减速器传动轴加工工艺
- 格式:doc
- 大小:246.50 KB
- 文档页数:15
减速器传动轴加工工艺
减速器传动轴的加工工艺主要包括以下步骤:
1. 准备材料:根据传动轴的规格和要求,选择合适的材料,如高强度合金钢或不锈钢等。
确保材料的质量符合要求,并进行必要的检验。
2. 粗加工:将材料进行粗加工,包括铣削、车削等工艺,以初步加工出传动轴的外圆、内孔和端面等部位。
这一步主要控制尺寸精度和形位公差。
3. 热处理:根据需要,对传动轴进行热处理,以提高其硬度和强度。
热处理工艺应根据材料种类和要求进行选择。
4. 精加工:对传动轴进行精加工,包括磨削、精车等工艺,以进一步提高尺寸精度和表面粗糙度。
精加工是保证传动轴性能的关键步骤。
5. 检测:对加工完成的传动轴进行检测,包括尺寸检测、表面质量检测等。
确保其符合设计要求和工艺规范。
6. 装配:将检测合格的传动轴进行装配,按照减速器的设计要求,将传动轴与其他零部件组装在一起,形成完整的减速器。
7. 调试与试验:对装配完成的减速器进行调试和试验,确保其性能参数符合要求。
同时,对不合格的减速器进行维修或更换零部件。
以上是减速器传动轴的加工工艺流程,每个步骤都需要严格按照工艺要求进行操作,以保证最终产品的质量和性能。

减速机齿轮轴的工艺与加工目录前言 (1)一减速机的基本知识 (2)1.1减速机概述 (2)1.2减速机的作用及工作原理 (2)1.3 减速机的分类和种类 (3)二减速机齿轮轴的材料与热处理 (4)2.1轴类零件的材料 (4)2.2轴类零件的热处理 (8)三齿轮轴的加工工艺分析 (11)3.1数控车削加工 (11)3.2轴类零件的加工内容 (13)3.3齿轮轴的工艺分析与加工 (14)四总结 (25)参考文献 (26)致谢 (27)前言随着国家对机械制造业的重视,重大装备国产化进程的加快以及城市化进程的加快,减速机行业仍保持着快速发展的态势,减速机作为现代化建设中必不可少的传动设备,被应用于各个行业之中,减速机的发展极大的影响着机械行业的发展,而齿轮轴在整个减速机当中起着极其重要的作用,从减速机齿轮轴从无到有的整个过程的每一个细小的环节都对齿轮轴的寿命、作用等起着很大的作用。
在这我做此毕业项目来介绍整个减速机齿轮轴的加工制造过程,通过查阅大量关于齿轮轴的材料、热处理、详细加工等资料,再经过我自己在神工集团实习期间,亲自对齿轮轴的实际加工的了解,做出的此毕业项目与往届学长做的关于轴的设计更具有特色。
本毕业项目是我根据大学三年在学校学到的理论知识加上我在神工实习的实践经验的结果,其特点是更具有实用性。
在我查阅资料的时候大多数都是介绍轴的机械加工,或者是数控加工,而我根据我自己实际操作程序步骤,采用了机械加工与数控加工相结合的方法加工此轴,详细的介绍了整个轴从无到有的过程,详细的介绍了这种齿轮轴的各种材料,以及各种材料制造出的轴对整个减速机的不同的影响,从而获得最佳材料。
还有毛坯料的选择,为什么选择锻坯而不是铸造等其他的毛坯料。
热处理的选择也是对轴的性能起重要作用的。
整个齿轮轴的加工重要的就是车削加工与滚齿加工,在这我详细介绍了机械车削,数控车削,还有滚齿的加工等。
希望通过此次项目对机械行业更深入了解,积累更多的经验。
毕业设计(论文)题目_减速器传动轴的加工_摘要随着机电一体化的加工技术的迅猛发展,数控机床的应用已日趋普及,机械制造业正在越来越多地采用数控技术来改善其生产加工方式,社会对其相应技术人才的需求也越来越高.减速机利用齿轮的速度转换器将电机的回转数减速到所需要的回转数,它主要是一种动力传达的机构。
在当前用于传递动力与运动的机构中,减速机的应用非常广泛,可以说,几乎在各式机械的传动系统中都可以见到其踪影。
从大动力的传输工作到小负荷、精确的角度传输都可以见到减速机的身影,而且在工业的应用上,减速机具有减速及增加转矩的功能,因此减速机广泛用在速度与扭矩的转换设备中。
减速机的功用主要有两个方面:一是降速同时提高输出的扭矩,扭矩的输出比列按电机的输出乘以减速比,但不能超出减速机的额定扭矩;二是减速同时降低负载的惯量,惯量的减少是减速比的平方,一般情况下电机都有一个惯量值。
因此,本人概述了轴类典型零件的加工工艺及加工方案,通过自己所学专业知识和实际加工经验并把数控机床与普通机床合理的结合在一起,更好的应用到实际当中.本次毕业设计主要的内容是对于减速机输出轴的加工采用数控车床C616A进行加工,采用线切割技术把毛坯切好进行热处理,再用车床进行粗加工,先把轴的端面车好,留下一定的余量,对加速轴的两外端进行倒角。
接着对键槽用铣刀进行半精加工,最后用C616A数控车床进行精加工磨砂保证亮端面的平行度偏差不超过0.1,外圆的尺寸保证在φ68。
让各部位尺寸都达到标准。
