强度、断面形状、气孔、裂纹等。
2.焊接速度评分:根据比武规定的焊接时间和焊接任务难易程度,评判焊接速度和准确性。
3.焊接技巧评分:根据参赛者展示的各种焊接技巧,评判技巧的熟练度和应变能力。
4.焊缝外观评分:根据焊缝外观的均匀性、光洁度和无缺陷等,评判焊缝的外观质量。
5.守纪律评分:评判参赛者在比武过程中的守纪律和遵守安全规范的情况,包括个人防护措施的使用和对比赛规则的遵守等。
五、比武奖励为激励参赛者的积极性1.技术优胜奖:评选技术水平最高的参赛者,奖励一定的奖品和荣誉证书。
2.速度优胜奖:评选焊接速度最快的参赛者,奖励一定的奖品和荣誉证书。
3.优秀组织奖:评选组织比武过程最好的单位或个人,奖励一定的奖品和荣誉证书。
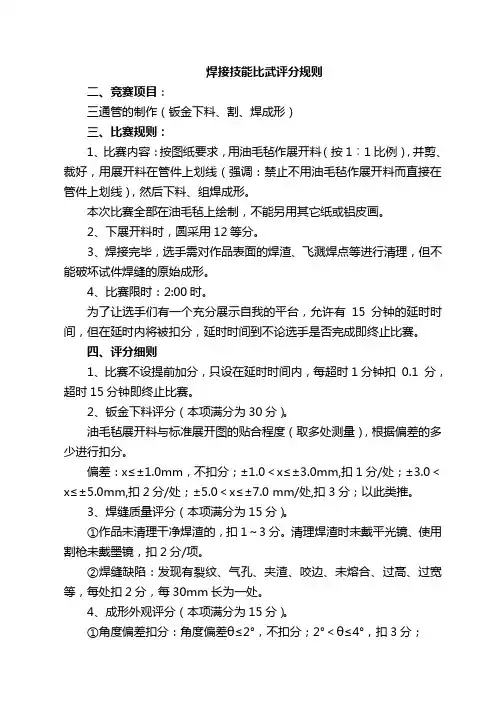
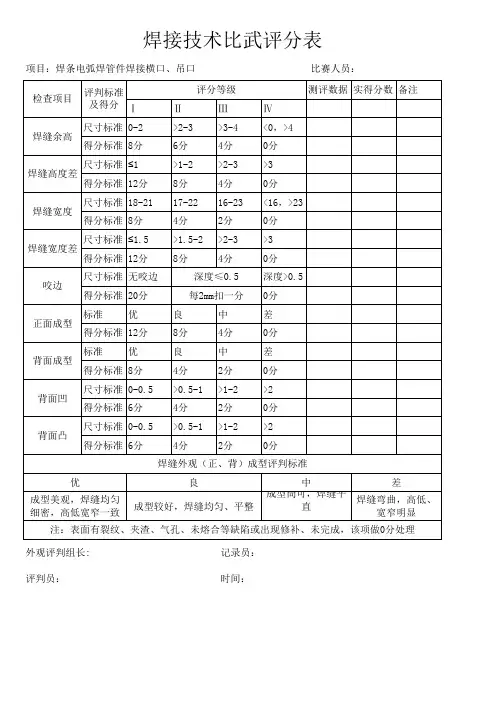
焊接技能比武评分规则二、竞赛项目:三通管的制作(钣金下料、割、焊成形)三、比赛规则:1、比赛内容:按图纸要求,用油毛毡作展开料(按1︰1比例),并剪、裁好,用展开料在管件上划线(强调:禁止不用油毛毡作展开料而直接在管件上划线),然后下料、组焊成形。
本次比赛全部在油毛毡上绘制,不能另用其它纸或铝皮画。
2、下展开料时,圆采用12等分。
3、焊接完毕,选手需对作品表面的焊渣、飞溅焊点等进行清理,但不能破坏试件焊缝的原始成形。
4、比赛限时:2:00时。
为了让选手们有一个充分展示自我的平台,允许有15分钟的延时时间,但在延时内将被扣分,延时时间到不论选手是否完成即终止比赛。
四、评分细则1、比赛不设提前加分,只设在延时时间内,每超时1分钟扣 0.1 分,超时15分钟即终止比赛。
2、钣金下料评分(本项满分为30分)。
油毛毡展开料与标准展开图的贴合程度(取多处测量),根据偏差的多少进行扣分。
偏差:x≤±1.0mm,不扣分;±1.0<x≤±3.0mm,扣1分/处;±3.0<x≤±5.0mm,扣2分/处;±5.0<x≤±7.0 mm/处,扣3分;以此类推。
3、焊缝质量评分(本项满分为15分)。
①作品未清理干净焊渣的,扣1~3分。
清理焊渣时未戴平光镜、使用割枪未戴墨镜,扣2分/项。
②焊缝缺陷:发现有裂纹、气孔、夹渣、咬边、未熔合、过高、过宽等,每处扣2分,每30mm长为一处。
4、成形外观评分(本项满分为15分)。
①角度偏差扣分:角度偏差θ≤2°,不扣分;2°<θ≤4°,扣3分;4°<θ≤6°,扣6分;以此类推。
②|A-B|差值扣分:差值x≤2, 不扣分;2<x≤4, 扣3分;4<x≤6, 扣6分;以此类推。
5、装水焊缝泄漏(渗漏)评分(本项满分为20分)。
有泄漏(漏水每秒钟1滴),每处扣 10分;有渗漏,每处扣6分。

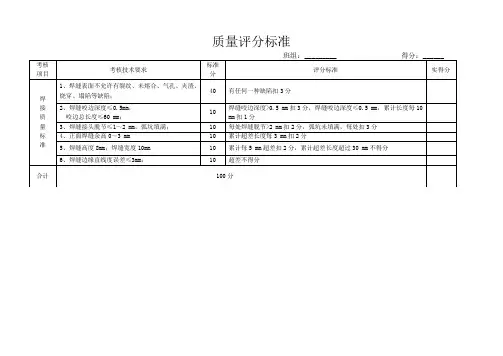
质量评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
焊接质量标准1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、
