游标卡尺内校作业指导书
- 格式:doc
- 大小:28.00 KB
- 文档页数:2
SOP-QR-104三阶文件生效日期2012.06.19 编号SOP-QR-104版本/次A/1卡尺内校作业指导书编制人曲海涛审核人邱丰批准人张述强日期2012.06.19 日期2012.06.19 日期2012.06.19文件修改记录文件编号修改版本修改页数修改内容描述修改人批准人生效日期A0 首次发行2012.06.19卡尺内校作业指导书版本/次A/11. 目的1.1 确保校准结果的结果的准确性,使校准作业规范化。
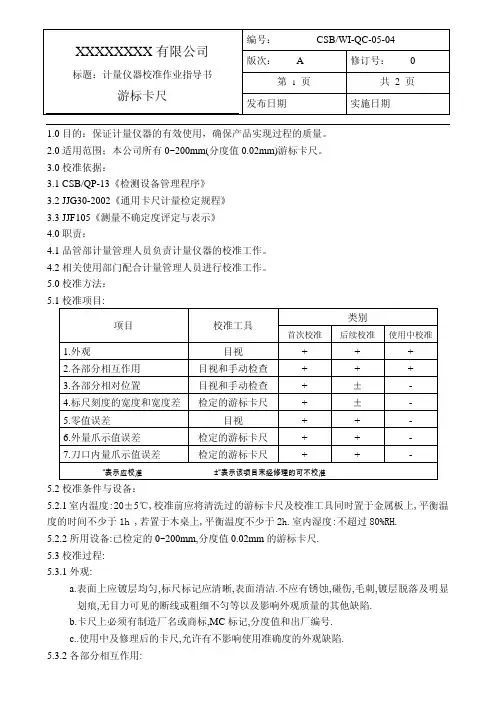
2. 范围2.1 本标准适用于本公司现有各种类型之卡尺,包括高度尺、游标卡尺、戴表卡尺、电子数显卡尺。
3. 职责3.1 卡尺保管人:负责所属卡尺维护和保养。
3.2 品保部:卡尺专用量块的维护和保养。
3.3校验人:卡尺内校结果的记录和校验标识标签的确认。
4. 作业内容说明:4.1 卡尺结构:4.1.1游标卡尺结构如下图所示。
4.1.2 电子数显卡尺结果如下图所示。
4.1.3 戴表卡尺结构如下图所示。
卡尺内校作业指导书版本/次A/14.2 校验/检定条件:4.2.1 室内温度:25±3℃4.2.2 相对温度:65±15%4.3 校验/检定用主要标准器具:成都产二级量块.4.4外观检查4.4.1 检查方法:目检与试验;4.4.2 卡尺表面应无锈蚀,碰伤或其它缺陷,刻度和数字应清晰、均匀;4.4.3 尺框沿尺身移动应平稳,不应有阻滞及明显晃动现象,紧固螺丝的作用可靠。
4.5显示值校验/检定4.5.1所卡尺校正外卡任意选五个点校正,第五点须是该卡尺的最大量程范围,所卡尺校正内卡任意选三个点校正,第三点须是该卡尺的最大量程范围. 所卡尺校正深度,任意选四个点校正,第四点须是该卡尺深度的最大量程范围。
所有卡尺必须校正并须校正卡尺的外卡,内卡,深度。
4.5.2 误差:4.5.2.1 所有游标卡尺、带表卡尺在100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm;4.5.2.2 数显卡尺100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm。
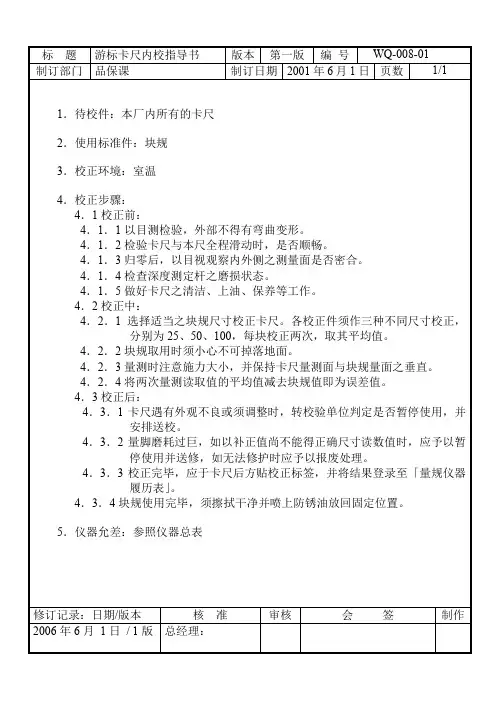
游标卡尺作业指导书1 目的为保证本公司使用卡尺的测量准确度,实现量值统一与溯源,规范卡尺的校准程序,特制定本作业指导书。
2 适用范围本指导书适用于AML内测量范围≤500mm的卡尺。
3 计量标准经外校合格的量块,外径千分尺及配套装置。
4 校准条件温度: 22±3oC;相对湿度: 10%RH~70%RH。
