铝合金液态模锻成型过程的可视化【文献综述】
- 格式:doc
- 大小:23.00 KB
- 文档页数:4

第22卷第11期Voa.22No.11黄河科技学院学报JOURNALOFHUANGHES&TCOLLEGE2020年11月Nev.2020铝合金薄壁壳体件液态模锻成形工艺研究牛海侠%朱松波2张琼%(1.安徽三联学院机械工程学院,安徽合肥230601;2.天津津航计算技术研究所,天津300000)摘要:铝合金薄壁壳体件在航空航天和高速列车上有广泛的应用,是较为重要的受力构件。
这类零件壁厚较薄,普通的生产成形工艺很难实现其性能的要求。
以某火箭发动机阀门壳体件为研究对象,采用液态模锻成形工艺,通过模具设计和改变成形工艺参数进行液态模锻成形实验,研究了零件的最佳成形方案和合理工艺参数,为铝合金薄壁壳体件的液态模锻成形提供参考。
关键词:薄壁壳体件;液态模锻;模具设计;工艺参数中图分类号:TG146.3文献标识码:A文章编号:2096-790X(2020)11-0038-06DOI:10.19576/j.issn.2096-790X.2020.11.008Research on Liquid Din Forging Forming Procest ofAluminum Alloy Thid-Walled Shell PartsNou Haotoa1.Zhu Songbo2.ZhangQoong1(1.Anhut Sanlan University,School of Mechanical Engineering,Hefee COy,Anhui Province230601;2.Tianjm Tianjm Instituty O computing technology,Tianjm City300000)Abstraci:Aluminum toy thin-walled shell pc S s are impoaant forco-beaang components that widely used in aerospaco and high-speed trains The wai thickness of such pafs is relativeay thin,and d is didicult for ordinary production and forming processes to meet their paformanco requiements.Theefore,this artide takes a rocket engine valvv shell as the research object,adopts liquid die forging forming process,conducts liquid die forging foaning experiment through die design and changing forming process parameters,and studies the optiml forming scheme and reasonable process parameters of the parts.Moreover, this paper provides a reference for thaiquid die forging of aaumonum a a oython-wa a d sh=a paets.Key woris:thin-walled shell parts;liquid die forging;mold design;process parameters0前言铝合金件在机械加工时存在刚性和硬度不足、锻后易变形等问题,普通的铸造、锻造已逐渐不能满足高性能铝合金件的需求[1]"采用液态模锻加工,充分利用该工艺低压充型及高压迅速补缩凝固的特点,获得性能较好的模锻件[2-4]"由于液态模锻成型充填过程平稳,且在高压下凝固成形,得到的产品内部组织均匀、致密[5]"不用浇冒口系统,金属的利用率可以达到100%"液态模锻工艺能够成形重要的结构件,且零件的性能能够满足使用要求,这方面的研究受到越来越多的关注"鉴于模锻成形铝合金件存在浇注不足、缩孔、疏松等缺陷,本文以某火箭发动机阀门壳体为例,研究零件的液态模锻成形工艺,为铝合金薄壁壳体件的成形研究拓宽思路"1实验1.1壳体件介绍某火箭发动机的阀门壳体件如图1和图2所收稿日期:2020-07-24基金项目:安徽省教育厅高校自然科学重点项目(KJ2019A0892);安徽省高校优秀拔尖人才培育资助项目(GXGNFX2019071)(安徽三联学院科研基金重点课题(KJJD2018007)作者简介:牛海侠(1979-),女,山东菏泽人,副教授,硕士,主要从事铝合金半固态成形技术方面的研究。

哈尔滨工业大学科技成果——大型铝合金制件液态
模锻精密成形技术
项目简介
随着我国交通运输业,武器装备向现代化、高速化方向发展,轻量化要求日趋强烈,特别是轻量化程度要求高的飞机、航天器、高速列车、汽车、舰艇、火炮、坦克以及机械设备等重要受力部件和结构件,需要大量使用铝合金锻件和模锻件以替代原来的钢结构件。
而传统的铸造和模锻技术已不能完全满足这些铝合金关键零部件的制造需求和使用性能,正是这种需求使得大型铝合金制件液态模锻精密成形技术的研究。
成型制件
2000年哈尔滨工业大学液态模锻课题组开展了大型铝合金负重轮液态模锻精密成形技术的研究工作,2003年成功地实现了铝合金负重轮本体与局部(钢质材料或复合材料)耐磨增强一体化精密成形,各项静态和里程试验性能指标均达到设计要求,与钢制轮盘相比,质
量减轻了40%,经检验后取得成功应用。
该成形技术操作方便,成本低,产品综合性能良好,填补了国内液态模锻生产铝合金负重轮的空白。
成形技术的推广应用。
铝合金的液态模锻成形
徐慧;李天生
【期刊名称】《机械工程师》
【年(卷),期】2006(000)011
【摘要】铝合金的液态模锻是一种省力、节能、节材、能一次成形为接近成品形状且制件质量高的技术.文中介绍了该技术的发展现状、特点及其半固态金属成形技术和液态挤压工艺.
