磁力抛光机去毛刺使用说明书
- 格式:docx
- 大小:34.04 KB
- 文档页数:10
使用说明书苏州大越精密去毛刺机目录使用说明书 (1)目录 (2)安全使用 (3)设备简介、工作原理、功能特点 (4)设备用途、优点 (5)机器使用解答.........................................................6-7 代码显示解答 (7)安装与接线 (8)操作流程 (9)设备日常保养、保修卡 (10)服务联系方式 (11)安全使用使用本机器前请先仔细阅读使用说明书。
1.为了保证安全避免火灾,请勿将液体和水溅入电线和插头上,以及后盖板冷却风扇上,并且在机器台面上尽可能保持干燥和清洁。
2.使用该设备时请勿将磁性工件投入加工(如铁,带磁性工件),需要时候需和厂家联系,勿将电子贵重物品放置在机器台面上(如手表、手机、电子设备仪器等)。
3.该设备零部件损坏或工作出现异常时,立即切断电源停止工作并通知相关售后服务人员。
4.机器表面发热时,注意查看后盖的冷风散热风扇是否正常运转。
禁止高温应用。
5.在不使用该设备时请将电源关闭,切断总电源。
6.电源需加装过流开关,建议选用6A以内。
7.请勿长时间低频率工作,雷电可能导致损坏机器。
警告1. 铁类,易被磁大型金属,放在抛光槽内,可能对人体造成严重伤害.2. 名贵手表、电子产品放在抛光槽内可能导致损坏.3.机器使用时候必须接地,通电前确认输入电源电压正确。
4.不要把机器安装在太阳照射、雨淋、过于潮湿、强酸、碱车间内.5.自行维修需要和厂家联系确认,否则对修理人员可能成严重伤害.设备简介感谢您购买我们公司精密零件去毛刺抛光机!我们是自主研发的一种新型抛光设备,本机采用全球先进上好材料,简单操控独特的设计,彻底解决传统抛光的难题。
解决了伤工件、死角、管内、通孔、盲孔等抛光研磨一系列的问题,提升了抛光效率及产品的品质。
工作原理本抛光去毛刺机是利用超强的磁场力量,传动细小的研磨钢针,使抛光也产生高速旋浮流动,换向翻滚,以众多去毛刺不锈钢钢针轻轻滑过工件各个表面及工件内孔、内外牙及表面摩擦,达到清洗、去油垢杂质、去除毛边、研磨光亮的精密抛光效果。
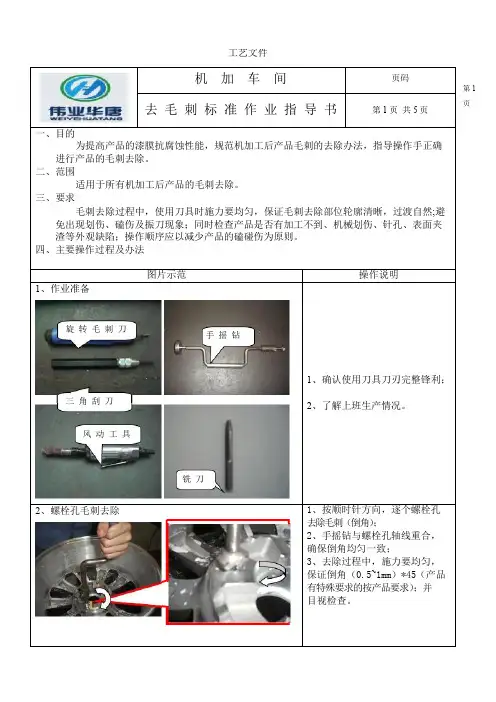
工艺文件第 1 页机 加 车 间页码去 毛 刺 标 准 作 业 指 导 书第 1 页 共 5 页一、目的为提高产品的漆膜抗腐蚀性能,规范机加工后产品毛刺的去除办法,指导操作手正确 进行产品的毛刺去除。
二、范围适用于所有机加工后产品的毛刺去除。
三、要求毛刺去除过程中,使用刀具时施力要均匀,保证毛刺去除部位轮廓清晰,过渡自然;避 免出现划伤、磕伤及振刀现象;同时检查产品是否有加工不到、机械划伤、针孔、表面夹 渣等外观缺陷;操作顺序应以减少产品的磕碰伤为原则。
四、主要操作过程及办法图片示范操作说明1、作业准备旋 转 毛 刺 刀手 摇 钻三 角 刮 刀风 动 工 具铣 刀1、确认使用刀具刀刃完整锋利;2、了解上班生产情况。
2、螺栓孔毛刺去除1、按顺时针方向,逐个螺栓孔 去除毛刺(倒角);2、手摇钻与螺栓孔轴线重合, 确保倒角均匀一致;3、去除过程中,施力要均匀, 保证倒角(0.5~1mm )*45(产品 有特殊要求的按产品要求);并 目视检查。
3.气门孔毛刺去除——1)不划窝产品背面毛刺去除121、选用合适的手摇钻操作,避免因钻头过大划伤轮辋;2、操作时手摇钻与气门孔轴线重合;3、去除过程中均匀施力,确保倒角轮廓线均匀一致,倒角0.5mm×450(产品有特殊要求的按产品要求);去除后用P240#砂纸打磨,保证过渡圆滑无尖角。
2)划窝产品背面毛刺去除1、检查气门孔是否划窝;2、用旋转毛刺刀去除气门孔背面划窝产生的毛刺,并用P240#砂纸打磨,保证毛刺去除干净。
3)背面铸窝毛刺去除气门孔背面有铸窝的产品,用旋转毛刺刀或三角刮刀清除铸窝周边毛刺,并用P240#砂纸打磨一遍,保证过渡圆滑无尖角。
4)气门孔沉孔毛刺去除1、将产品平放在工作台上,左手把住外轮缘,右手用旋转毛刺刀或三角刮刀清除气门孔沉孔周边毛刺,确保去除后轮廓线均匀一致;2、倒角尺寸:0.5mm×45°,无尖角现象。
磁力研磨操作规程磁力研磨是一种常用的表面处理方法,用于去除零件表面的毛刺、氧化层、粗糙度等。
它具有工艺简单、操作方便、效果明显等优点,在不同行业广泛应用。
为了保证磁力研磨操作的安全性和稳定性,以下是一份磁力研磨操作规程,共计1200字。
1. 安全措施1.1. 操作前,熟悉磁力研磨设备的结构和工作原理,掌握安全操作方法。