关键词:机械加工数控加工加工工艺目录摘要 (2)1绪论 (4)2数控加工工艺与分析 (5)3刀具的选择 (12)4输出轴类零件加工 (13)5输出轴的毛坯,材料及热处理 (15)6输出轴的加工工艺 (17)7切削用量选择 (19)8输出轴的加工 (21)9展望 (24)结束语 (25)参考文献 (26)1绪论1.1数控起源与发展1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。

机械制造课程设计减速箱输出轴机械加工工艺规程设计说明书摘要所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。
因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。
制订机械加工工艺规程的原则是:在一定的生产条件下,在保证持量和生产进度的前提下,能获得最好的经济效益。
制订工艺规程时,应注意以下三方面的问题:1、技术上的先进性2、经济上的合理性3、有良的劳动条件,避免环境污染减速箱是典型的机械产品,输出轴是典型的轴类机械零件。
减速箱的主要功用是将电动机的动力和运动以合适的转速传递给工作机。
减速箱输出轴既承受弯矩又承受扭矩,属于传动轴。
由于减速箱要求工作稳定可靠,因此减速箱输出轴机械加工工艺要求较高。
这里将对减速箱输出轴的机械加工工艺规程进行详细的分析和设计,使其加工精度和加工表面质量达到预定要求。
目录一.计算生产纲领,确定生产类型 (1)1生产纲领的计算 (2)2生产类型的确定 (3)二审查零件图样的工艺性 (4)1.轴的工作原理 (5)2零件图样分析 (6)3零件的工艺分析 (7)4零件的技术要求 (8)5审查零件结构的工艺性 (9)三确定毛坯 (10)1毛胚的选择 (10)确定毛胚的尺寸公差及机械加工余量 (11)四拟定的工艺加工路线过程 (12)1定位基准的选择 (13)2零件表面加工方法的选择 (14)3加工阶段的划分 (15)4工序的合理组合 (16)5加工顺序的安排 (17)6零件的工艺路线的确定 (18)五.工序的加工余量的确定、工序尺寸及公差的计算 (19)六.工序设计(选择加工设备和工艺设备) (21)1选择加工设备 (22)2选择工艺设备 (23)七.确定切削用量 (24)1背吃刀量的确定 (25)2进给速度的确定 (26)3切削速度的确定 (27)八填写工艺过程卡和主要工序的工序卡 (28)九设计体会 (28)十参考文献 (29)减速箱输出轴机械加工工艺规程设计【计算生产纲领,确定生产类型】1、计算生产纲领a、产品的生产纲领就是其年生产量,用字母N表示,通常按下式计算:N=Qn(1+a%+b%)N——零件的生产纲领(件/年);Q——产品的年产量(台、辆/年);n——每台(辆)产品中该零件的数量(件/台、辆);a%——备品率,一般取2%-4%;b%——废品率,一般取0.3%-0.7%。
两级展开式圆柱齿轮减速器用滚动轴承和传动轴的设计好家伙,今天咱们来聊聊一个有点“硬核”的话题——两级展开式圆柱齿轮减速器里的滚动轴承和传动轴的设计。
别看名字长,其实就是我们生活中经常见到的那种机器减速器。
就拿洗衣机、车床、甚至是电动工具来说吧,里头的转动部分大多数都离不开这东西。
哎,不说可能你没注意,稍微一说你就知道了。
所以今天咱们就从最简单的地方开始,看看怎么把这些看似复杂的设计搞清楚,别担心,咱们不搞高深的理论,轻轻松松聊点有趣的。
咱们得搞明白,为什么减速器得有齿轮?这就好比你开车,发动机有劲儿,轮子没劲儿,那就啥都干不了。
所以,齿轮在这儿的作用就是把发动机那股劲儿,给“减速”下来,省得把东西搞得乱七八糟。
简单来说,齿轮就像是一位老练的“调皮捣蛋”高手,把转动的速度和力矩调整得恰到好处。
可问题来了,齿轮转得那么快,力那么大,谁来帮它稳定下?这就得靠咱们今天要说的这些“硬邦邦”的东西了——滚动轴承和传动轴。
咱先来说说这个“滚动轴承”。
哎,别看它名字有点拗口,作用其实就像是咱们脚下的轮子。
试想一下,如果你用木板直接摩擦地面走,那脚可不一定轻松,反而会摩擦得让你像是要打滑一样。
滚动轴承就像是帮齿轮和轴“擦肩而过”的润滑剂,它减少了摩擦,让设备运行得更加顺畅。
你想,少了摩擦,机器就能减少磨损,延长使用寿命,哪怕你天天拿它当马达转,轴承也能“咬”得住。
没错,轴承就好像是个能“耐住”劲儿的小伙伴,永远不怕摔。
接下来聊聊传动轴,这玩意儿说白了,就是传递动力的“桥梁”。
它可不像小齿轮那么精致,更像是粗犷的“大汉”。
传动轴的任务就是接收发动机传过来的力量,顺着齿轮和轴承一环环传递出去。
它不求精美,但求结实耐用。
想象一下,你拿个大锤子挥舞,力气大了,传动轴就得承受住这份力气,不然马上就要“散架”了。
咱们常说,工作再累,但只要轴承和传动轴配合得好,机器的寿命就能延长,啥都不怕。
设计这些东西的时候呢,得考虑到很多“软硬兼施”的地方。