【总页数】2页(P69-70)
【作者】徐慧;李天生
【作者单位】湖南建材高等专科学校,机械工程系,湖南,衡阳,421008;湖南建材高等专科学校,机械工程系,湖南,衡阳,421008
【正文语种】中文
【中图分类】TG3
【相关文献】
1.镁、铝合金车轮液态模锻成形模具设计 [J], 杨金岭;杨荔
2.应用于装备轻量化铝合金构件液态模锻成形技术的研究进展 [J], 张新;陈刚;李宏伟;陈彤;王长顺;徐兰军;杜之明;秦绪坤
3.铝合金薄壁壳体件液态模锻成形工艺研究 [J], 牛海侠;朱松波;张琼
4.铝合金薄壁壳体件液态模锻成形过程的数值模拟 [J], 蒋鹏;杜之明;张晓华;崔云涛;张跃冰
5.5083铝合金法兰盘液态模锻成形技术 [J], 诸葛跃;王家宣;李春
因版权原因,仅展示原文概要,查看原文内容请购买。
基于数值模拟研究铝合金管材挤压过程中的金属流动规律及模具优化设计文献综述1.铝合金分类及铝合金挤压现状纯铝的密度为ρ=2.7g/cm3,约是铁的1/3,熔点为660℃,铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制成各种型材、板材,并且具有极好的抗腐蚀性能;但是纯铝的强度很低,退火状态σb 值约为8kgf/mm2,故不宜作结构材料。
通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热处理等方法来强化铝,这就得到了一系列的铝合金。
添加一定元素形成的合金在保持纯铝质轻等优点的同时还能具有较高的强度,σb 值分别可达24~60kgf/mm2。
这样使得其“比强度”(强度与比重的比值σb/ρ)胜过很多合金钢,成为理想的结构材料,铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性。
近几十年来发展十分迅速,在国民经济和人民生活各领域获得了十分广泛的应用,成为仅次于钢材的第二大金属材料。
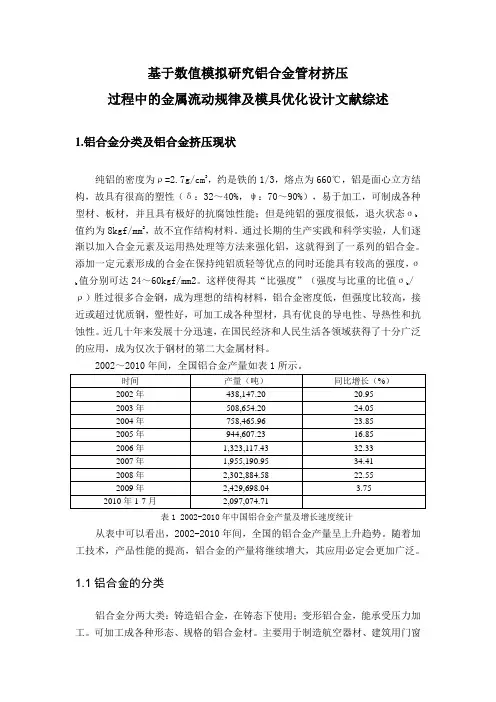
2002~2010年间,全国铝合金产量如表1所示。
表1 2002-2010年中国铝合金产量及增长速度统计从表中可以看出,2002-2010年间,全国的铝合金产量呈上升趋势。
随着加工技术,产品性能的提高,铝合金的产量将继续增大,其应用必定会更加广泛。
1.1铝合金的分类铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、建筑用门窗等。
铝合金挤压所用的材料一般均为变形铝合金。
1.1.1铸造铝合金铸造铝合金(cast aluminium alloy)是指适于熔融状态下充填铸型获得一定形状和尺寸铸件毛坯的铝合金,可按成分中铝以外的主要元素硅、铜、镁、锌分为四类,代号编码分别为100、200、300、400。
(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910318385.9(22)申请日 2019.04.19(71)申请人 深圳市拜尔克科技有限公司地址 518000 广东省深圳市宝安区沙井街道沙三社区西沙路74号蓝宝工业区厂房11三层公共空间(72)发明人 谢清泉 (74)专利代理机构 深圳市深弘广联知识产权代理事务所(普通合伙) 44449代理人 向用秀(51)Int.Cl.C22C 21/02(2006.01)C22F 1/043(2006.01)C22C 1/02(2006.01)C22C 1/06(2006.01)B21J 5/00(2006.01)(54)发明名称液态模锻加工铸造铝合金及其铸造工艺(57)摘要本发明公开了一种液态模锻加工铸造铝合金及其铸造工艺;铝合金采用液态模锻技术,且按质量百分比由以下成为组成:Si:7-8.0%,Cu:0.05-0.1%;Mn:0.01-0.05%;Mg:0.3-0.45%;Zn:0.11-0.17%;Fe:0.01-0.12%;余量为Al和不可避免的杂质元素,其中杂质元素的总量按照质量百分比控制在0.05%以下。
液态模锻方法包括配料、熔炼铝合金液、精炼除气除渣、液态模锻成形和固溶时效处理。
本发明液态模锻铝合金具有强度高、塑性好,轻便的优点,适合于液态模锻双轮车的受力结构件,如车身、车头等,从而使得制作的车头、车身更加轻便,用户在使用时更加省力。
