精益生产关键词中英文对照表
- 格式:xls
- 大小:30.00 KB
- 文档页数:4
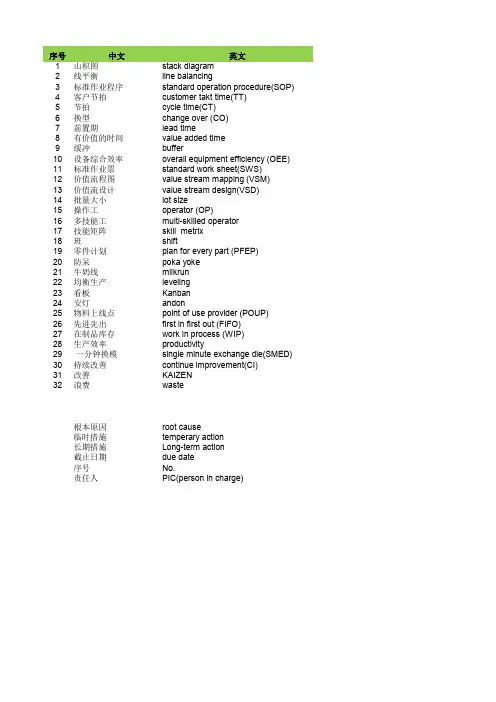
序号中文英文1山积图stack diagram2线平衡line balancing3标准作业程序standard operation procedure(SOP) 4客户节拍customer takt time(TT)5节拍cycle time(CT)6换型change over (CO)7前置期lead time8有价值的时间value added time9缓冲buffer10设备综合效率overall equipment efficiency (OEE) 11标准作业票standard work sheet(SWS)12价值流程图value stream mapping (VSM)13价值流设计value stream design(VSD)14批量大小lot size15操作工operator (OP)16多技能工multi-skilled operator17技能矩阵skill metrix18班shift19零件计划plan for every part (PFEP)20防呆poka yoke21牛奶线milkrun22均衡生产leveling23看板Kanban24安灯andon25物料上线点point of use provider (POUP)26先进先出first in first out (FIFO)27在制品库存work in process (WIP)28生产效率productivity29一分钟换模single minute exchange die(SMED) 30持续改善continue improvement(CI)31改善KAIZEN32浪费waste根本原因root cause临时措施temperary action长期措施Long-term action截止日期due date序号No.责任人PIC(person in charge)。
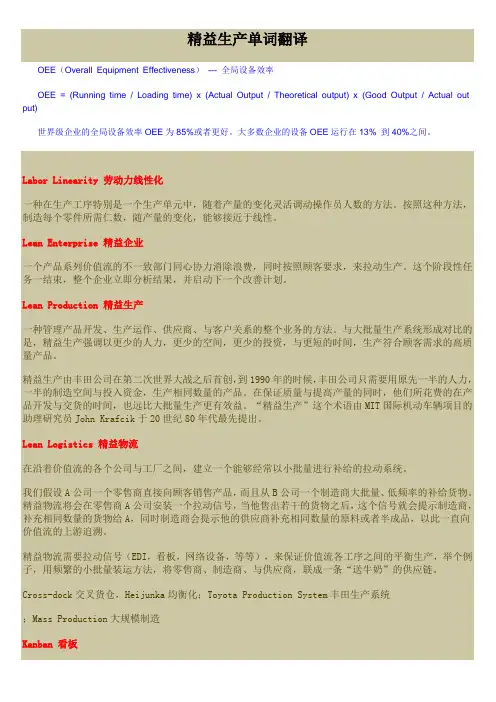
精益生产单词翻译OEE(Overall Equipment Effectiveness)--- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual out put)世界级企业的全局设备效率OEE为85%或者更好。
大多数企业的设备OEE运行在13% 到40%之间。
Labor Linearity 劳动力线性化一种在生产工序特别是一个生产单元中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需仁数,随产量的变化,能够接近于线性。
Lean Enterprise 精益企业一个产品系列价值流的不一致部门同心协力消除浪费,同时按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production 精益生产一种管理产品开发、生产运作、供应商、与客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,与更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原先一半的人力,一半的制造空间与投入资金,生产相同数量的产品。
在保证质量与提高产量的同时,他们所花费的在产品开发与交货的时间,也远比大批量生产更有效益。
“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics 精益物流在沿着价值流的各个公司与工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司一个零售商直接向顾客销售产品,而且从B公司一个制造商大批量、低频率的补给货物。
精益物流将会在零售商A公司安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或者半成品,以此一直向价值流的上游追溯。
An outline of:Lean Thinking Banish Waste and Create Wealth in YourCorporationBy James P。
Womack and Daniel T。
JonesNew York, NY:Free Press,Simon &Schuster,Inc., 1996, Second Edition,2003 Preface to the 2003 Edition. Forecasts are always wrong. That is why lean thinkersstrive to reduce order—to—delivery time. During the 2002 meltdown,this 1996 book went back on the Business Week bestseller list。
We have added what we have learned since 1996 in this edition. Lean Thinking is more relevant today。
Lean ideas are the single most powerful tool available for creating value and eliminating waste in any organization。
Part I: Lean PrinciplesTaiichi Ohno (1912 – 1990), a Toyota executive,identified seven types of waste found in any process:• Transportation. Unnecessary transport of parts under production.• Inventory. Stacks of parts waiting to be completed or finished products waiting to be shipped.• Motion。