优秀设计机械制造课程设计题目:设计“减速器传动轴”零件的机械加工工艺规程(年产量为5000件)内容:(1)零件图 1张(A3)(2)毛坯图 1张(A3)(3)工序简图 1张(A2)(4)工序卡片 2张(5)课程设计说明书 1份班级:学生:指导教师:学号:20**年 1月25日目录1 设计说明1.1题目所给的零件是传动轴1.2 零件的工艺分析1.3 其主要加工表面位置要求1.4零件的材料2 工艺规程的设计2.1 零件表面加工方法的选择2.2制定工艺路线3 机械加工余量﹑工序尺寸及毛坯尺寸的确定3.1 确定加工余量3.2 确定毛坯尺寸4 确定切削用量及基本工时4.1 车两端面4.2 计算切削用量5: 选择量具5.1 选择刀具5.2 选择量具6:总结7:参考文献机械制造基础课程设计说明书本次设计是在基本学完大学基础课,技术基础课以及大部分专业课后进行的。
是在毕业设计之前做的较全面较深入地对所学各课程进行的综合性复习及应用。
为我提供了一次理论联合实际训练的机会,在我的大学生涯中占有非常重要的地位。
我希望通过本次课程设计对自己的综合性训练,从中锻炼自己的独立思考问题,解决问题的能力,为今后的自己未来生活及工作打下一个良好的基础。
但由于能力有限,此设计难免有不宜之处。
恳请各位老师及同学给予指教。
一零件的分析1 .1题目所给的零件是传动轴(5000件年产)此课程设计研究的是一传动轴。
该轴在机械制造领域中有着广泛的应用。
其主要作用是传递扭矩,使机构获得动力.1. 2 零件的工艺分析:该传动轴需要加工的部分主要为回转面。
另外,轴两端为螺纹加工部分。
轴的各个轴肩相邻处需要加工退槽或者是砂轮越程槽。
轴肩两端要进行倒角加工。
在轴径为Φ40±0.005mm,Φ50±0.005mm和右端螺纹部分要加工键槽。
该传动轴的加工表面除了轴径为Φ64和Φ54的两部分表面的精度要求较小外,其他表面的粗糙度要求都为0.8。
机械制造技术课程设计说明书减速器传动轴机械加工工艺规程设计及工艺装备指导老师: 张月玲学生:陈颂祥学校: 上海理工大学专业:机械设计制造及其自动化日期:2015.5.20机械制造技术课程设计说明书减速器传动轴机械加工工艺规程设计及工艺装备机械制造技术课程设计任务书一、设计题目:减速器传动轴机械加工工艺规程设计及工艺装备。
二、课程设计的目的与要求1.课程设计的目的机械制造技术基础课程设计是机械制造专业教学中组成部分,是一个重要的实践性教学环节。
通过课程设计,要达到的目的是:(1)培养学生善于综合运用学到的专业知识,使之具有独立分析和解决一般工艺问题的能力。
(2)养学生正确的设计观点和认真负责的工作态度,掌握零件加工工艺规程的设计内容、步骤和方法,巩固和深化课堂所学的知识。
(3)提高学生计算机的应用能力。
(4)培养学生查阅和运用有关标准手册,参考书等技术资料的能力。
2.课程设计要求(1)认真阅读课程设计指导书,明确课程设计的目的要求,了解课程设计的内容、步骤和方法及其它有关规定。
(2)按指导书规定的设计内容,独立按时完成自己的设计任务。
指导教师的主要作用是规定设计任务,审查方案,检查设计进度以及介绍参考资料。
(3)在设计工作中要注意理论联系实际,努力培养自己的独立工作能力,充分发挥主动性和创造性,使设计在技术上比较先进又切实可行,既能保证产品质量三、设计的内容和要求:1.编写课程设计说明书2.机械加工工艺规程卡片:(1)减速器传动轴的机械加工工艺过程卡(2)传动轴的机械加工工艺过程指定工序的工序卡3.绘制减速器传动轴毛坯图和零件工作图4.参考进度机械制造技术课程设计说明书参考目录第一章概述 (4)1.课程设计的目的要求2.课程设计的内容3.设计步骤和方法第二章零件分析 (5)1.传动轴的作用2.传动轴的工艺分析3.生产纲领的计算与生产类型的确定第三章确定毛坯、绘制毛坯图 (8)第四章拟定传动轴的工艺路线 (9)第五章选择加工设备及工艺装备 (13)第六章加工工序设计 (15)第七章设计小结 (21)第八章参考资料 (22)第一章概述一、课程设计的目的要求1.机械制造技术基础课程设计,是以切削理论为基础、制造工艺为主线、兼顾工艺装备知识的机械制造技术基本能力的培养;是综合运用机械制造技术的基本知识、基本理论和基本技能,分析和解决实际工程问题的一个重要教学环节;是对学生运用所掌握的“机械制造技术基础”知识及相关知识的一次全面训练。
内容摘要:我们通过对输出轴零件进行工艺分析,选择合理的毛坯外形与尺寸。
根据粗基准、精基准的选择原则,选择正确的定位基准和加工顺序,选择和计算加工余量,制定工艺路线,通过分析比较各工艺路线的优点与不足,选择合理的工艺路线。
查找、分析、计算各工序的切削用量,进给量及切削速度,计算工时。
对输出轴的加工进行了夹具设计,通过分析输出轴零件加工的工艺性,确定定位、夹紧方案,对定位误差、夹紧力进行了简单计算。
关键词:加工工艺、输出轴、工序。