烧穿、塌陷等缺陷;
40 有任何一种缺陷扣3分
2、焊缝咬边深度≤0.5mm,
咬边总长度≤60 mm;
10
焊缝咬边深度>0.5 mm扣3分,焊缝咬边深度≤0.5 mm,累计长度每10
mm扣1分
3、焊缝接头脱节≤1~2 mm,弧坑填满;10 每处焊缝脱节>2 mm扣2分,弧坑未填满,每处扣3分
4、正面焊缝余高0~3 mm 10 累计超差长度每3 mm扣2分
5、焊缝高度8mm;焊缝宽度10mm 10 累计每5 mm超差扣2分,累计超差长度超过30 mm不得分
6、焊缝边缘直线度误差≤3mm;10 超差不得分
合计 100分
组装评分标准
班组:_________ 得分:______
考核项目考核技术要求
标准
分
评分标准实得分
组装质量标准1、组装尺寸必须符合3650*1886*480;50 每偏差2mm扣3分,偏差5mm(包含)以上扣除全部配分
2、板与板之间成90°20 每偏差1°扣2分,其中只要有一个角度偏差6°以上扣除全部配分
3、面板加工应平整,每米内的凹凸值不应超过
3mm,且无明显的凹凸不平现象;
20 每一个凹凸面扣3分,配分扣完为止
4、焊缝处理的光洁均匀10
每一处不处理不到位的焊缝扣3分,达到3处处理不到位现象的扣除全
部配分
合计 100分。
职教中心3月焊接考试
焊工实操评分标准
一、焊工实际操作准备事项
(一)设备准备(组委会)
1)交流或直流电弧焊机十台,按设备安全要求安装牢固;
2)工作台十台,每个台位安装隔离板。
(二)材料准备(组委会)
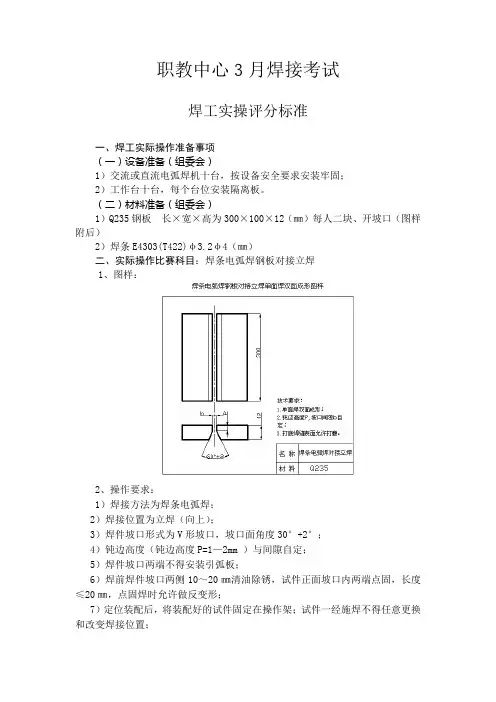
1)Q235钢板长×宽×高为300×100×12(㎜)每人二块、开坡口(图样附后)
2)焊条E4303(T422)φ3.2φ4(㎜)
二、实际操作比赛科目:焊条电弧焊钢板对接立焊
1、图样:
2、操作要求:
1)焊接方法为焊条电弧焊;
2)焊接位置为立焊(向上);
3)焊件坡口形式为V形坡口,坡口面角度30°+2°;
4)钝边高度(钝边高度P=1—2mm )与间隙自定;
5)焊件坡口两端不得安装引弧板;
6)焊前焊件坡口两侧10~20㎜清油除锈,试件正面坡口内两端点固,长度≤20㎜,点固焊时允许做反变形;
7)定位装配后,将装配好的试件固定在操作架;试件一经施焊不得任意更换和改变焊接位置;
8)焊接过程中劳保用品穿戴整齐;焊接工艺参数选择正确,焊后焊件保持原始状态;
9)焊接完毕,关闭电焊机,工具摆放整齐,场地清理干净。
3、考核时限:
基本时间:准备时间15min,正式操作时间45min。
时间允许差:每超过5min扣总分1分,不足5min按5min计算,超过额定时间15min不得分。
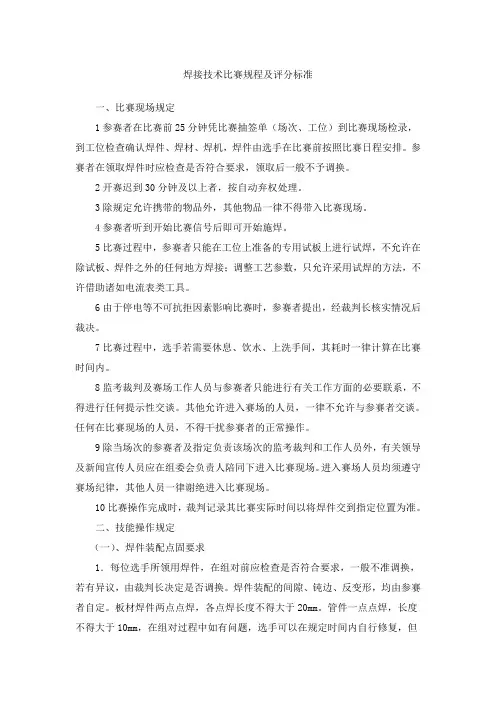
焊接技术比赛规程及评分标准一、比赛现场规定1参赛者在比赛前25分钟凭比赛抽签单(场次、工位)到比赛现场检录,到工位检查确认焊件、焊材、焊机,焊件由选手在比赛前按照比赛日程安排。