1.2. 确保操作区域通风良好,避免产生粉尘和有害气体。
1.3. 工作时,戴上防护手套、护目镜和口罩,确保人身安全。
1.4. 带有长发或其他可危害安全的头发的人员,应将其束紧或戴上防护帽。
1.5. 禁止穿戴过宽松的衣物,以免卷入设备中。
1.6. 出现紧急情况时,应立即停止操作,并按照相关应急预案进行处置。
2. 设备准备2.1. 磁力研磨机的电源应先关闭,并断开电源插头,确保安全操作。
2.2. 检查设备的电线、传动带、传动轴等部件,确保完好无损。
2.3. 清洁磁力研磨机的工作台面和操作区域,移除杂物和灰尘。
2.4. 检查研磨材料和磁砂的储存箱,准备足够的材料供使用。
2.5. 将磨砂石和磁砂安装在磁力研磨机中,根据工作需求进行调整。
3. 操作步骤3.1. 打开磁力研磨机的电源开关,待机器启动正常后,进行下一步操作。
3.2. 将要进行研磨的零件放置在机器的工作台面上,确保固定稳固,不会滑动或掉落。
3.3. 调整磁力研磨机的工作速度和运行时间,以满足工件研磨的要求。
3.4. 根据需要,向磁力研磨机中加入足量的磨砂石和磁砂,以保证研磨效果。
3.5. 控制磁力研磨机的开关和操作杆,使零件在磨砂石和磁砂的作用下进行研磨。
3.6. 定时清理研磨过程中产生的废料和磨屑,避免对零件造成二次污染。
3.7. 观察研磨效果,根据需要进行调整和优化,直到满足要求为止。
3.8. 关闭磁力研磨机的电源开关,拔掉电源插头,清理和整理操作区域。
4. 设备维护4.1. 操作结束后,及时清理磁力研磨机的工作台面和操作区域,确保设备的干净整洁。
不锈钢毛刺怎么处理内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.关于不锈钢去毛刺的简单的方法,主要针对小件产品工具/原料•不锈钢产品•磁力抛光机方法/步骤1. 根据不锈钢产品的大小,选择使用的机器型号,在工作槽内放入适合的钢针跟适量的水。
2. 根据产品的要求抛光亮度,放入适合的研磨液。
3. 启动机器,根据毛刺的大小,设置时间5到10分钟。
4. 时间到了,把产品拿出来,用清水清洗,把钢针拾起保存好一:有工具去除五金冲压件的毛刺1.孔:使用倒角刀或直径较大的钻头前端,2.边:使用锉刀,油石,砂纸,磨刀石,3.焊渣:有震动除焊渣工具也可去除较脆的毛刺,4.外径:加工过程时就以车床进行导角,5.还有抛光,研磨,喷砂,要看什么工件和产品要求,二:要根据产品来决定去不锈钢冲压件毛刺工艺的:1.用电化学去毛刺。
若自制设备,费用不高,经济、高效、使用。
2.震动磨去毛刺(齿轮毛刺),效率挺高,质量也可以。
3.热处理零件还可以通过喷丸去毛刺,还可以消除表面应力,4.用风枪配上各种形状的枪头去毛刺效果比较好,效率也高,5.齿轮去毛刺可以用以下几种方法:(1)电解去毛刺,效率最高,质量最好,但设备造价太高,一般的小企业用不起;(2)震动去毛刺,质量一般,不过成本较低,(3)手工去毛刺,质量比较好,只是效率可能低一些;4可采用滚压。
不锈钢焊条6.气动去毛刺.END注意事项•不要在研磨槽放入太多的水•不锈钢针要保存好,不要轻易丢失内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
顺佳研磨科技有限公司磁力精密研磨机PRECISION MAGNETIC GRINDER机械原理简介Mechanic Principle利用神奇磁场力量传导不锈钢针磨材产生加速旋转动作,高效率达到精密研磨去除毛边和抛光洗净效果With the use of the magical force of magnetic field, making the stainless steel pins rotate very fast, to de-burr, polish and clean the workpieceshigh-effectively and precisely.1、特点Features1) 卓越快速去除毛边能力,细小内孔、内管、夹缝死角均可高效研磨,绝不变形及伤表面,不影响精度。
Have excellent ability of fast de-burring, high efficiently grinding small inner holes, inner pipes, crevices, etc. Make NO damage to the surface of workpieces, and DO NOT affect the accuracy of workpieces.2) 加工速度快,一次3~15分钟即可完成,可在机器运转中替换工件。