权利要求书2页 说明书5页 附图1页CN 109897994 A 2019.06.18C N 109897994A权 利 要 求 书1/2页CN 109897994 A1.一种液态模锻加工铸造铝合金,其特征在于;所述铝合金采用液态模锻技术,且按质量百分比由以下成为组成:Si:7-8.0%,Cu:0.05-0.1%;Mn:0.5-1.3%;Mg:0.3-0.45%;Zn:0.11-0.17%;Fe:0.01-0.12%;余量为Al和不可避免的杂质元素,其中杂质元素的总量按照质量百分比控制在0.05%以下。
液态金属模鍜
VASILE GHIRITA;IOAN DRAGAN;刘延风
【期刊名称】《锻压技术》
【年(卷),期】1981(0)4
【摘要】液态金属模锻是一种对液体铸态毛坯进行模锻的综合工艺方法。
这种方法把压力铸造与热模锻结合起来,用于制造铸造困难,质量不易合乎要求,而模锻成本又太高的零件。
在液态金属模锻时,可分为以下几个阶段; (1) 液态金属浇入模具。
(2) 凸模推进,液态金属充满模膛。
(3) 金属在加压情况下结晶。
(4) 在毛坯件固化后进行塑性变形(图1)。
液态金属模锻前三个阶段属于压力铸造。
【总页数】8页(P56-63)
【关键词】液态模锻;压力铸造;模具设计;挤压铸造;压铸;液态金属;阳模;模具;凸模;零件表面质量;模锻件图
【作者】VASILE GHIRITA;IOAN DRAGAN;刘延风
【作者单位】
【正文语种】中文
【中图分类】TG2
【相关文献】
1.超精密金属模具的现状与将来:向亚微米级挑战的金属模具 [J], 谏山皆夫;王乃银
2.共产党员必须加强党性鍜炼——读《关于增强党性的决定》的笔记 [J], 羣建
3.也来討論“鍜煉鍜煉 [J], 无
4.研究和技术简报P18高速钢鍜造工艺的研究 [J], 林法禹;冯仁
5.动涡旋盘的液态金属模锻成形 [J], 张海军;张英
因版权原因,仅展示原文概要,查看原文内容请购买。
铝合金薄壁壳体件液态模锻成形过程的数值模拟
蒋鹏;杜之明;张晓华;崔云涛;张跃冰
【期刊名称】《塑性工程学报》
【年(卷),期】2007(14)4
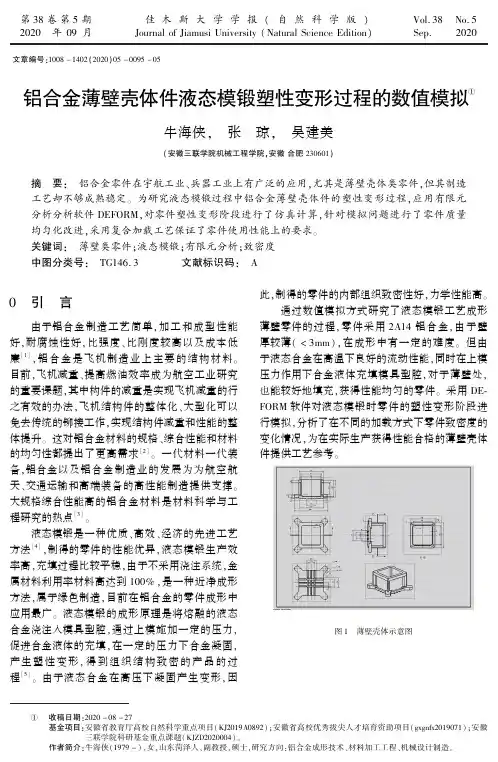
【摘要】铝合金薄壁壳体件是航空航天及兵器工业上广泛采用的零件,但其制造工艺却长期得不到有效解决。
文章采用Anycasting和DEFORM-3D软件,分别对充型阶段的凝固和塑性变形阶段进行了计算,并通过复合加载保证了零件使用性能上的要求。
结果表明,模具和浇注温度越高,则凝固时间越长,且模具温度的影响要大于浇注温度的影响;在保证铝液完全充填型腔的前提下,充分考虑了模具的使用寿命和铝合金熔化温度的要求,进行了模具温度和浇注温度的优化;采用复合加载来代替简单加载可以有效地提高制件密度,使零件性能趋于均匀化。
【总页数】6页(P76-81)
【关键词】铝合金;薄壁壳体件;液态模锻;数值模拟;复合加载
【作者】蒋鹏;杜之明;张晓华;崔云涛;张跃冰
【作者单位】哈尔滨工业大学金属精密热加工国家级重点实验室;哈尔滨工业大学材料科学与工程学院
【正文语种】中文
【中图分类】TG319
【相关文献】
1.铝合金薄壁壳体件液态模锻塑性变形过程的数值模拟 [J], 牛海侠;张琼;吴建美
2.铝合金薄壁壳体件液态模锻成形工艺研究 [J], 牛海侠;朱松波;张琼
3.铝合金薄壁壳体件液态模锻成形工艺研究 [J], 牛海侠;朱松波;张琼
4.基于Anycasting的薄壁铝合金件液态模锻过程有限元分析 [J], 牛海侠;张琼;李磊
5.基于Anycasting的薄壁铝合金件液态模锻过程有限元分析 [J], 牛海侠;张琼;李磊
因版权原因,仅展示原文概要,查看原文内容请购买。
ZLl03铝合金件的力学性能表铝合金的液态模锻成形徐慧,李天生(湖南建材高等专科学校机械工程系,湖南衡阳421008>l 引言当今世界能源短缺,汽车~战车等正向着轻量化~高速~安全~节能~低成本及长寿命方向发展,由于铝合金具有的高比强度~耐蚀性~易成型~热稳定性与再生性好和简化结构等一系列优点能满足军工和民用的特殊要求 2],因此,采用铝合金零部件是汽车和战车轻量化的主要手段之一 1]O如英国'蝎"式坦克,除装甲车体外,还有平衡肘连杆底座~刹车盘~负重轮~炮塔座圈~油箱~座椅等多种零部件采用了铝合金或镁合金,大大减轻了重量,极大地提高了装备的机动性能,从而可以改善坦克的行驶性能,提高安全性 1]O 目前汽车上铝合金零件主要有活塞~汽缸体~汽缸盖~连杆~连杆盖~离合器壳~轮毂和油泵阀体等O 因此用液态模锻成形铝合金具有很好的发展前景 3]O2液态模锻工艺简介液态模锻是介于液态成型和固态成型之间的一种新工艺,集中了这两种工艺的优点O 自1960年代至今,液态模锻工艺在我国取得了较大发展,尤其是钢质液态模锻工艺已较为成熟 4]O 