5 校准周期三个月6 校准过程及方法(参照国标 JJG30-2002)准备校准前,先清洁量具,卡尺、量块及千分尺应平衡温度1~2小时。
外观检查6.2.1 卡尺表面应镀层均匀,标尺标记应清晰,表蒙透明清洁。
不应有锈蚀,碰伤,毛刺,镀层脱落及明显划痕,无目力可见的断线或粗细不均等影响测量准确性和读数准确性的外观质量其他缺陷。
6.2.2 卡尺上的标识完整:制造商,CMC及序列号等。
各部分相互作用6.3.1 尺框在尺身上顺畅地滑动, 无阻碍。
6.3.2 制动螺丝作用可靠。
6.3.3 尺框与尺身配合良好, 无明显间隙。
内爪的示值误差.两个外量爪及两个内量爪能很好地并拢, 游标上的第一刻线及最后一刻线均能与尺身上的相应刻线对齐。
放一个10mm的量块在卡尺的外量爪中间, 锁紧制动螺丝,量块可以移动但不会掉下来, 在此时沿着卡尺身方向测量两个内量爪之间的距离,测量三个点, 其中有最大偏差的读数即为测10mm量块时的误差值,最大误差不超过±, 最大与最小值之差为内量爪的平行度,不可以超过下表规定。
测量范围(mm) 内量爪平行度0-1500-2000-300外量爪的示值误差用外量爪测量量块, 记录卡尺上的示值。
下表列出了外量爪的测量点及允许测量误差:卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 测量点(mm)数显式 0-150 ± 10 200-200 ± 200-300 ± 243游标式表盘式 0-150 ± 10 200-200 ± 200-300 ± 2430-500 ± 75 150 250 468 对于每一测量点,用外卡测量时应使用两个位置,靠内的位置及靠外的位置;用内爪测量时使用中间位置2.(图见下页)深度尺校准深度标尺, 检查20mm处的深度值.将20mm的量块放在一级平台上, 用尺身端部与量块接触, 滑动深度标尺与平台面接触, 卡尺的示值误差不能超过下面中的列出值:卡尺类型测量范围(mm) 分度值(mm) 允许误差 (mm)数显式 0-150 ±0-200 ±0-300 ±游标式表盘式 0-150 ±0-200 ±0-300 ±7、结论校准结果在合格范围内,卡尺为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。
卡尺内校作业指导书1.目的确保校准结果的准确性,使校准作业规范化。
2.范围本标准适用于本公司现有各种类型之卡尺,包括高度尺、游标卡尺、带表卡尺。
电子数显卡尺。
3.定义无4.权责卡尺保管人:负责所属卡尺维护和保养。
品保部:卡尺专用量块的维护和保养。
校验人:卡尺内校结果的记录和校验标识标签的确认。
5.作业流程图:略6. 作业内容说明:6.1 卡尺结构:(见下页)6.1.1游标卡尺结构如下图所示。
6.1.2 电子数显卡尺结果如下图所示。