Fast grinding or polishing, only 3~15 minutes is needed for each time. Workpieces can be changed during the machine running.3) 操作方面简单,成本低,无污染,不锈钢针为永久性磨材。
Simple and convenient operation, low cost, no pollution. The stainless steel pins are permanent abrasives.2、用途Application金饰业打磨洗净工作,成品表面抛光处理,去除氧化薄膜工作,锈蚀去除处理,电镀或喷漆前处理,烧结痕迹处理,零件残磁去除。
目录使用说明书 (1)目录 (2)安全使用 (3)设备简介、工作原理、功能特点 (4)设备用途、优点 (5)机器使用解答.........................................................6-7 代码显示解答 (7)安装与接线 (8)操作流程 (9)设备日常保养、保修卡 (10)服务联系方式 (11)使用本机器前请先仔细阅读使用说明书。
1.为了保证安全避免火灾,请勿将液体和水溅入电线和插头上,以及后盖板冷却风扇上,并且在机器台面上尽可能保持干燥和清洁。
2.使用该设备时请勿将磁性工件投入加工(如铁,带磁性工件),需要时候需和厂家联系,勿将电子贵重物品放置在机器台面上(如手表、手机、电子设备仪器等)。
3.该设备零部件损坏或工作出现异常时,立即切断电源停止工作并通知相关售后服务人员。
4.机器表面发热时,注意查看后盖的冷风散热风扇是否正常运转。
禁止高温应用。
5.在不使用该设备时请将电源关闭,切断总电源。
6.电源需加装过流开关,建议选用6A以内。
7.请勿长时间低频率工作,雷电可能导致损坏机器。
1. 铁类,易被磁大型金属,放在抛光槽内,可能对人体造成严重伤害.2. 名贵手表、电子产品放在抛光槽内可能导致损坏.3.机器使用时候必须接地,通电前确认输入电源电压正确。
4.不要把机器安装在太阳照射、雨淋、过于潮湿、强酸、碱车间内.5.自行维修需要和厂家联系确认,否则对修理人员可能成严重伤害.感谢您购买我们公司精密零件去毛刺抛光机!我们是自主研发的一种新型抛光设备,本机采用全球先进上好材料,简单操控独特的设计,彻底解决传统抛光的难题。
解决了伤工件、死角、管内、通孔、盲孔等抛光研磨一系列的问题,提升了抛光效率及产品的品质。
本抛光去毛刺机是利用超强的磁场力量,传动细小的研磨钢针,使抛光也产生高速旋浮流动,换向翻滚,以众多去毛刺不锈钢钢针轻轻滑过工件各个表面及工件内孔、内外牙及表面摩擦,达到清洗、去油垢杂质、去除毛边、研磨光亮的精密抛光效果。
磁力抛光机的使用方法
磁力抛光机的使用方法
一、基本介绍
磁力抛光机是一种常用的表面处理技术,它利用磁场对表面材料进行抛光,以改善表面光泽度及平整度,能够实现机械表面处理。
磁力抛光机具有快速、安全、高效等特点,受到广大加工企业的青睐,在抛光表面处理领域有着重要的应用价值。
二、使用方法
1.准备工作
(1)首先,应根据抛光物体的材质与形状,选择正确的抛光机型号和抛光件。
(2)其次,表面处理前应对抛光物体进行调整,采用定位调整设备将抛光物体按照设计要求固定位置,以保证表面处理质量。
2.操作步骤
(1)将抛光件安装到磁力抛光机上。
(2)按照抛光要求,合理设置抛光参数,包括磁力大小、抛光速度等,以便确保表面处理质量。
(3)将抛光件放入抛光液中,按照要求抛光,以达到表面光泽度和平整度的要求。
(4)启动磁力抛光机,完成抛光。
(5)表面处理后,应用清洗机清洗抛光件,以防止表面杂质污染。
三、注意事项
1.在使用磁力抛光机时,应正确安装与更换抛光件,防止表面损伤。
2.在进行表面处理时,应正确调整抛光参数,以确保抛光质量。
3.应尽量选择抛光件的标准尺寸,以防止表面损伤。
4.在处理完成后,应及时清洗抛光件,以防止污染表面。

作业指导书工序书编号:BT-SOP-018-支架-03工序名称研磨018-支架工序编号第 1工序 /共 1工序模具编号BT0045 使用设备磁力研磨机产品名称018-支架页数本工序第 1页/共 2 页一、作业前准备1、检查产品型号与产品跟踪单填写的是否一致,填写研磨栏研磨数量。
2、检查物料、钢针及工具是否齐备。
3、开机前请点检《磁力研磨设备点检表》。