但由于设备及冶炼条件的限制,有色金属尤其是铝合金的液态模锻在最近十年才得到较快发展O液态模锻工艺是对浇入模具内的液态金属施以较高的机械压力,使其凝固时消除铸造缺陷并产生一定塑性变形,从而获得高质量制件的一种方法O 液态模锻是一种省力~节能~材料利用率高的先进工艺O 制件的力学性能较高,可以接近或达到同种合金的锻件水平 2,5~7]O 铝合金液态模锻工艺的应用范围,从实际应用情况以及它的结晶特点来看,主要有如下特点:(l >液态模锻工艺对材料的适用范围比较宽,它既适用于高性能的变形合金,也适用于常用的铸造合金O(2>以陶瓷颗粒~晶须~纤维增强的金属基复合材料(MMC >综合了金属的韧性~成形性~导电导热性等及陶瓷的强度~刚度~硬度~耐热~耐磨~耐蚀等性能,在材料科学中异军突起,逐渐进入实用化阶段O 液态模锻是复合材料成形的最佳方法之一O 用液态模锻技术成形复合材料的研究也进行得非常活跃O用高强Al-zn-Mg-Cu 合金LC4为基体,以Al 203颗粒为增强剂,采用半固态搅拌法制备出颗粒均匀~与基体结合良好的10%Al 203P/LC4复合材料,具有优异的抗拉强度和弹性模量,可以取代高锰钢来制造履带板,采用液态模锻工艺制造履带板板体,其质量明显优于一般铸造的方法,生产效率也较高 8]O(3>液态模锻技术不仅适用于轴对称的实心零件~杯形件~通孔件以及长轴类等厚壁零件,也适用于非轴对称~壁厚不均匀~形状复杂的零件O 对于一些薄壁零件也可以用液态模锻获得很好的成形质量O3液态模锻成形的主要优点!"#材料利用率高~成本低与模锻相比,由于没毛边及实心孔所损耗的金属材料,故材料利用率可达95%以上O 若与压铸工艺相比,液态模锻工艺不需要设置浇口套~喷嘴~浇注系统等辅助消耗的金属材料(占制件的20%-30%>O 用Ly11液锻发动机主轴承盖克服了模锻锤上成形的缺点 9],在用LD10铝合金液锻生产起动机连杆时,使得成形工序减少,加工余量减小,从而提高了材料利用率,降低生产成本,提高了经济效益 10]O!"$力学性能高由于半凝固状态的铝合金在充足的压力下凝固结晶,组织致密~晶粒细小,故所得制件的力学性能好,如果采用较大的压力(100~150MPa >,则在塑性变形阶段效果明显,可以接近或达到模锻件的水平,如下表 4]所示O!%!成品率高,质量好液态模锻时,加工温度比铸造时低得多,制件在模内收缩小,并又受三向压应力的影响,故不易形成气孔与显微疏松等缺陷O 同时具有精铸件精密成型的高效率~高精!"机械工程师2006年第11期摘要 铝合金的液态模锻是一种省力~节能~节材~能一次成形为接近成品形状且制件质量高的技术O 文中介绍了该技术的发展现状~特点及其半固态金属成形技术和液态挤压工艺O关键词 铝合金 液态模锻 进展中图分类号 T G316文献标识码 A文章编号 1002-2333(2006>11-0069-02液态模锻传统模锻低压铸造!b /MPa320324245!/(%>7.07.22.5硬度HB110HB107HB90研究探讨R e s e a r c h &D i s c u s s i o n度的特点 41O!"#设备投资少模锻工艺需要采用热模锻压力机或摩擦压力机等投资较高的设备O 压力铸造需要专门的压铸机,设备投资也较大O 由于在液态模锻过程中,金属是在流动状态下成形,因此,所需的成形压力小,相应的设备吨位小;熔融的金属成形容易,所加工工件的表面精度高,可以达到少无切削加工的要求,并可制造传统工艺难成形的复杂制件 41O 设备投资少,有利于液态模锻工艺的推广和应用O!半固态金属成形技术半固态金属成形技术作为一种新兴复合材料加工技术引起了广泛的关注 ll ,l21,它的研究起源于1970年代O 一般而言,金属在静止状态下结晶时,最先凝固的部分是树枝状长大,形成网状结构,残余液态金属分布于树枝结晶体之间,这种半固态金属的流动性差,对成形不利O1970年代初,麻省理工学院的研究人员发现,在金属凝固时加以搅拌,可以将产生的树枝状初晶破碎并分散到未凝固的残余液体金属中去,凝固组织由通常的树枝状晶体变成球状的等轴晶体,成为变形抗力较低~具有良好流动性的金属糊状物,并可以很方便地施以各种后续成形加工O 半固态成形技术有如下特点:显微组织细化,大大减轻了内部缺陷和偏析等;半固态金属变形抗力大大降低,并可以制造出近净成形制品;利用半固态糊状金属的高粘性,可以容易并且均匀地混入异种材料和比重差大的金属,从而制造新型复合材料和新成分合金O"液态挤压工艺液态挤压是在液态模锻研究的基础上,结合热挤压变形的特点而发展起来的一种液态金属成形工艺O 其成形过程为:将液态金属直接浇入挤压桶内,借助挤压冲头对未凝固的或准凝固金属施以高压,使其在压力下发生流动~结晶~凝固过程,随后,挤压成形模口处的准凝固金属经受断面缩减的大塑性变形,一次成形出管~棒~型材类制品O 利用液态挤压工艺也可以直接制备金属基复合材料管~棒~型材类制件,由此突破了现有复合材料成形方法均需二次变形,即先成形出复合材料坯体,再经挤~轧等工艺制成管~棒型材的限制,可以减少成形工序,降低成本,有望成为成形高性能复合材料管~棒~型材的一条新途径 131O参考文献1l 1黄少东,唐全波,赵祖德,等.