参赛者在领取焊件时应检查是否符合要求,领取后一般不予调换。
2开赛迟到30分钟及以上者,按自动弃权处理。
3除规定允许携带的物品外,其他物品一律不得带入比赛现场。
4参赛者听到开始比赛信号后即可开始施焊。
5比赛过程中,参赛者只能在工位上准备的专用试板上进行试焊,不允许在除试板、焊件之外的任何地方焊接;调整工艺参数,只允许采用试焊的方法,不许借助诸如电流表类工具。
6由于停电等不可抗拒因素影响比赛时,参赛者提出,经裁判长核实情况后裁决。
7比赛过程中,选手若需要休息、饮水、上洗手间,其耗时一律计算在比赛时间内。
8监考裁判及赛场工作人员与参赛者只能进行有关工作方面的必要联系,不得进行任何提示性交谈。
其他允许进入赛场的人员,一律不允许与参赛者交谈。
任何在比赛现场的人员,不得干扰参赛者的正常操作。
9除当场次的参赛者及指定负责该场次的监考裁判和工作人员外,有关领导及新闻宣传人员应在组委会负责人陪同下进入比赛现场。
进入赛场人员均须遵守赛场纪律,其他人员一律谢绝进入比赛现场。
10比赛操作完成时,裁判记录其比赛实际时间以将焊件交到指定位置为准。
二、技能操作规定(一)、焊件装配点固要求1.每位选手所领用焊件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
焊件装配的间隙、钝边、反变形,均由参赛者自定。
板材焊件两点点焊,各点焊长度不得大于20mm。
管件一点点焊,长度不得大于10mm,在组对过程中如有问题,选手可以在规定时间内自行修复,但不得调换。
2.焊件定位焊应采用与正式焊接相同的焊接方法和焊接材料。
所有焊件应点焊在正面坡口内, 并由参赛者本人单独完成。
3.焊件在组对过程中出现问题,由参赛者自己修复,不得调换。
所有焊件一次完成。
电焊工技术比武方案一、比武活动目标电焊工技术比武旨在通过竞赛的形式,激发电焊工人员的技术热情和学习动力,促进技术水平的提升,提高电焊工作的质量和效率。
通过比武活动,能够展示各参赛选手的技艺水平,互相学习借鉴,共同进步。
二、比武时间和地点时间:预计在2022年7月举行地点:某工业园区展览中心大厅三、比武内容及要求1. 大赛形式:实际操作演示2. 比赛项目:a. 电弧焊b. 氩弧焊c. 气焊d. 焊接质量评估3. 比赛要求:a. 焊接项目各由组委会提供,确保参赛选手公平竞争。
b. 比赛时限:每个项目根据难易程度设定时间,选手需在规定时间内完成任务。
c. 焊接质量:比武活动注重焊接质量,对焊缝质量、焊接能力等进行评估。
d. 安全措施:参赛选手需严格遵守焊接安全规范,确保比武活动的安全进行。
e. 装备使用:各参赛选手需自备工具及个人焊接装备。
四、比武评分标准1. 焊接质量:焊接缺陷、强度等指标的评估。
2. 操作技巧:操作规范性、稳定性、效率等方面的评估。
3. 安全措施:使用焊接防护设备的正确性、安全操作流程等的评估。
4. 焊机使用:焊机调节、电流控制等方面的评估。
5. 其他方面:如团队合作精神、工作效率等方面的评估。
五、比武奖励办法1. 排名奖励:a. 前三名将颁发荣誉证书,并获得奖金奖励。