4、抛光桶内放入钢针,选择钢针型号:1.0mm,约为2KG.5、抛光粉用标准容器放入:2杯。
二、操作流程1、将设备运行时间设置为8~10分钟,设置运转速度频率范围在(30~50)HZ。
产品放入完成后按下启动开关;2、拿取产品依次单个放入抛光桶内,禁止把周转箱内的产品直接倒入抛光桶内,防止压铸渣等其他废物流入抛光桶内,放置产品数量为30~40pcs。
3、研磨结束后,依次拿取产品放于托盘内,查看产品内是否存在钢针如有重新放入抛光桶内,对研磨完毕的产品用清水清洗至无浑浊状态,废水倒入废水区。
4、将研磨完的产品挑出后放置于阳光通风处晒干或于烘干机烘干5、及时检查产品是否已晒干,对晒干的产品需放入周转箱内入库及时流入下一段工序,在作业时请轻拿轻放避免产品碰伤。
三、注意事项1、机器在正常运转时,不可将产品从抛光桶取出,或将手放入抛光桶内,以防损坏机器和伤到手。
2、设备在运行中如发现有异常应立即停机,查明原因后方可投入运行。
操作目的:研磨压铸件,去除披风、毛刺对产品进行抛光。
使用工具:研磨机、钢针、抛光桶、抛光粉、手套、吸塑盒注意事项及要点:1、本工序书只适用于018-支架研磨作业使用。
2、每班次开始生产前,请严格按照《研磨设备点检表》进行点检。
4、本工序按作业指示书标准操作研磨时应戴好手套,以免防止手划伤。
5、详细填写产品跟踪单里的内容并做好记录。
6、严格按照《研磨机操作指导书》操作。
7、操作设备时请注意安全,按规范操作设备。
8、作业员在放置产品时请遵守轻拿轻放的原则,避免对产品产生碰伤、变形等不良现象。
磁力抛光机操作规程
1、检查电源和接地线是否正常,电源插头是否接好。
2、检查磁盘和磁石是否完好无损,是否有松动或裂痕。
3、检查水管是否连接好,水源是否稳定。
4、检查抛光材料是否准备充分,是否符合要求。
二、操作步骤
1、按下电源按钮,观察机器是否正常运转。
2、将抛光材料涂抹均匀于磁盘上。
3、将需要抛光的工件放置于磁盘上。
4、调整磁盘高度和抛光材料的厚度,使其与工件紧密贴合。
5、打开水管,调节水流和水压,保持抛光面湿润。
6、开启磁力开关,调节磁力大小,使其与工件适当贴合。
7、开始抛光,注意观察抛光情况,适时调整抛光材料和磁力大小。
8、抛光结束后,关闭水管和磁力开关,将工件取下。
9、关闭电源,清洁磁盘和抛光材料。
三、注意事项
1、操作前需仔细阅读操作手册,按要求进行操作。
2、操作时需穿戴好防护设备,注意安全。
3、抛光材料需保持湿润,防止干燥。
4、抛光时需适当调整磁力大小,避免磁力过大或过小。
5、抛光结束后需及时清洁机器和抛光材料,保持干净整洁。
磁力抛光清洗机介绍说明------------------------------------------------------ 志浩邦磁力抛光清洗机突破传统抛光清洗理念,采用磁场力拖动不锈钢针磨材,产生快速旋转运动,从而达到去除毛刺,抛光,洗净等多重效果。
产品总结大量实际经验,通过精心设计而成,磁场分布均匀,磁场拖动力自动顺、逆转,抛光效果更均匀,物体表面更光滑,产品效果远超国内各同类产品!另外,本品具有极高的性价比,完全可以替代同类进口产品,是节省人力开支提高工作效率的首选!本品采用优质磁铁铰链传动加单片机控制,具备完善的电机保护。
机型规格可按客户要求定制。
利用其独特的磁场分布,产生强劲平稳的磁感效应,使磁力钢针与工件进行全方位,多角度地充分研磨,达到快速除锈,去死角,去除毛刺批锋,除去氧化薄膜及烧结痕迹等功效。
尤其对形状复杂,多孔夹缝,内外螺纹等工件,更加能显示其神奇妙用.并且,不伤及工件表面,不影响工件精度。
让工件瞬间变得光滑整洁,焕然一新。
操作方法调试:开启机器后,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。
操作要点:抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑。
清理抛光针、抛光桶时必须要使用清洗液。
修理维护排除故障1:抛光桶漏水,底刺有抛光针可用钳子去除,加点上胶水2:计时器不闪动,未按启动开关,按即可计时。
3: 抛光桶里的水过热时请及时换水(正常水温范围控制在50°C以内)。
4: 机器震动大,检查机器每个角是否在受力位置,调整脚杯长短。
5:指示正常,但机器不工作,检查电压是否低于220V;抛光针放置是否过量。
日常保养1:抛光液溅到机器上应及时擦拭干净,防止液体损伤机器表面。
磁力研磨机操作保养指导书
一:适用范围
适用轻铁类金属,非铁类金属,如硬质塑胶、不锈钢、铜、铝、锌、镁、等精密零件.