用镁合金促进兵器装备轻量化 J 1.金属成型工艺,2002,20(5):8-10.21洪慎章,曾振鹏.国内外铝合金液态模锻的发展与展望 J 1.机械制造,1999(3):12-13.31张广安,吴树迎,李玉书,等.轿车铝合金轮毂的液态模锻 J 1.锻压技术,1999(3):33-34.41韦丽君,马风雷,李任江.液态模锻在铸造铝合金中的应用 J 1.材料工程,2003(7):40-42.51罗守靖,何绍元,王尔德,等.钢质液态模锻 M 1.哈尔滨:哈尔滨工业大学出版社,1990:4-25.61上海交通大学锻压教研组.液态模锻 M 1.北京:国防工业出版社,1981.71齐丕襄.挤压铸造 M 1.北京:国防工业出版社,1984.81费良军,等.挤压铸造挖土机履带板板体的制造工艺研究 C 1//98挤压铸造(液态模锻)学术会议论文集,1998:40-44. 91吴代斌.发动机主轴承盖液锻工艺研究 J 1.新技术新工艺,1998(4):30-31.lO 1洪慎章.起动机连杆液态模锻 J 1.热加工工艺,1997(5):39-40.ll 1蒋鹏,贺小毛,张秀峰.半固态金属成形技术的研究概况 J 1.塑性工程学报,1998,5(3):1-7.l21蒋鹏,贺小毛,张秀峰.半固态成形在工业生产中的应用现状与前景 J 1.模具技术,1998(5):15-23.l31齐乐华,李贺军,罗守靖,等.液态挤压变形特征的研究 J 1.塑性工程学报,1997,4(3):43-46.l41Oi Le-Hua ,Hou Jun-Jie ,Cui Pei-Ling ,He-Jun Li.Researchon Prediction of the Processing Parameters of Liguid Extrusion by BP Network J 1.JournaI of MateriaI Processing TechnoIogy ,1999(95):232-237.(编辑立明)作者简介:徐慧(1976-),女,硕士研究生,助教O收稿日期:2006-06-20!"机械工程师!""!年第""期!!!!!!!!!!研究探讨R e s e a r c h &D i s c u s s i o n意大利纺机制造商协会主席保罗'班弗在中国国际纺织机械展览会上说,中国是最大的纺机市场,占世界纺机市场的25%O他说,中国是世界上最大的纺织品生产国和出口国,并在世界纺织服装贸易中起主导作用O 随着中国加入WTO 和纺织配额的取消,中国的纺织工业将进一步体现其竞争力O 但是中国纺织业要适应国际市场,就必须进一步改进技术,提高装备能力O保罗'班弗说,意大利是中国主要的纺机供货商之一O 其纺织机械对中国市场的出口值占其工业总出口值的17%左右O 2005年,意大利纺织机械设备对中国市场的出口总额达到3.16亿欧元,占整个中国市场的13.7%O2006年前4个月,意大利纺织机械设备对中国市场的出口比2005年同期增加17%O 2006年前4个月,意大利出口到中国的针织设备占第一位,占34%;其次是纺纱设备,占29%;第三位是织造设备,占26%O 保罗'班弗说:H 预计2006年对中国市场的出口将会进一步提高O H中国国际贸易促进委员会纺织行业分会副会长徐迎新说,目前<中国纺织工业H 十一五H 发展规划纲要 已正式对外颁布,中国纺织工业确立了建设纺织强国的发展目标O 意大利作为世界纺织机械的生产强国,有着较强的技术和产品开发优势O 意大利的纺织设备,特别是纺纱设备和附件以及印染后整理设备,为推动中国纺织工业的设备改造和技术更新做出了贡献OH 与其他纺机出口国相比,意大利的织机和后整理设备在中国具有很大的市场份额,并因其质量和价格的竞争性很高,深受用户欢迎O H 意大利对外贸易委员会北京办事处首席代表赖世平说O 同时,意大利参展商对本届展览会的踊跃参与,表现了他们对日益扩大的中国纺织市场的密切关注,同时也对将来与中国同行进行合资合作怀有极大兴趣O我国成为世界最大的纺机市场铝合金的液态模锻成形作者:徐慧, 李天生作者单位:湖南建材高等专科学校,机械工程系,湖南,衡阳,421008刊名:机械工程师英文刊名:MECHANICAL ENGINEER年,卷(期):2006(11)被引用次数:4次参考文献(14条)1.