精益生产单词翻译(DOC 50页)OEE(Overall Equipment Effectiveness)--- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual out put)世界级企业的全局设备效率OEE为85%或者更好。
大多数企业的设备OEE运行在13% 到40%之间。
Labor Linearity 劳动力线性化一种在生产工序特别是一个生产单元中,随着产量的变化灵活调动操作员人数的方法。
按照这种方法,制造每个零件所需仁数,随产量的变化,能够接近于线性。
Lean Enterprise 精益企业一个产品系列价值流的不一致部门同心协力消除浪费,同时按照顾客要求,来拉动生产。
这个阶段性任务一结束,整个企业立即分析结果,并启动下一个改善计划。
Lean Production 精益生产一种管理产品开发、生产运作、供应商、与客户关系的整个业务的方法。
与大批量生产系统形成对比的是,精益生产强调以更少的人力,更少的空间,更少的投资,与更短的时间,生产符合顾客需求的高质量产品。
精益生产由丰田公司在第二次世界大战之后首创,到1990年的时候,丰田公司只需要用原先一半的人力,一半的制造空间与投入资金,生产相同数量的产品。
在保证质量与提高产量的同时,他们所花费的在产品开发与交货的时间,也远比大批量生产更有效益。
“精益生产”这个术语由MIT国际机动车辆项目的助理研究员John Krafcik于20世纪80年代最先提出。
Lean Logistics 精益物流在沿着价值流的各个公司与工厂之间,建立一个能够经常以小批量进行补给的拉动系统。
我们假设A公司一个零售商直接向顾客销售产品,而且从B公司一个制造商大批量、低频率的补给货物。
精益物流将会在零售商A公司安装一个拉动信号,当他售出若干的货物之后,这个信号就会提示制造商,补充相同数量的货物给A,同时制造商会提示他的供应商补充相同数量的原料或者半成品,以此一直向价值流的上游追溯。
精益生产关键词中英文对照表1、标准化ATT actual take time,实际单件工时。
BPP best people practices,最佳人员准则。
E.T. element time ,基本动作周期。
IOM inspection operator method,操作视察方法。
IOS inspection operator summary,操作视察要领。
JES job element sheet,工作要素单。
Kaizen改善。
NVA non-value-added,非增值。
OC operation certification,操作认可。
PPE个人防护用具。
QFD quality function deployment,质量功能展开。
SIP standardised inspection process,标准化视察程序。
SOS standardized operation sheets,标准化操作单。
Std standardiszation,标准化。
TT takt time,单件工时。
WBS工作分解表。
2、制造质量andon暗灯。
APQP advanced production quality plan,产品质量前期策划。
audit基于抽样来确定供方文件化的质量体系实施有效性的现场验证活动。
BIQ built in quality,制造质量。
CT cycle time,周期时间。
DFMEA design failure mode and effects analysis,设计失效模式和后果分析。
FMEA failure mode and effects analysis,失效模式和后果分析。
FMS flexible manufacturing systems,柔性制造系统。
FPS fixed position stop,定点停。
FTA fault tree analysis,故障树分析。
FTQ first time quality,下线合格率。


精益生产中的名词解释
Cycle Time ——周期时间:完成一项操作,从头到尾的时间;
Lead Time——前置时间:操作前准备时间,分采购提前期和加工提前期;
Process Time——流程时间:流程时间,从原材料进到产成品出的整个时间;
Queue Time——等待时间:流程中未进行加工的时间,分人员等待,设备等待,物料等待;
Standard Time——标准时间:标准作业时间,用以衡量员工绩效,合同报价,成本核算,改善参考等;
Takt Time——节拍时间:根据客户需求而内控的生产节拍,它等于工作时间数除以需求产品数;
Down Time——停机时间:非正常生产时间,停线时间,如设备故障,物料短缺,人员问题等;
WIP(Work in process)——在制品:存在于生产线上,未入库的所有物料,半成品;
水蜘蛛——物料员:丰田生产系统中的专门进行物料供应的人员;Kanban——看板:丰田生产系统中用以传递信息的卡片,分工序间看板和外协看板;
Poka-yoke——防错:来自日语,防错,防呆,也称愚巧法。
主要目的是让员工不加注意也不会出错的工作方法;
LP(Lean Production)——精益生产:一种生产方式,由欧美人员通。
精益生产英文词汇
以下是关于精益生产(Lean Production)的一些英文词汇:
1.Lean Production: 精益生产
2.Kaizen: 改善,不断改进
3.Just-In-Time (JIT): 准时生产,即时生产
4.Continuous Improvement: 持续改进
5.Waste Elimination: 消除浪费