二:型号及种类:
ZC-P845
三:使用用途
3.1实现毛刺,倒角,抛光,洗净等多重功效
3.2对于不规则状零件,孔状、直角内、管状等死角,夹缝等均可抛光
四.操作方法
4.1将抛光桶放置机器研磨槽内,桶必须使用PVC,PU,塑胶类等非金属材质.
4.2将磁力钢针(按机器的型号和配量)投入到研磨桶内,同时投入少量的工件,数量通常因会形状而定,
第一次试样时从少至多,加至工件能随机转动均匀为止.
4.3将水倒入抛光桶。
其水量覆盖工件为佳,水在抛光过程中清洗工件,防止抛光针弹出桶外.
4.4抛光机与水的比例是2:100配比加入桶内,当工件表面有污染时,抛光剂当适量增加,或先清洗,
在抛光.
4.5时间设定值为3-15分钟一次.
4.6开启电源,按启动开关(不按可能会出现不计时,不停机).P系列设备
可能调整抛光速度,高速运转时可以减少抛光时间,可能会伤到工件表面.
4.7抛光完成后侵清水,然后使用筛网进行分离.
五.日常保养
5.1防损:在使用完设备时防止抛光液及水溅到机器上,应及时擦拭干净.
5.2防脏:为了保持机器表面整洁延长机器使用寿命,在使用设备后用布将表面擦拭干净.。
齿条刷齿部氧化皮专机使用及维修说明书2013.04湖北博科创智工贸有限公司1一、电源通/断:检查机床无异常后,复位双手启动盒、电箱门上的急停按钮,接通电箱门上的电源旋钮,白色“电源接通”指示灯点亮。
二、机床手动调整:把机床工作方式旋到“手动”位置,为了机床的安全性,必须在夹具夹紧到位之后(即夹具缩回到位),才能执行滑台的进、退动作。
1、主轴电机的启动:在触摸屏上点击进入“动作强制”画面,如下图所示。
点击“主轴电机启动软按钮”前的方格,这时主轴电机启动,再点击“主轴电机停止软按钮”前的方格,这时主轴电机停止运转。
2、滑台电机的启动:若滑台停在中间位置,首先确认夹具全部夹紧到位,点击“滑台2电机反转软按钮”前的方格,再点击“滑台电机低速启动软按钮”前的方格,这时滑台电机以低速频率退回到工进转快进位并停止,再点击“滑台电机高速启动软按钮”前的方格,这时滑台电机以高速频率退回到原位并停止。
在后退过程中,可以点击“滑台电机停止软按钮”前的方格,这时滑台电机停止运转。
点击“滑台电机正转软按钮”前的方格,再点击“滑台电机高速启动软按钮”前的方格,这时滑台电机以高速频率前进到快进转工进位并停止,再点击“滑台电机低速启动软按钮”前的方格,这时滑台电机以低速频率前进到终位并停止。
3、防护门的打开、关闭:按住“防护门打开软按钮”前的方格,这时防护门打开到位,再按住“防护门关闭软按钮”前的方格,这时防护门关闭到位。
4、冷却站的启动:在自动方式下,当污水液位高信号X15接通后,刮屑电机会自动启动,X15断开后,刮屑电机停止运转。
在手动方式下,点击“刮屑电机启动软按钮”前的方格,这时刮屑电机启动,再点击“刮屑电机停止软按钮”前的方格,这时刮屑电机停止运转。
按下电箱门上的“冷却启动”按钮,冷却泵与油水分离电机启动,冷却水打开(冷却水阀Y23通电时冷却水关闭),同时“冷却启动”指示灯点亮。
再按下电箱门上的“冷却停止”按钮,冷却泵与油水分离电机停止运转,冷却水关闭,同时“冷却启动”指示灯熄灭。
去毛刺机的操作规程操作规程:去毛刺机一、操作前准备1. 确保去毛刺机所在区域通风良好,没有明火和易燃物品。
2. 确保操作人员熟悉去毛刺机的结构和工作原理,并具备相关安全知识。
3. 确保去毛刺机及其配件完好无损,没有松动或磨损。
二、安全操作1. 穿戴个人防护装备,包括安全眼镜、防护手套和耳塞。
2. 禁止戴长发或长袖衣物,以免被机械部件缠绕。
3. 在操作前,检查电源是否接地良好,插头是否正常。
4. 检查刀具和工具是否完好无损。
5. 工作时,其他人员要远离工作区域,不得随意靠近或触摸设备。
三、开机准备1. 打开机箱,检查设备内部是否有异常或异物。
2. 检查电源线是否连接稳固和正确,关闭主电源开关。
3. 检查润滑系统的油液是否充足,并按照规定加注。