Abstract:We process the parts of the output shaft analysis, a reasonable choice of through shape and size. According to rough benchmark, the benchmark fine selection principle to select the correct positioning of reference and processing sequence, selection and calculation of allowances, the development process route, process route by analyzing and comparing the advantages and disadvantages, choose the right process route. Search, analysis, calculation of the process of cutting, feed rate and cutting speed to calculate working hours. The process of the output shaft to the fixture design process by a- nalysing the output shaft part of the process to determine the positioning clamping program, the position error, the clamping force of a simple cal- culation.Key words: processing technology,output shaft, processes.绪论轴是组成机械的重要零件,也是机械加工中常见的典型零件之一。

机械制造技术基础课程设计设计题目: 减速器传动轴学校: 陕西科技大学学院: 机电学院专业类别: 机械设计制造及其自动化班级: 机械046姓名: 杨孟博学号: 51404627指导教师: 张斌起始日期: 2007年1月9 日完成日期: 2007年1月25 日成绩:传动轴零件的加工工艺规程 1机械制造课程设计题目:设计“减速器传动轴”零件的机械加工工艺规程(年产量为5000件)内容:(1)零件图 1张(A3)(2)毛坯图 1张(A3)(3)工序简图 1张(A2)(4)工序卡片 2张(5)课程设计说明书 1份班级:机械046学生:杨孟博指导教师:张斌学号: 514046272007年 1月25日陕西科技大学课程设计说明书 2目录1 设计说明 (4)1.1题目所给的零件是传动轴 (4)1.2 零件的工艺分析 (4)1.3 其主要加工表面位置要求 (4)1.4零件的材料 (4)2 工艺规程的设计 (5)2.1 零件表面加工方法的选择 (5)2.2制定工艺路线 (6)3 机械加工余量﹑工序尺寸及毛坯尺寸的确定 (6)3.1 确定加工余量 (6)3.2 确定毛坯尺寸 (7)4 确定切削用量及基本工时 (8)4.1 车两端面 (9)4.2 计算切削用量 (9)5: 选择量具 (15)5.1 选择刀具 (15)5.2 选择量具 (15)6:总结 (16)7:参考文献 (17)传动轴零件的加工工艺规程 3 机械制造基础课程设计说明书本次设计是在基本学完大学基础课,技术基础课以及大部分专业课后进行的。
是在毕业设计之前做的较全面较深入地对所学各课程进行的综合性复习及应用。
为我提供了一次理论联合实际训练的机会,在我的大学生涯中占有非常重要的地位。
我希望通过本次课程设计对自己的综合性训练,从中锻炼自己的独立思考问题,解决问题的能力,为今后的自己未来生活及工作打下一个良好的基础。
但由于能力有限,此设计难免有不宜之处。
恳请各位老师及同学给予指教。
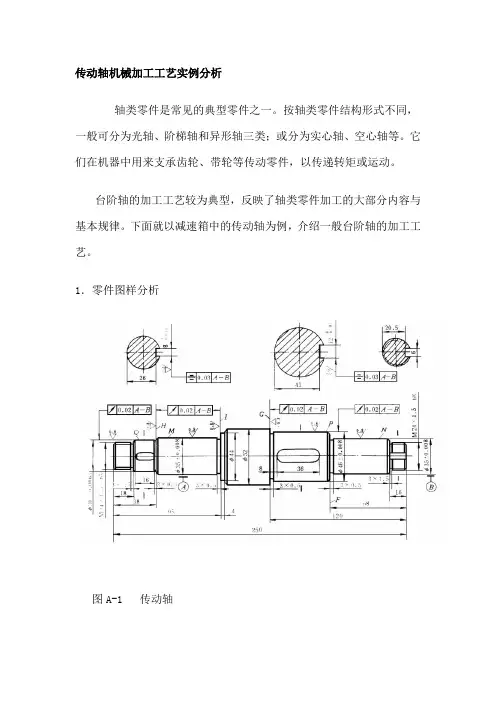
传动轴机械加工工艺实例分析轴类零件是常见的典型零件之一。
按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。
它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。
下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。
1.零件图样分析图A-1 传动轴图A-1所示零件是减速器中的传动轴。
它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。
轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。
这些技术要求必须在加工中给予保证。
因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。
2.确定毛坯该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。
3.确定主要表面的加工方法传动轴大都是回转表面,主要采用车削与外圆磨削成形。