6.Value Stream Mapping (VSM): 价值流程图
7.5S Methodology: 5S方法(整理、整顿、清扫、清洁、素养)
8.Kanban: 看板
9.Andon: 安灯
10.Poka-Yoke: 防错
11.Single-Minute Exchange of Die (SMED): 单分模换模
12.Total Productive Maintenance (TPM): 全员生产维护
13.Batch Production: 分批生产
14.Cellular Manufacturing: 单元化生产
15.Pull System: 拉动系统
16.Flow Production: 流水生产
17.Visual Management: 视觉管理
18.Standard Work: 标准作业
19.Gemba: 现场(实地)
20.Muda: 浪费
21.Mura: 不稳定
22.Muri: 过度负荷
这些术语涵盖了精益生产的核心概念和工具。
请注意,根据上下文,可能会有不同的翻译和表达方式。
精益生产术语中英文版1. 精益生产的概述精益生产(Lean Production)是一种以消除浪费为核心的生产管理方法。
它源于日本的丰田生产方式(Toyota Production System),通过优化生产过程,最大限度地提高生产效率和质量。
精益生产强调对价值流程的分析和改进,以减少无价值的活动和浪费,并提高产品或服务的价值。
2. 精益生产术语中英文对照以下是精益生产常用术语的中英文对照表:中文术语英文术语浪费Waste价值流Value Stream价值流映射Value Stream Mapping五大改善原则Five Improvement Principles连续流Continuous Flow一均衡One Piece FlowTakt时间Takt Time拉动生产Pull Production和谐人机关系Harmonious Man–Machine Relationship标准化工作Standardized WorkJidoka Jidoka看板系统Kanban SystemKaizen Kaizen二次流程Secondary ProcessPDCA循环PDCA Cycle七大浪费Seven Wastes急寻原则Just-in-Time Principle质量控制圈Quality Control CircleKaikaku Kaikaku持续改进Continuous Improvement标准工作Standard Work3. 精益生产术语解释3.1 浪费(Waste)在精益生产中,浪费指的是任何不增加价值但增加成本和时间的活动。
这些活动是没有必要的,可以被消除或减少。
根据精益生产的理念,浪费被分为七类,即运输、库存、运动、等待、超生产、缺陷和过度加工。
3.2 价值流(Value Stream)价值流是指从原材料到最终产品或服务交付前的所有步骤和活动。
通过分析价值流,可以发现哪些步骤是无价值的或无必要的,并进行优化,以提高整体效率和质量。
Drive and implement Lean manufacturing across the operations in order to eliminate waste, minimize inventory and maximize flow• Develop procedures in partnering with suppliers in order to achieve Lean manufacturing• Reducing system response time and ensure the production system was capable of immediately changing and adapting to market demands.• Required to collect and analyze data for determining an improvement strategy.• Facilitate and teach Lean manufacturing tools and techniques. Coach existing and new teams with Lean projects.• Ability to strategically prioritize and manage process improvement opportunities in alignment with business goals and objectives.• Working hand in hand with internal six-sigma expert in developing and drive Lean Sigma.• Acts as change agent to instill Lean Sigma culture throughout organization• Must have the ability to lead, work with teams, and understand team dynamics.OEE(Overall Equipment Effectiveness) --- 全局设备效率OEE = (Running time / Loading time) x (Actual Output / Theoretical output) x (Good Output / Actual output)世界级企业的全局设备效率OEE为85%或更好。