四、设定操作参数1. 根据工件的材质和要求,设定适当的去毛刺机参数,包括转速、进给速度等。
2. 选择适当的刀具,根据工件的材质和形状需求进行调整。
五、操作步骤1. 将工件固定在工作台上,确保稳固可靠。
2. 打开设备电源开关,启动润滑系统。
3. 按下开机按钮,设备开始工作。
4. 在设备运行过程中,注意观察工件的去毛刺效果,及时调整参数或刀具。
5. 在工作过程中,严禁用手触摸工件或机器,使用操作台上的控制手柄进行操作。
6. 在刀具更换或维护时,必须关闭设备电源,等待设备完全停止运转后再进行操作。
六、工作完成后1. 关闭设备电源开关,停止设备运转。
2. 清理工作台及设备周围的杂物和残渣,保持整洁。
3. 检查设备是否有异常现象,如有需要及时维修。
4. 关闭主电源开关,断开电源。
5. 做好设备的定期保养和维护工作,延长设备的使用寿命。
七、安全注意事项1. 外来人员严禁进入设备操作区域,仅限授权人员进行操作。
2. 禁止在设备运行时做其他工作,以免分心造成意外伤害。
3. 设备运行时,不得用手或其他器械触摸或接近旋转部件。
4. 如发现设备异常声音、振动或其他故障,应立即停机检修。
去毛刺作业指导书
一、介绍
去毛刺是一种常见的表面处理方法,用于去除材料表面的毛刺或瑕疵。
它可以改善材料的质量和外观,并提高其使用性能。
本作业指导书将为您介绍去毛刺的基本原理和操作方法。
二、去毛刺原理
去毛刺的原理是利用机械或化学方法去除材料表面的毛刺。
机械方法包括打磨、研磨和抛光,通过磨削和研磨的力量去除表面的毛刺或瑕疵。
化学方法则使用腐蚀剂或溶剂,通过溶解或转化表面的毛刺来实现去毛刺的效果。
三、去毛刺工具和材料
去毛刺所需的工具和材料有:
1. 手工磨具:如砂纸、打磨布等;
2. 机械磨具:如砂轮、切割机等;
3. 清洁剂:如酒精、去油剂等;
4. 防护用品:如手套、护目镜等。
四、去毛刺步骤
1. 准备工作:在进行去毛刺之前,首先要确保工作区域整洁,
且具备良好的通风条件。
同时,戴上防护手套和护目镜,以保护好
自己的安全。
2. 检查材料表面:仔细检查材料表面是否存在毛刺或瑕疵,并
确定需要去除的部位。
3. 选择合适的工具和材料:根据材料的类型和需要去除的毛刺
程度,选择合适的手工磨具或机械磨具。
同时,准备好清洁剂用于
清洁材料表面。
4. 进行去毛刺操作:根据选择的工具和材料,按照操作说明进
行去毛刺。
在手工磨具时,注意使用适当的力度和角度进行磨削。
在机械磨具时,注意调整转速和磨具的角度。
5. 清洁材料表面:在去毛刺完成后,使用清洁剂清洗材料表面,以去除残留的磨削或研磨剂。
磁力抛光机原理特点针对精密零件一次性完成精密、抛光、去毛刺,包括内孔死角,去毛刺后不影响产品精密尺寸,时间短,消耗极低,一批只需(3-15)分钟,并高效代替人工。
如车床件、压铸件、冲压件、CNC、精密机加工等精密零部件。
欢迎咨询洽谈。
工作原理:磁力抛光机是利用其独特的磁场分布,产生强劲平稳的磁感效应,使磁力钢针与工件进行全方位,多角度地充分研磨,达到快速除锈,去死角,去除毛刺批锋,除去氧化薄膜及烧结痕迹等功效。
尤其对形状复杂,多孔夹缝,内外螺纹等工件,更加能显示其神奇妙用.并且,不伤及工件表面,不影响工件精度。
让工件瞬间变得光滑整洁,焕然一新。
适用于金,银,铜,铝,锌,镁,铁,不锈钢等金属类工件的研磨抛光。
用途●成品去除毛刺;●表面锈蚀处理;●成品表面抛光;●打磨洗净工作;●去除氧化薄膜(不会损害工件表面形状)适用行业产品:● 首饰工艺品;● 自动车床零件;● 压铸、冲压零件;● 弹簧、弹片零件;● 硬塑料、硬塑胶● 电子、通信、医疗零件● 走心走刀,CNC自动车床零件● 航天,医疗零件产品特点:●实现除毛刺,倒角,抛光,洗净等多重功效●对于不规则状零件,孔状、管状等死角,夹缝等均可抛光●定制时间,加工速度快捷,操作简单安全●可变频率调节,满足各种抛光需求●抛光无死角●结束提醒,可提醒抛光完成,可一人操作多台●电压、电流、频率、时间均可监控,简洁明了●抛光过程无需人工干预●磁力抛光研磨没有死角,让所有部位完全研磨;研磨后工件绝不变形、绝不损伤表面、绝不影响精度。