黄少东;唐全波;赵祖德用镁合金促进兵器装备轻量化[期刊论文]-金属成形工艺 2002(05)2.洪慎章;曾振鹏国内外铝合金液态模锻的发展与展望 1999(03)3.张广安;吴树迎;李玉书轿车铝合金轮毂的液态模锻[期刊论文]-锻压技术 1999(03)4.韦丽君;马风雷;李任江液态模锻在铸造铝合金中的应用[期刊论文]-材料工程 2003(07)5.罗守靖;何绍元;王尔德钢质液态模锻 19906.上海交通大学锻压教研组液态模锻 19817.齐丕襄挤压铸造 19848.费良军挤压铸造挖土机履带板板体的制造工艺研究[会议论文] 19989.吴代斌发动机主轴承盖液锻工艺研究[期刊论文]-新技术新工艺 1998(04)10.洪慎章起动机连杆液态模锻[期刊论文]-热加工工艺 1997(05)11.蒋鹏;贺小毛;张秀峰半固态金属成形技术的研究概况 1998(03)12.蒋鹏;贺小毛;张秀峰半固态成形在工业生产中的应用现状与前景 1998(05)13.齐乐华;李贺军;罗守靖液态挤压变形特征的研究 1997(03)14.Qi Le-Hua;Hou Jun-Jie;Cui Pei-Ling;He-Jun Li Research on Prediction of the Processing Parameters of Liquid Extrusion by BP Network[外文期刊] 1999(95)本文读者也读过(10条)1.曾健华.黄光礼.李华秀.刘清祥.易伦超AlMgSi1铝合金盖液态模锻工艺研究[期刊论文]-锻压技术2002,27(2)2.李洪波.刘洪丽.李天生.徐慧.LI Hong-bo.LIU Hong-li.LI Tian-sheng.XU Hui变质剂对液态模锻铝合金力学性能的影响[期刊论文]-佳木斯大学学报(自然科学版)2009,27(3)3.韦丽君.马风雷.李任江液态模锻在铸铝合金中的应用研究[期刊论文]-材料工程2003(7)4.李天生.徐慧.朱福顺.张兴平.LI Tiansheng.XU Hui.ZHU Fushun.ZHANG Xingping液态模锻用铝合金成分优化[期刊论文]-热加工工艺2009,38(1)5.李天生.王宁.LI Tian-sheng.WANG Ning铝锌镁合金液态模锻工艺及组织性能的研究[期刊论文]-热加工工艺2005(10)6.汽车空压机铝合金连杆的液态模锻[期刊论文]-热加工工艺2000(1)7.李天生.徐慧.张洪.LI Tiansheng.XU Hiu.ZHANG Hong Mg、Cu和Zn含量对液态模锻铝合金力学性能的影响[期刊论文]-热加工工艺2009,38(23)8.唐全波.姜巨福.王迎.TANG Quanbo.JIANG Jufu.WANG Ying两种工艺成形的ADC12铝合金连杆的力学性能对比[期刊论文]-热加工工艺2010,39(19)9.刘振伟.李湛伟.LIU Zhen-wei.LI Zhan-wei液态模锻技术现状及发展趋势[期刊论文]-金属材料与冶金工程2008,36(5)10.夏华.卫星虎.胡亚民.XIA Hua.WEI Xing-hu.HU Ya-min支承座零件液态模锻新技术[期刊论文]-热加工工艺2007,36(17)引证文献(4条)1.唐全波.姜巨福.王迎ADC12铝合金连杆挤压铸造[期刊论文]-特种铸造及有色合金 2010(7)2.唐全波.姜巨福.王迎工艺参数对ADC12铝合金连杆端盖挤压铸造过程的影响[期刊论文]-特种铸造及有色合金 2010(8)3.唐全波.姜巨福.王迎两种工艺成形的ADC12铝合金连杆的力学性能对比[期刊论文]-热加工工艺 2010(19)4.唐全波.姜巨福.王迎挤铸、压铸ADC12铝合金连杆端盖的组织和性能比较[期刊论文]-特种铸造及有色合金 2010(9)本文链接:/Periodical_jxgcs200611033.aspx。
AlMgSi1铝合⾦盖液态模锻⼯艺研究锻压技术 2002年 第2期AlMgSi1铝合⾦盖液态模锻⼯艺研究贵州省机电研究设计院(550003) 曾健华3重庆西南铝设备制造⼚ 黄光礼 李华秀 刘清祥 易伦超摘要 介绍了AlMgS i1铝合⾦盖液态模锻成形的⼯艺试验参数,模具设计,合⾦熔化及其操作。
关键词 铝合⾦ 液态模锻 ⼯艺3男,59岁,教授级⾼⼯收稿⽇期:2001201231⼀、引⾔液态模锻作为复合塑性成形技术之⼀已被⼴泛应⽤于有⾊⾦属加⼯业,它是借鉴压⼒铸造和模锻⼯艺⽽发展起来的⾦属成形技术,它具有压铸和模锻的特点。