6.1.3 带表卡尺结构如下图所示。
6.1.4 电子数显深度卡尺结构如下图所示。
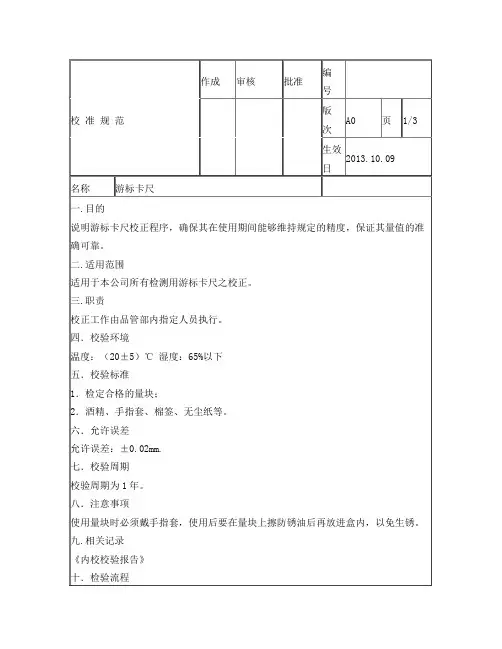
6.2 校准基准:标准量块(外校合格的标准件)。
6.3 校准环境及周期:温度20+/-5℃、湿度≤80%RH,静置2小时以上,校准周期为半年。
6.4 校准步骤:6.4.1 校准前:①目测尺身、量爪、深度测量杆是否有弯曲变形;②检验游尺与本尺全程滑动时是否顺畅;③归零后,目测观察内外径的测量面是否完全密合;④检查深度测量杆的磨损状况;⑤检查影响测量内外径的测量面是否完全密合⑥紧固螺丝的作用是否有效;⑦带表卡尺需检查卡尺指针运动是否平稳、灵活。
⑧电子数显类卡尺需检验数字显示是否平稳、灵敏。
6.4.2 校验中:①将适当的标准量块(外校合格的标准件)放在平台上对卡尺进行校正;②0-150mm测量范围内的卡尺,其校正件受检点为:51.2mm、101.2mm、121.8mm,每点校正两次,取平均值;③150-300mm测量范围内的卡尺,其校正件受检点为:101.2mm、191.8mm、291.8mm,每点校正两次,取平均值;④300mm以上测量范围内的卡尺,其校正件受检点为:10mm、20mm、51.2mm、101.2mm、191.8mm、291.8mm,每点校正两次,取平均值;⑤选择20mm深的标准量块,对卡尺深度进行校验;⑥选择合适内径物,用多把卡尺进行对比;⑦取用标准量块时,须戴好手套,并小心不可将其掉落地上;⑧将量测读数值减去标准量块值即为误差值。
见下页所示W修改履历版次作成时间修改原因修改内容摘要A02013-10-09新规作成——校准规范编号版次A0 页2/3 生效日2013.10.09名称游标卡尺流程操作显示备注1.以无尘纸沾酒精清洁游标卡尺测试杆;2.以无尘纸沾酒精清洁量块测量面,再以无尘纸擦拭干净;3.清洁完毕的游标卡尺和量块应置放于桌面上至少1.0小时以上,使标准件与待校件及校验环境温度同温。
清洁后的游标卡尺将量块和游标卡尺放在同一环境中进行温度平衡。
合格不合格1.检查游标卡尺是否有异常现象,外观是否良好,相互作用是否正常;2.如果游标卡尺有严重影响测量的缺陷,即可判此游标卡尺不合格。
外观合格或不合格的游标卡尺。
1.将游标卡尺外测量爪密合,将卡尺朝向光源,两外爪间不得有光线透过,内测量爪间有微光透出;2.检视针盘或显示器的显示值是否归零,如未归零应予以调整归零,按“ZERO”键,显示屏显示0.00mm (刻度式要对准零刻线);3.并再重复前一动作检视是否有误差。
1.外量爪校准取50.00mm、100.00mm、190.00mm三种量块(针对量程为200MM,量块可组合使用),分别将三种量块卡在卡尺的外量爪之间测定,并记录测量结果;2.内量爪校准用卡尺外量爪卡住一块10mm量块,并锁定,用千分尺测量内量爪尺寸,记录测量结果;校准数据其他量程的卡尺可根据实际情况进行调整校准点。