由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra 值(Ra=0.8 um)较小,故车削后还需磨削。
外圆表面的加工方案(参考表A-3)可为:粗车→半精车→磨削。
4.确定定位基准合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。
由于该传动轴的几个主要配合表面(Q、P、N、M)及轴肩面(H、G)对基准轴线A-B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择两端中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。
粗基准采用热轧圆钢的毛坯外圆。
减速器传动轴的介绍下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download tips: This document is carefully compiled by theeditor. l hope that after you downloadthem,they can help yousolve practical problems. The document can be customized andmodified afterdownloading,please adjust and use it according toactual needs, thank you!减速器传动轴介绍:减速器传动轴功能概览:①动力传输:传动轴作为减速机内部核心组件,主要负责将电机输出的动力高效传递至减速部分,实现工作机所需的扭矩和转速要求。
②结构设计:根据减速器类型和功率等级,传动轴分为输入轴和输出轴,设计需确保动平衡,减少振动,提高传动效率。
③材质与加工:采用优质钢材制造,经过精密加工和热处理,确保足够的强度和耐磨性,以承受高扭矩和长时间运行。
④安装与定位:精准安装于减速器内部,与齿轮、轴承等部件精密配合,通过键连接或花键连接确保动力准确传递。
⑤密封与润滑:传动轴两端通常配备密封件,防止润滑油泄漏并阻挡污染物进入,内部设有润滑系统,减少磨损,延长使用寿命。
性能影响因素:①动平衡:直接影响传动平稳性,减少噪音和振动。
②刚度与强度:确保轴在传递大扭矩时不发生弯曲或断裂。
③配合精度:轴与齿轮、轴承的装配精度影响传动效率和寿命。
④维护保养:定期检查润滑情况和密封状态,确保传动轴正常运转。
综上,减速器传动轴是确保动力有效、平稳传递的关键部件,其设计、制造及维护均需高度专业化,以满足不同工况下的高性能要求。
************学院减速箱传动轴零件机械加工工艺规程设计说明书设计( 测绘) 题目: 减速器传动轴零件机械加工工艺规程设计与实施( 单件小批生产) 学生姓名:班级学号:指导教师:完成日期:说明书编写要求:课设( 测绘) 说明书为手写稿或打印稿, 分量一般不少于7000字,其具体书写格式及内容如下:1、标题2、目录3、课设( 测绘) 摘要摘录本次课设( 测绘) 的要点及重点内容, 要求在100字左右。
4、前言5、正文要求正文右侧留出3厘米的空间书写主要计算结果和所选择设备的型号。
说明书必须做到叙述明确、文理通顺、字迹标点清楚和数字准确。
说明书中必须附有必要的简图和表格。
计算要准确、并附有单位、计算结果应予以标出。
计算所用的重要公式及数据应注明来源。
6、结论及体会7、参考文献开列参考文献的目的在于说明书依据, 公式、数据与资料的来源, 便于查考、审核。
正确书写的方式为:书籍: 作者、书名、版次、出版者、出版年代。
文献: 作者、篇名、刊物名称、卷数或期数、页数、出版年代。
前言机械加工工艺与装备课程设计是在我学完了大学的基础课, 专业技术基础课以及大部分专业课之后进行的。
这是对我所学的总复习, 也是一次理论联系实际的训练。
我希望能经过这次课程设计对自己未来将从事的工作进行一次适应性训练, 从而为以后工作打下一个良好的基础。
目录前言 ............................................................................................................................ 摘要 .. (1)1、计算生产纲领, 确定生产类型 (2)2、审查零件图样的工艺性 (2)3、选择毛坯 (2)4、工艺过程设计 (3)4.1 定位基准的选择 (3)4.2零件表面加工方法的选择 (3)4.3制订工艺路线 (4)5、确定机械加工余量及毛坯尺寸, 设计呸图 (4)5.1确定机械加工余量 (5)5.2确定毛坯尺寸 (5)6、工序设计 (5)6.1选择加工设备工艺装备 (5)6.1.1选择机床 (5)6.1.2选择刀具 (5)6.1.3选择刀具 (5)6.1.4选择量具 (6)6.2确定工序尺寸 (6)6.2.1确定圆柱面的工序尺寸 (6)。