●成本低,速度快,约3-15分钟完成;操作简单、方便、完全免技术,可多机操作适用于金,银,铜,铝,锌,镁,铁,不锈钢等金属类与硬质塑料等非金属类工件的研磨抛光。
如:金银首饰、时尚配饰、电子产品金属制件,精密螺栓、形状复杂的金属制件、文具配件、仪表仪器配工件使用效果:工件经此类抛光机处理后表面呈原金属光泽,光亮、圆润极具视觉效果;还可释放一部分工件内应力,提高工件机械性能;强化工件表面质量,提高表面性能。
文件名称:去毛刺机作业指引文件编号:版本: A 页号:1/2流程操作方法说明参数控制安全维护保养示图入板 1、打开电源,开机,待参数达到要求可放板做磨痕、确认OK后方可生产。
2、双手持板边,轻轻将板放在入料口。
1、放板间距:2-3cm 1、开,关机时按流程操作,不可以在手有水的情况下,开启电源,以免触电。
2、放板时双手取板边。
3、生产有异常时,需立即停机,并通知负责人,待故障排除才可作业。
4、生产做好记录,无板生产时,关机,关水,关电。
开启总电源酸洗1、缸体:180L2、洗净缸体,注入清水至缸体2/3.3、加入硫酸:7.2L,边倒边搅拌.4、补充清水至液位,冷却到常温.1、硫酸浓度:3-5%2、温度:常温3、压力:2.0±0.5kg/cm21、每班化验分析调整。
2、硫酸往水中倒,严禁将水往酸中倒。
3、加酸时戴手套,护目镜,边倒边搅拌.。
4、如溅到皮肤上,立即用大量清水冲洗或就医。
戴胶手套加硫酸溢流水洗1、缸体:180L2、洗净缸体,注入清水至液位。
1、压力:2.0±0.5kg/cm22、更换:1次/每班更换1、生产前更换清水。
2、检查喷咀无堵塞,清洗过滤网。
文件名称:去毛刺机作业指引文件编号:版本: A 页号:2/2流程操作方法说明参数控制安全维护保养示图磨板磨板前做水膜、磨痕试验。
1、水膜试验:随机取一块完成磨板的板,双手持板边将板放入准备好的清水中浸泡3~5秒,然后以45°角度的取出,用秒表检测板面水膜破裂的时间。
2、磨痕试验:取与生产板厚一致的光铜板,开启输送,关闭磨刷,待板输送至磨刷下方,刚好带动磨刷,停止输送,将磨刷调深3圈开启磨刷5-10秒,关闭磨刷,开启输送,相同的方法做完所有磨刷磨痕测试,出板后用量测磨痕的宽度。
1、磨板速度:2.0-4.0m/min2、磨板电流:1.8-3.2A3、水膜试验:≥10sec4、磨痕宽度:8-15mm/磨板放板冲洗过滤网高压水洗1.缸体:300L2.洗净缸体,注入清水至液位。
目录
使用说明书 (1)
目录 (2)
安全使用 (3)
设备简介、工作原理、功能特点 (4)
设备用途、优点 (5)
机器使用解答.........................................................6-7 代码显示解答 (7)
安装与接线 (8)
操作流程 (9)
设备日常保养、保修卡 (10)
服务联系方式 (11)
使用本机器前请先仔细阅读使用说明书。
1.为了保证安全避免火灾,请勿将液体和水溅入电线和插头上,以及后盖板冷却风扇
上,并且在机器台面上尽可能保持干燥和清洁。
2.使用该设备时请勿将磁性工件投入加工(如铁,带磁性工件),需要时候需和厂家联
系,勿将电子贵重物品放置在机器台面上(如手表、手机、电子设备仪器等)。
3.该设备零部件损坏或工作出现异常时,立即切断电源停止工作并通知相关售后服务
人员。
4.机器表面发热时,注意查看后盖的冷风散热风扇是否正常运转。
禁止高温应用。
5.在不使用该设备时请将电源关闭,切断总电源。
6.电源需加装过流开关,建议选用6A以内。
7.请勿长时间低频率工作,雷电可能导致损坏机器。
1. 铁类,易被磁大型金属,放在抛光槽内,可能对人体造成严重伤害.