校准规范编号版次A0 页3/3 生效日2013.10.09名称游标卡尺流程操作显示备注3.深度尺校准将20mm量块置放于0级大理石平台上,将卡尺尾部紧靠于块规量测面上,将深度杆伸出至与平面贴平,读取量测值,记录测量结果。
1.整理校准数据,填写于《内校校验报告》;2.示值-标准值=误差;1.校验合格,由计量工程师贴上合格校验标签;2.校验不合格,根据《监视和测量装置管理程序》作相关处理。
1.结果判定;2.选用相应的标签。
1.整理测试台。

作業項目描述(目地,基本思維,要點)▍(是什麼) ▍(為什麼)▍(何時)▍(誰來做) ▍(產出) 一、外觀檢視:"不影響精度之外觀缺陷可允收"三、顯示值變動性:a).確認電力是否充足,讀值是否有明滅不清的情況。
b).移動副尺,使卡尺測爪測量面與塊規接觸夾持,重覆動作3次;確認顯示讀值是否有亂碼、數值差異超過0.01mm情況。
依據年度量規儀器校正計畫實施。
確保校正活動作業之正確性,進而防堵流出不良品;降低失敗風險。
a).游標卡尺主副尺刻線清晰可見,表面外關無鏽蝕、碰傷或明顯刮痕。
b).讀值視窗清晰明亮,可清楚辨識量測讀值。
使游標卡尺於內部校正時有所依據。
具有校正合格資格人員進行校正活動。
游標卡尺校正履歷表。
二、作動確認:a).副尺左右平移時,手感無阻滯;作動無異音。
b).緊固螺釘應作用正常無鬆脫。
步驟1.確認游標卡尺各部總成1. 各部名稱功能了解。
實施步驟/內容實施動作與準則1. 清除卡尺上之髒汙、粉塵、鐵屑。
2. 副尺作動異音確認。
3. 校正塊規與游標卡尺需進行穩定性靜置。
步驟3.校正(中)作業步驟2.校正(前)作業四、顯示值誤差:a).使用塊規需配戴手套,預防塊規鏽蝕影響精度。
b).游標卡尺校正點選定為:5mm、10mm、15mm三個校正點。
c).以標準塊規進行游標卡尺校正,且須注意塊規與游標卡尺測爪面,不可有空隙與傾斜之情形。
a ba ba b a b c作業項目描述(目地,基本思維,要點) ▍(是什麼) ▍(為什麼) ▍(何時)▍(誰來做) ▍(產出) 步驟4.校正(後)作業1. 標準塊規進行防鏽保養。
2. 儀器履歷登錄。
3. 儀器判定(合格、降級、報廢)。
具有內部校正合格資格人員進行校正活動。
游標卡尺校正履歷表。
實施步驟/內容實施動作與準則供游標卡尺於內部校正活動中有所依據,並且讓具有合格校正資格人員,依此作業指導書進行校正活動。
使廠內所用之量測儀器進行校正與維護;並確保校正活動作業之正確性,進而防堵流出不良品;降低失敗風險。
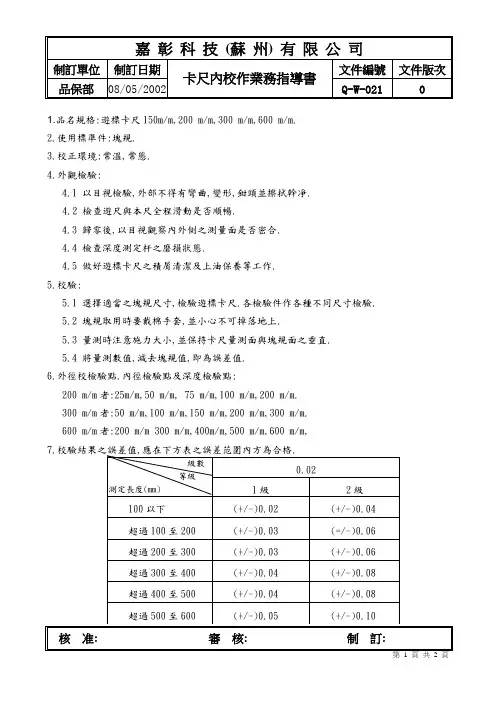
1.品名規格:遊標卡尺150m/m,200 m/m,300 m/m,600 m/m.