由于液态⾦属在压⼒作⽤下凝固,改善了合⾦的⾦属学性质,也提⾼了它的可成形性能。
AlMgSi1铝合⾦盖(图1)要求具有⼀定的机械强度,韧性及致密性,采⽤普通的砂型铸造或压铸⼯艺都达不到产品要求。
⽤模锻⼯艺局部形状难以成形,并且需要极⼤的变形⼒,为此采⽤液态模锻⼯艺获得合格的产品。
图1 AlMgSi1铝合⾦盖零件图⼆、⼯艺试验由图1可知,该零件要求较⾼,⾸先是壁薄,直壁翻边处厚度仅有1mm ;其次是有12个Φ4±0105mm 凸台要充满,⽤⼀般铸造⽅法是困难的;再有是机械强度和致密度要求达到挤压材质的要求,这就是意味着不允许⽤铸造以⾄压铸⽅法加⼯,因此采⽤液锻⽅案乃是最佳选择。
11⼯艺⽅案分析φ根据产品图纸的要求,采⽤冷挤压⼯艺⽐较合适,可获得⼀定强度和致密度的产品,且⽆砂眼、⽓孔之类的铸造缺陷。
试验表明,该零件⽤冷挤模在4000kN 压⼒机上挤压,Φ4的凸台未成形,Φ13618的翻边未充满,需⽤10000kN 压⼒机才能获得符合要求的产品。
但采⽤10000kN 以上的压机压这类零件,成本过⾼。
采⽤液锻成形这种零件也有⼀定难度,主要是壁薄,成形不易充满,但经过试验,此问题得到解决。
最后决定采⽤液锻⼯艺⽣产此零件。
21液态模锻⼯艺(1)液锻⽅案的确定:液态模锻是将熔化的合⾦注⼊模具中,压机开动之后,在压⼒作⽤下使合⾦在成形的过程中凝固。
2020年10月第44卷第10期Vol.44No.10Oct.2020 MATERIALS FOR MECHANICAL ENGINEERINGDOI:10.11973/jxgcc!202010002应用于装备轻量化铝合金构件液态模锻成形技术的研究进展张新',陈刚2,李宏伟',陈彤',王长顺',徐兰军',杜之明*,秦绪坤'(1.新兴际华集团有限公司技术中心/研究总院,北京100070;2.哈尔滨工业大学(威海)材料科学与工程学院,威海264209;3.北京北方车辆集团有限公司北京市特种车辆关键部件制备与评估工程技术研究中心.北京100072;4.哈尔滨工业大学材料科学与工程学院,哈尔滨150001)摘要:在轻量化需求日益提升的大背景下.具有优良成形性能的液态模锻成形技术得到广泛的关注。
总结了装备轻量化设计准则以及轻量化设计的关键要点,介绍了液态模锻成形铝合金在装备中的应用.从工艺原理与特点、成形材料、成形模具、成形设备等方面对液态模锻成形铝合金技术的研究进展进行了综述,最后提出了该技术今后的研究发展方向。
关键词:装备轻量化;铝合金构件;液态模锻成形技术中图分类号:TG379文献标志码:A文章编号:1000-3738(2020)10-0006-06Research Progress on Liquid Die Forging Technique of Aluminum AlloyComponents for Lightweight EquipmentZHANG Xin1,CHEN Gang2,LI Hongwei3,CHEN Tong1,WANG Changshun3,XU Lanjun1,DU Zhiming4,QIN Xukun*(1.Technology Center/Central Research Institute,Xinxing Cathay International Group,Beijing100070,China;2. School of Materials Science and Engineering,Harbin University of Technology(Weihai)•W&hai264209,China;3.Technology Center of Special Vehicle Manufacture and Evaluation Engineering of Beijing,Beijing North Vehicle Group Co.,Ltd.,Beijing100072,China;4. School of Materials Science and Engineering・Harbin University of Technology,Harbin150001,China)Abstract:Under the background of increasing demand for lightweight,liquid die forging technique with excellent formability has been widely concerned.The lightweight design criteria and key points