2. 名贵手表、电子产品放在抛光槽内可能导致损坏.
3.机器使用时候必须接地,通电前确认输入电源电压正确。
4.不要把机器安装在太阳照射、雨淋、过于潮湿、强酸、碱车间内.
5.自行维修需要和厂家联系确认,否则对修理人员可能成严重伤害.
感谢您购买我们公司精密零件去毛刺抛光机!我们是自主研发的一种新型抛光设备,本机采用全球先进上好材料,简单操控独特的设计,彻底解决传统抛光的难题。
解决了伤工件、死角、管内、通孔、盲孔等抛光研磨一系列的问题,提升了抛光效率及产品的品质。
本抛光去毛刺机是利用超强的磁场力量,传动细小的研磨钢针,使抛光也产生高速旋浮流动,换向翻滚,以众多去毛刺不锈钢钢针轻轻滑过工件各个表面及工件内孔、内外牙及表面摩擦,达到清洗、去油垢杂质、去除毛边、研磨光亮的精密抛光效果。
●成本低,采用半永久性不锈钢针磨材,消耗极低。
●研磨速度快,平均每次研磨3-15分钟,换工件快,不停机可换研磨工件。
●可变频率调节,满足各种抛光需求
●抛光无死角
●操作简单,绝对安全,完全免技术,一人可操控数台机器
●电压、电流、频率、时间均可监控,简洁明了。
●零件成品研磨后,绝不变形,无死角,不损伤表面,不影响精度。
●适用于轻铁类金属,非铁类金属,硬质塑胶等精密零件
●实现除毛刺,倒角,抛光,洗净等多重功效
●对于不规则状零件,孔状、管状等死角,夹缝等均可抛光
●定制时间,加工速度快捷,操作简单安全
●可变频率调节,满足各种抛光需求
●抛光无死角
●结束提醒,可提醒抛光完成,可一人操作多台
●电压、电流、频率、时间均可监控,简洁明了
●抛光过程无需人工干预
●磁力抛光研磨没有死角,让所有部位完全研磨;研磨后工件绝不变形、绝不损伤表面、绝不影响精度。
●成本低,速度快,约2-20分钟完成;操作简单、方便、完全免技术,可多机操作。
:
1、刹车车功能
采用电子反相电流输出电极自动刹车,优点:无摩擦,无损耗,耐用,节能。
2、整体结构,
3.5国标钢板外壳,整体无缝隙,结构坚固厚实稳定。
五道工序高温防脱漆防腐处理。
3、安全措施,
轻触点启动,控制部分全冷元件设计,可以直接在露天,大雨中工作使用不漏电,安全。
4、传动
设计中,转盘无无功率损耗,电机在任何速度,空载和负载间无简速现象。
完全够用,1000小时不停机检测稳定,节能。
:
:
P
系列 W 系列
220V50HZ
三相 380V
接地线
机器角必须调至受力
设备日常保养
尊敬的用户,感谢您购买、使用我公司产品。
机器设备日常使用和保养得当,可避免人为因素造成的元件损坏、延长机器的使用寿命,精密去毛刺抛光机也不例外。
1. 防损:在使用设备时防止液体操作机器表面,抛光液溅到机器上时应及时擦拭干净。
2. 防脏:为了保持机器表机整洁延长机器使用寿命,在使用设备后用布将其表面擦拭干净。
3. 防尘:设备不使用时控制面板可用胶袋套住。
4. 防雷击:在发生雷电天气时需关闭机器电源以及拔掉电源插头,防止被雷击坏。
5. 防止桶损坏:设备运行时抛光针力度强,所以把桶放置到抛光槽内时、如抛光槽内有抛光针要及时清理干净。
欢迎您来电咨询抛光调试技术、维修及配件购买。
如果您对我们的产品和服务有任何意见和建议,期待您与我们联系。
公司:
联系人:肖先生
电话:05
传真:05
邮箱
地址:苏州市吴中区甪直镇鸿福路1号
网址:。