2.使用標準件:塊規.
3.校正環境:常溫,常態.
4.外觀檢驗:
4.1 以目視檢驗,外部不得有彎曲,變形,鉗頭並擦拭幹凈.
4.2 檢查遊尺與本尺全程滑動是否順暢.
4.3 歸零後,以目視觀察內外側之測量面是否密合.
4.4 檢查深度測定杆之磨損狀態.
4.5 做好遊標卡尺之積屑清潔及上油保養等工作.
5.校驗:
5.1 選擇適當之塊規尺寸,檢驗遊標卡尺.各檢驗件作各種不同尺寸檢驗.
5.2 塊規取用時要戴棉手套,並小心不可掉落地上.
5.3 量測時注意施力大小,並保持卡尺量測面與塊規面之垂直.
5.4 將量測數值,減去塊規值,即為誤差值.
6.外徑校檢驗點.內徑檢驗點及深度檢驗點:
200 m/m者:25m/m,50 m/m, 75 m/m,100 m/m,200 m/m.
300 m/m者:50 m/m,100 m/m,150 m/m,200 m/m,300 m/m.
600 m/m者:200 m/m 300 m/m,400m/m,500 m/m,600 m/m,
8.注意事項:
8.1 遊標卡尺遇有不良或需調整時,轉校驗單位判定是否禁止使用,並安排送校
8.2 量腳磨耗過後,如以補正值尚不能得正確尺寸讀數值時,應予以禁止禁止使用.並送修,如
無法修護應予以報廢處理.
8.3 檢驗完畢,應於遊標卡尺後方可貼校驗標簽,並將結果登錄至『儀器履歷卡』
(CQ-Q-R-017)如標簽無法貼付量具,則貼在其保護盒(套)上.
8.4 塊規使用完畢後,頇用專用紙擦拭幹凈,噴上專用油放回定位.。
![卡尺内部校准作业指导书[模板]](https://uimg.taocdn.com/dd9d7f288bd63186bdebbc43.webp)
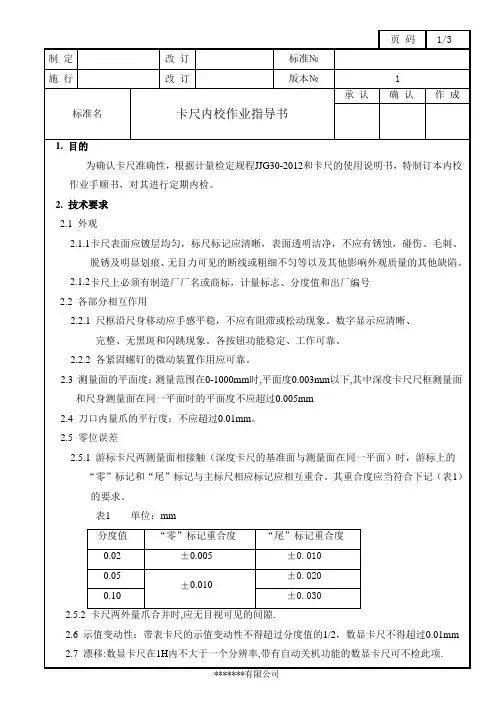
1. 目的规范卡尺的内校作业, 使校验工作有据可依, 确保仪器正常运行及校验结果的准确性。
特制定本作业指导书。
2. 概述适用于分度值或分辩力为0.01,0.02,0.05和0.10mm的电子卡尺、游标卡尺及带表卡尺的校验。
3. 术语4. 操作说明4.1使用标准件:标准量块、数显千分尺、刀口形直尺、大理石平台、二次元4.2校验环境:温度: 22±2℃;湿度:40%±20%RH;4.3校验周期:正常每半年1次,限用(降级使用)卡尺3个月/次。
4.4校验步骤:4.4.1校验前:4.4.1.1确认标准件外校日期是否在有效期范围内;4.4.1.2确认校验环境是否符合要求;4.4.1.3校验前,做好卡尺清洁工作;4.4.1.4校验员必须佩戴手套或手指套作业;4.4.1.5 校准前,应将被校验的卡尺及量块等检验用的设备同时置于大理石平台上,其平衡温度时间为1-2h 。
4.4.2 外观检查:4.4.2.1 卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其他缺陷;4.4.2.2 卡尺上必须有制造厂名或商标、 标志、分度值和出厂编号; 4.4.2.3 使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
4.4.3 各部分相互作用:4.4.3.1 尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,元黑斑和闪跳现象。
各按钮功能稳定、工作可靠;4.4.3.2 紧固螺钉的作用应可靠。