1武昌职业学院传动轴加工工艺及夹具设计武昌职业技术学院毕业设计(论文)题目传动轴加工工艺及夹具设计院系名称机电工程学院班级 11级机械制造一班学生姓名胡鹏缘学号 11580201836时间 2014—5-20武昌职业学院 传动轴的加工工艺及夹具设计22摘 要通过在校期间对传动轴的学习和认识对传动轴进行一下系统的分析和设计,支承传动件的零件称为轴。
轴类零件毕业设计是机械工程类专业学生完成本专业教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
这对学生即将从事的相关技术工作和未来事业的开拓都具有一定意义传动轴是组成机器零件的主要零件之,一切做回转运动的传动零件(例如:齿轮,蜗轮等)都必须安装在传动轴上才能进行运动及动力的传动,传动轴常用于变速箱与驱动桥之间的连接。
这种轴一般较长,且转速高,只能承受扭矩而不承受弯矩。
应该使传动轴具有足够的刚度和高临界转速,在强度计算中,由于所取的安全系数较大,从而使轴的尺寸过大,本文讨论的传动轴工艺设计方法,并根据现行规范增添了些表面处理的方式比如表面发兰.关键词:传动轴,零件,刚度,强度,表面发兰目录摘要 (Ⅰ)1概述 (1)1。
1 问题的提出及研究意向 (1)1。
2 本文研究的目的和研究内容 (2)2零件的分析 (1)2.1生产纲领.........................................2.2零件的作用....................................... 2。
3零件的工艺分析 ..................................2.4零件表面加工方法................................. 3加工方案的选择 .........................................................................3.1方案选择.........................................3.2加工的技术要求................................... 4确定毛坯 ....................................................................................... 4。
减速器传动轴加工工艺过程1. 引言嘿,朋友们,今天咱们聊聊一个相对冷门,但绝对重要的话题——减速器传动轴的加工工艺过程。
听起来是不是有点高深,其实没啥大不了的,就像做菜一样,有材料、有步骤,慢慢来,保证你能明白。
而且,这可是车子、机器正常运转的关键,缺了它,整天都得闹心。
2. 减速器传动轴简介2.1 什么是减速器传动轴?减速器传动轴,简单说,就是把动力从发动机传递到车轮的那个“桥梁”。
想象一下,发动机就像是一个能量满满的电池,而减速器传动轴就像是个电线,负责把电流传到灯泡里。
如果没有它,你的车子就只能干瞪眼,动不了啊。
2.2 为啥要加工?那你肯定会问了,为什么要加工这个传动轴呢?这就跟你不能直接吃土豆一样,土豆得去皮、切块,才能做成美味的土豆泥。
减速器传动轴也是一样,要经过一系列的加工步骤,才能确保它在工作时稳稳当当、不出岔子。
3. 加工工艺步骤3.1 材料准备首先,咱们得准备好材料。
一般来说,减速器传动轴的材料需要足够坚固,比如合金钢。
想象一下,你要建一座大房子,砖头和水泥可是不能马虎的。
这时候,材料的选择就显得尤为重要,选错了,后面的事儿可就难办了。
3.2 切削加工接下来是切削加工,这一步就像给土豆削皮。
通过车床、铣床等工具,把材料的多余部分一刀刀切去,最终形成传动轴的初步形状。
在这个过程中,工人师傅们得特别小心,毕竟“细节决定成败”,一刀下去,太深了就麻烦了。
3.3 热处理然后,咱们得进行热处理。
这就像给土豆蒸熟,提升它的“战斗力”。
通过加热和冷却的过程,传动轴的强度和硬度会大大提高,确保在使用中不会轻易变形或断裂。
3.4 精加工再接下来就是精加工了,嘿,别小看这一环节。
这一步就像是给土豆泥加调料,调成你最爱吃的味道。
通过磨削、抛光等工序,传动轴的表面会变得光滑如新,不仅外表好看,使用寿命也会延长。
4. 质量检测4.1 检测工具当一切完成后,当然不能就这样把传动轴放出去。
咱们需要用一堆高科技的检测工具,像三坐标测量机,来确保每一个尺寸、每一个细节都符合标准。
减速器传动轴加工工艺————————————————————————————————作者: ————————————————————————————————日期:机械制造工艺学课程设计题目减速器传动轴加工工艺学院专业学生姓名学号年级指导教师职称年月日【摘要】:随着科技的不断发展,数控技术在企业中发挥越来越重要的作用。
本设计通过对数控加工的工艺特点、加工零件工艺性等进行分析,选择了正确的加工方法,设计合理的加工工艺过程,充分发挥数控加工的优质、高效、低成本的特点,将本传动轴的加工成本最大限度的降低。