TPS(Toyota Production System)------丰田生产系统Lean Production System ------精益制造体系、精益生产IE (Industrial Engineering)工业工程WIP(WORK IN PROCESS)------在制品库存7S(Seiri、Seiton、Seiso、Standardize、Sustain、Satety、Save) ------整理、整顿、清扫、清洁、素养、安全、微笑SOP(Standard Operation Procedure)-------标准作业指导书QST-------品质允收标准OTT-------所有主、副料到位的时间T/T(Takt Time)-------(节拍时间)作业人员一天或一月的有效工作时数除以市场一天或一月的确定订单数C/T -------(周期时间)在制品加工时间,不含休息时间;L/T-------(前置时间)在制品加工总时间,含休息时间及其它所有等待浪费时间SOP-------作业标准(含时间量度)PPP(Production Preparation Process)-------产前准备过程GSD(GENERAL SEWING DATA)--------通用車縫數據KPI(Key Performance Indication)------重要绩效指标TOTAL------总数Layout------ 布置图JIT (Just In Time) -----即时化管理PDCA(Plan、Do、Check、Action )------计划、行动、检查、实施Bottleneck------瓶颈Line Balance ------生产线平衡PM--------生产排期(估算工厂及生产线的产能并根据客人订单数量及交期进行计划安排生产)QCO------(quick change over)快速转款E------: Elimination剔除C------ Combination合并R------: Re-arrangement重排S------ Simplification简化ISO ( International Organization for Standardization) ------国际标准组织WF (Work factor system) -----工作因素法FMS (Flexible Manufacture System) ------弹性制造系统TPM(Total Production Management)------全面生产管理TQM(Total Quality Management)------全面品质管理QE (quality engineering)------ 品质工程人员QIT(Quality Improvement Team)------ 品质改善小组CAM(Computer-aided-manufacturing)------计算机辅助制造CAD(Computer-aided-design)------计算机辅助设计CAE(Computer-aided-engineering)------计算机辅助工程CAPP(Computer-aided-process planning)------计算机辅助工艺编制BMS(Basic motion study)------基本动作世界研究法ABC分类法------ ABC Classing MethodPC(Production control) ------生管QCC(Quality Control Circle)------品管圈QE(Quality Engineering) ------品质工程。
LMS Lean Manufacturing System,精益制造系统。
PI
People Involvement ,全员参与。
BIQ
Building in Quality ,制造质量。
SLT
Short Leading Team,缩短制造周期。
STD
Standardization,标准化。
CI
Continuous Improvement,持续改进。
ME
manufacturing engineer,制造工程师。
PE products engineer,产品工程师。
QE quality engineer,质量工程师。
SQE
supplier quality engineer,供应商质量工程师。
SDE
supplier develpement engineer,供应商开发工程师。
P
Plan,计划。
D
Do,实施。
C
Check,检查。
A
Action,行动。
A ATT
actual take time,实际单件工时。
BPD bussiness plan deployment,业务计划实施。
BIQ
built in quality,制造质量。
CAD
computer-aided design,计算机辅助设计。
CAE
computer-aided engineering,计算机辅助工程。
CIP
continuous improvement process,持续改进过程。
CPIP
the current product improvement,现有产品改进程序。
CT cycle time,周期时间。
D DFMEA design failure mode and effects analysis,设计失效模式和后果分析。
FIFO first-in,first-ort,先进先出。
FMEA failure mode and effects analysis,失效模式和后果分析。
FTQ first time quality,下线合格率。
H HR
human resource,人力资源。
J JES
job element sheet,工作要素单。
K KPC
key product characteristic,主要产品特性。
L LOI
Letter of Intent,意向书。
MSA measurement system analysis,测量系统分析。
OA Office Automation,办公自动化。
OTS off tooling sample,工装样件。
P.O Purchasing Order,采购订单。
B O L M S En gi ne
er P D C A C F。