4.4.4 测量面的平面度:4.4.4.1 外量爪测量面的平面度用刀口形直尺,分别在外量爪测量面的长边、短边和对角线位置上进行(见图1)。
其平面度根据各方位的间隙情况确定。
4.4.4.2 卡尺测量面的平面度符合表1规定(单位mm )测量范围 外量爪测量面的平面度0-1000 0.003 >1000-20000.0054.4.5 刀口内量爪的基本尺寸和平行度:4.4.5.1 先将1块尺寸为10mm 的量块的长边夹持于两外测量爪测量面之间,紧固螺钉后,该量块应能在量爪测量面间滑动而不脱落。
游标卡尺内校作业指导书
1 目的
对游标卡尺进行内部校准,确保其准确度和适用性保持完好.
2 围
适用于普通及指针式游标卡尺的内部校准。
3 校准用基准物质
外校合格的标准块规
4 环境条件
室温
5 校准步骤
5.1 检查卡尺测量接触面是否平整、干净,无污渍、锈迹,指针式卡尺表头
的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2 调校零位,或使指针对准零点。
5.3 先取一块10mm基准量块进行度量,量块被测量面要干净、平整。
5.4 连续测量三次,允许误差士0.02 mm,取其平均值记录在《内校记录表》
内,在度量过程中卡尺要和被测量量块同方向平直。
5.5 用同样的方法,用以下基准量块逐个度量,50mm允许误差士0.02mm、
100mm允许误差士0.02 mm、(50 mm+100 mm)允许误差士0.04 mm、(100 mm+50 mm+70 mm十80 mm)允许误差士0.06 mm,每个量程必须测量三次再取其平均值记人《内校记录表》内。
5.6 测内径接触面磨损程度:取两块同样大小的量块(构成测量的基准面),
夹紧一块50 mm的量块成“H”型,然后移动表头,使卡尺上面的测量端张开靠紧两基准面后再读数,测量三次,取平均值,记录在《内校记录表》内,测量值与标准值允许误差土0.02 mm。
5.7 可根据不同量程的卡尺选用不同的基准量块或其组合进行校准。
5.8 历次测量值与标准值之美,均在允许误差范围内,判校准合格。
6 相关记录
6.1 内校记录表。
1.0目的
对卡尺进行内部校正,确保其准确度与适用性符合要求。
2.0适用范围
适用于带表卡尺、游标卡尺、电子卡尺、数显卡尺的内部校正。
3.0校正基准件
外校合格的标准量块(块规)
4.0环境要求
室温:23~25℃
5.0校验周期
6个月
6.0校正步骤
6.1检验人员必须戴手套,检验卡尺测量接触面是否平整、干净,无油渍、锈渍。
刻度值清
晰,指针无变形,推动表头,是否平滑、平稳。
6.2 调试归零,或使指针归零。
6.3 先取一块40mm基准量块进行度量,量块物表面要保持干净、平整。
6.4 连续测量三次,允许公差值+0.02mm,取平均值记录在《检定记录卡》内,在度量检测
时,卡尺必须要与量块垂直。
6.5 用同样的方法,用以下量块逐个度量,50mm允许公差+0.02mm,100mm允许公差
+0.02mm(50mm+100mm)允许公差+0.04mm,(50mm+100mm+70mm+80mm)允许公
差+0.06mm,每个量程必须测量三次以上,取其平均值记录于《仪器校正报告》内。
6.6 可根据不同量程的卡尺选用不同的基准量块或其组合进行校正。
6.7 历次测量值与标准值之差,均在允许范围内,方可判定校正合格。
6.8 对校正合格的量具,贴附内校合格标识。