设计说明书以数控车床车削轴类零件为例,根据被加工工件的材料、轮廓形状、加工精度等选用合适的机床,制定优化加工方案,确定零件的加工顺序,各工序所用刀具,夹具和切削用量等,编写加工零件的工序。
【关键词】:减速器传动轴加工工艺工艺路线尺寸链换算【abstract 】 : with the continuous development of science and technology,numerical contr ol technology in the enterprise play a more and mo re important role. This design based on nc machiningtechnological characteristics, processing partsmanufacturability etc to carry on the analysis,select the correct processing method, design reasonable processing process, give full play to thenc machiningof high quality, high efficiency and low c ost characteristics, the drive shaft processing cost red uced to the maximum. Thedesignspecificationto numerical control lathe turning axialparts as an example, according tothe processed workpiece materials, shape, the processing precision of selecting a suitablemachine, formulate optimization pro cessing scheme, determine the parts processingsequence,each process used tool, fixtureandcutting dosage, write processing parts process.【 key words 】: reducer drive shaft processing technology process route size chain conversionﻩﻩ目录前言ﻩ错误!未定义书签。
1. 生产纲领及类型ﻩ错误!未定义书签。
2.零件的分析 (7)2.1零件结构工艺性分析ﻩ错误!未定义书签。
2.2零件技术要求分析......................... 错误!未定义书签。
3.毛坯的选择ﻩ错误!未定义书签。
3.1毛坯的选择.............................. 错误!未定义书签。
3.3毛坯形状及尺寸的确定.................... 错误!未定义书签。
4.定位基准的选择.................................. 错误!未定义书签。
5.零件表面加工方法的选择.......................... 错误!未定义书签。
6.工艺路线的拟定ﻩ错误!未定义书签。
7.工序余量和尺寸的确定ﻩ错误!未定义书签。
8.设备选择ﻩ错误!未定义书签。
9.刀具选择 (14)10.量具选择ﻩ错误!未定义书签。
11.课程设计总结ﻩ错误!未定义书签。
12、致谢 (15)13、参考文献ﻩ错误!未定义书签。
前言机械加工工艺规程,是规定零件机械加工工艺过程和操作方法的重要工艺文件。
它不仅是企业生产中重要的技术文件,也是机械制造过程中用于指导生产、组织加工和管理工作的基本依据,还是新建和改建工厂或车间的基本资料。
本次课程设计是在学习了《机械制造工艺学》课程之后,我综合所学的基础和专业知识,在陈慧老师的悉心指导下进行系统、全面的一次综合性生产实践的检验。
课程设计说明书概括性的介绍了设计过程,对设计中各部分内容作了重点的说明、分析、论证和必要的计算,系统性整理、表达了在机械加工工艺设计过程中涉及到的专业知识和基本要求,有条理的表达了自己对工艺规程作用的见解。
本次设计中,由于生产经验和专业知识有限,设计中一定存在较多的缺点和错误,恳请老师批评指正。
1.生产纲领及类型由课程设计的给定题目可知该零件为中批生产。
2.零件的分析2.1零件结构工艺性分析由实训题目可知,该轴是减速器的一个传动轴。
传动轴与机构中的其他零件通过间隙配合相结合,具有传递力矩,转矩和扭矩等作用。
从零件图上看,该零件是典型的轴类零件,结构比较简单,结构呈阶梯状,属于阶梯轴,形状对称,尺寸精度,形位精度要求均较高。
其主要加工的面有φ20mm、φ32mm、φ40mm、φ35mm和φ25mm 的外圆柱面,及1个键槽。