b. 第四至第十名将颁发荣誉证书。
c. 所有参赛选手将获得参与证书。
2. 技术交流:组委会将邀请参赛选手参加技术交流会,分享焊接技术心得和经验,促进共同进步。
3. 聘用机会:比武活动将成为用人单位选聘电焊工人员的重要依据,有机会获得优秀选手的聘用机会。
六、比武活动组织1. 组委会成员:a. 主办单位代表b. 相关技术专家c. 职业培训机构代表d. 工会代表2. 组织职责:a. 确定比武项目和规则,负责比武活动的筹备和组织工作。
b. 提供比武所需设备、场地、材料等资源支持。
c. 组织技术专家对比赛项目进行评审和指导。
d. 安排相关工作人员负责现场管理和安全保障。
第十九篇电焊工操作技能比赛规则一、参赛选手佩戴好劳保用品,持参赛证、岗位工种证、安全参加比赛。
二、比赛操作时间为100分钟,规定先焊仰板,再焊板试件。
试件固定高度不得高于800cm(以试件水平中心线为准)。
三、参赛选手在正式比赛前15分钟凭比赛抽签号分别到指定地点领取试件和焊材。
先进行试件组对,然后将组对好的试件交工作人员打号等待比赛。
四、参赛选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。
五、比赛中不准使用电动工具。
六、氩电联焊是指氩弧焊打底,焊条电弧焊填充、盖面。
七、焊机、焊钳、把线均由厂家统一提供,氩气由承办单位准备。
八、试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。
九、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按零分处理。
十、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。
十一、比赛过程中,比赛选手若需要休息、饮水、上洗手间,一律计算在操作时间。
十二、比赛完毕,比赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始变形,清理好的试件交裁判人员检查,裁判人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由裁判人员会同选手将试件交指定地点封号,并在比赛纪录上双方签字。
十三、每位参赛选手试件由组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。
十四、参赛选手应本着公平竞争的原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
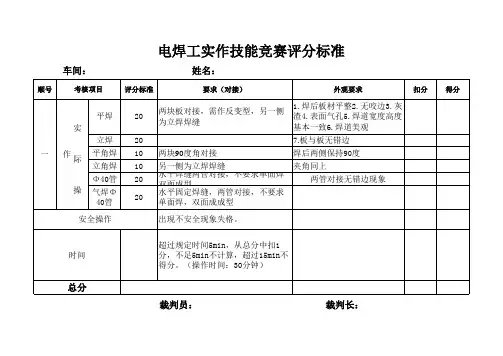
评分细则电焊工种(仰焊大板项目)技能比赛评分表选手:参赛号:工位号:电焊工种(二保仰角焊项目)技能比赛评分表板状试件评分表外观评分表(一)项目:手工电弧焊板状仰焊δ=12mm外观评判组长:纪录员:评判员:时间:二氧化碳气体保护焊角仰焊试件外观评分表(二)项目:二氧化碳气体保护焊角仰焊,板260*100*12mm。