7.0 相关文件记录
《检定记录卡》。
游标卡尺作业指导书
1 目的
为保证本公司使用卡尺的测量准确度,实现量值统一与溯源,规范卡尺的校准程序,特制定本作业指导书。
2 适用范围
本指导书适用于AML内测量范围≤500mm的卡尺。
3 计量标准
经外校合格的量块,外径千分尺及配套装置。
4 校准条件
温度: 22±3oC;相对湿度: 10%RH~70%RH。
5 校准周期
三个月
6 校准过程及方法(参照国标JJG30-2002)
6.1 准备
校准前,先清洁量具,卡尺、量块及千分尺应平衡温度1~2小时。
6.2 外观检查
6.2.1 卡尺表面应镀层均匀,标尺标记应清晰,表蒙透明清洁。
不应有锈蚀,碰伤,毛刺,镀层脱落及明显
划痕,无目力可见的断线或粗细不均等影响测量准确性和读数准确性的外观质量其他缺陷。
6.2.2 卡尺上的标识完整:制造商,CMC及序列号等。
6.3 各部分相互作用
6.3.1 尺框在尺身上顺畅地滑动, 无阻碍。
6.3.2 制动螺丝作用可靠。
6.3.3 尺框与尺身配合良好, 无明显间隙。
6.4 内爪的示值误差.
两个外量爪及两个内量爪能很好地并拢, 游标上的第一刻线及最后一刻线均能与尺身上的相应刻线对齐。
放一个10mm的量块在卡尺的外量爪中间, 锁紧制动螺丝,量块可以移动但不会掉下来, 在此时沿着卡尺身方向测量两个内量爪之间的距离,测量三个点, 其中有最大偏差的读数即为测10mm 量块时的误差值,最大误差不超过±0.02mm, 最大与最小值之差为内量爪的平行度,不可以超过下
表规定。
测量范围(mm) 内量爪平行度
0-150 0.015
0-200 0.015
0-300 0.020
6.5 外量爪的示值误差
用外量爪测量量块, 记录卡尺上的示值。
下表列出了外量爪的测量点及允许测量误差:
卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 测量点(mm)
数显式0-150 0.01 ±0.02 10 20 51.2 121.5
0-200 ±0.02 20 51.2 121.5 191.8
0-300 ±0.03 51.2 121.5 191.8 243
游标式
表盘式0-150 0.02 ±0.03 10 20 51.2 121.5
0-200 ±0.03 20 51.2 121.5 191.8
0-300 ±0.04 51.2 121.5 191.8 243
0-500 ±0.05 75 150 250 313.3 416.8 468 对于每一测量点,用外卡测量时应使用两个位置,靠内的位置及靠外的位置;用内爪测量时使用中间位置2.(图见下页)
6.6 深度尺校准
深度标尺, 检查20mm处的深度值.将20mm的量块放在一级平台上, 用尺身端部与量块接触, 滑动深度标尺与平台面接触, 卡尺的示值误差不能超过下面中的列出值:
卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm)
数显式0-150 0.01 ±0.02
0-200 ±0.02
0-300 ±0.03
游标式
表盘式0-150 0.02 ±0.03
0-200 ±0.03
0-300 ±0.04
7、结论
校准结果在合格范围内,卡尺为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。