由于零件悬伸较长,因此刚性较差,在车工件时应充分注意这一点。
2.2零件技术要求分析从该传动轴零件图可知,两支承轴径分别为φ20±0.07mm 和φ25±0.07mm、配合轴颈φ350-0.017是零件的3个重要表面。
该零件的主要技术要求为:(1)两支轴承径分别为φ20±0.07mm和φ25±0.07mm,表面粗糙度Ra≤0.8um。
(2)配合轴颈φ350-0.017mm,表面粗糙度Ra≤0.8um,且与支承轴径的同轴度公差为φ0.02mm。
(3)键槽8±0.018mm.表面粗糙度Ra≤1.6um,键槽深度为310-0.2mm。
(4)键槽对φ20mm和φ25mm的外圆轴线的对称度为0.03mm。
(5)零件需要调质处理到28HRC~32HRC,保持均匀。
3.毛坯的选择3.1毛坯的选择轴类零件最常用的毛坯是棒料和锻件,只有某些大型或结构复杂的轴(如曲轴),在质量允许下采用锻件。
由于毛坯经过加热,锻造后能使金属内部的纤维组织表面均与分布,可获得较高的抗拉,抗弯及抗扭强度,所以除光轴外直径相差不大的阶梯轴可使用热轧棒料或冷轧棒料,一般比较重要的轴大部分都采用锻件,这样既可以改善力学性能,又能节约材料,减少机械加工量。
根据生产规模的大小,毛坯的锻造方式有自由锻和模锻。
自由锻多用于中小批量生产。
模锻适用于大批量生产,而且毛坯制造精度高,加工余量小,生产效率高,可以锻造形状复杂的毛坯。
故综合考虑本设计实际情况,选用冷轧圆钢作为毛坯。
3.3毛坯形状及尺寸的确定分析零件图可知,轴为阶梯轴,没有斜度,传动轴的外圆直径相差不大(最小端为φ20mm,最大端为40mm),故选用棒料。
从生产类型来看为中批生产,因此综合考虑选用φ45mm的,长度为160mm的冷轧圆钢作为毛坯。
4.定位基准的选择(1)粗基准的选择:按照粗基准的选择原则,应选择次要加工表面为粗基准。
又考虑到台阶轴的工艺特点,所以选择外圆端面为粗基准面。
(2)精基准的选择:按照基准重合原则及加工要求,故选择两中心孔作为统一的精基准。
5.零件表面加工方法的选择当零件的加工质量要求较高时,往往不可能用一道工序来满足要求,而要用几道工序逐步达到所要求的加工质量和合理地使用设备、人力,零件的加工过程通常按工序性质不同,可以分为粗加工,半精加工,精加工三个阶段。
ﻫ (1)粗加工阶段:其任务是切除毛坯上大部分余量,使毛坯在形状和尺寸上接近零件成品,主要目标是提高生产率,去除内孔,端面以及外圆表面的大部分余量,并为后续工序提供精基准。
此零件即加工φ20mm、φ32mm、φ40mm、φ35mm和φ25mm的外圆柱面。
ﻫ(2)半精加工阶段:其任务是使主要表面达到一定的精加工余量,为主要表面的精加工做好准备。
此零件即加工φ20mm、φ32mm、φ40mm、φ35mm和φ25mm的外圆柱面、孔等。
ﻫ(3)精加工阶段:其任务就是保证各主要表面达到规定的尺寸精度,留一定的精加工余量,为主要表面的精加工做好准备,并可完成一些次要表面的加工。
如精度和表面粗糙度要求,主要目标是全面保证加工质量。
基面先行原则ﻫ该零件进行加工时,要将端面先加工,再以左端面、外圆柱面为基准来加工,因为左端面和φ20外圆柱面为后续精基准表面加工而设定的,才能使定位基准更准确,从而保证各位置精度的要求,然后再把其余部分加工出来。
先粗后精ﻫ即要先安排粗加工工序,再安排精加工工序,粗车将在较短时间内将工件表面上的大部分余量切掉,一方面提高金属切削效率,另一方面满足精车的余量均匀性要求,若粗车后留余量的均匀性满足不了精加工的要求时,则要安排半精车,以此为精车做准备。
先面后孔对该零件应该先加工圆柱表面,后加工孔,这样安排加工顺序,一方面是利用加工过的平面定位,稳定可靠,另一方面是在加工过的平面上加工孔,比较容易,并能提高孔的加工精度,所以对于传动轴来讲先加工 35外圆柱面,做为定位基准再来加工其余各孔。
工序划分的确定工序集中与工序分散:工序集中是指将工件的加工集中在少数几道工序内完成每道工序加工内容较多,工序集中使总工序数减少,这样就减少了安装次数,可以使装夹时间减少,减少夹具数目,并且利于采用高生产率的机床。
工序分散是将工件的加工分散在较多的工序中进行,每道工序的内容很少,最少时每道工序只包括一简单工步,工序分散可使每个工序使用的设备,刀具等比较简单,机床调整工作简化,对操作工人的技术水平也要求低些。
综上所述,考虑到工件是中批量生产的情况,则采用工序分散。
另外根据零件图可以看出,由于两支承轴颈和轴颈配合的精度要求较高,最终加工方法为磨削。
磨外圆前要进行粗车半精车,并完成其他次要表面的加工。
键槽的加工,虽然精度要求不高,但表面粗糙度要求较高,要粗、精铣来达到要求。
辅助工序安排去毛刺,倒棱角,清洗,除锈,退磁,检验等。
6.工艺路线的拟定根据以上分析,该零件的加工路线为:下料→车一端面、中心孔,调头车另一端面、中心孔→粗车外圆、车槽和倒角→调质→俢研中心孔→半精车各外圆→铣键槽→粗、精、磨3个主要表面外圆→手工去毛刺→检验。