of lightweight design of equipments are summarized,and the application of liquid die forging aluminum alloy in equipments is introduced.The research progress on liquid die forging technique of aluminum alloy from the aspects of process principle and characteristics,forming materials,forming die and forming equipment is reviewed.Finally,the research and development direction of this technique in the future is put forward.Key words:equipment lightweight;aluminum alloy component;liquid die forging techniqueo引言轻量化是机械、武器、航空、应急救援等装备的发展方向Cb2]…装备轻量化技术是一个系统工程,与收稿日期:2019-10-21;修订日期:2020-08-17基金项目:北京市科技计划项目(Z1911000014I9014,Zlini005530000)i 新兴际华集团公司重点研发计划项目([2018J700D作者简介:张新(1980-).男.江苏丰县人.研究员.博士装备整体性能密切相关,追求装备质量、性能和成本等因素的综合优化效果。
液态模锻压铸工艺在铝合金汽车结构件生产上的应用韩桥;兰冬云【摘要】阐述了液态模锻压铸工艺的特点和产品优势,以及液态模锻压铸工艺在铝合金汽车结构件生产上的应用.同时简单介绍了液态模锻压铸工艺的生产流程和设备选取.指出了在铝合金汽车结构件生产上采用液态模锻压铸工艺是一种行之有效的先进技术.【期刊名称】《中国铸造装备与技术》【年(卷),期】2016(000)003【总页数】4页(P80-83)【关键词】液态模锻压铸;铝合金汽车结构件;产品优势【作者】韩桥;兰冬云【作者单位】中国汽车工业工程有限公司,天津 300113;中国汽车工业工程有限公司,天津 300113【正文语种】中文【中图分类】TG249.2+5稿件编号:1512-1168液态模锻压铸技术作为先进的压铸成型技术,在国外已经得到20多年的成熟应用。
其原理是对进入液态模锻铸型型腔内的液态或半固态的金属或合金施加较高的机械压力,使其成形和凝固,从而获得铸件的一种工艺方法。
由于高压凝固和塑性变形同时存在,金属在压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,因此可以获得组织致密、无气孔缩松等造缺陷的液态模锻铸件[1]。
充型和凝固是液态模锻工艺中两个重要的环节,低压充型和快速高压补缩凝固是液态模锻铸件组织致密的保证。
充型:全自动液态模锻机充型采用液压驱动,低压充型,下端进料,上端排气,充型速度无级可调,排气通畅,充型过程无卷气,铸件内部几乎无气孔缺陷。
凝固:液态模锻需要借助较大的机械压力(100 MPa左右)完成铸件凝固过程中的补缩,液态金属在此高压下凝固时,组织细小、致密,同时无气孔,缩松等缺陷,所得铸件的综合性能较高,可接近锻件。
液态模锻是铸锻相结合的一种新兴工艺,它既具有铸造工艺简单、生产成本低、可制件形状复杂的优点,又具有模锻产品晶粒细密、组织均匀、力学性能好、成型精度高的特点。
①在成形过程中,尚未凝固的金属液自始至终在等静压的作用下结晶凝固、流动成形;已凝固的金属层在压力下发生塑性变形,具有热变形组织,晶粒细小,组织均匀,同时压力使制件外侧紧贴模具内壁,使工件形状尺寸准确。
毕业论文文献综述
机械设计制造及其自动化
铝合金液态模锻成型过程的可视化
1 铝合金液态模锻成型过程的可视化的意义
当今世界能源短缺,汽车、战车等正朝着轻量化、高速、安全、节能、低成本及长寿命方向发展,采用轻合金是汽车和兵器轻量化的主要手段之一。
铝合金具有高比强度、耐锈蚀、热稳定性好、易成型、再生性好和简化结构等一系列优点,能满足汽车工业的特殊要求。
目前汽车上铝合金零件主要有活塞、汽缸体、汽缸盖、连杆、连杆盖、离合器壳、车轮、油泵阀体等。
这些铝合金零件的生产方法多采用压力铸造、低压铸造及普通模锻等常规工艺,它具有材料及燃料消耗较高、设备投资大、劳动强度大、制作成本高等缺点。
零件成型的常规方法有两种:(l)液态成型即各种铸造工艺,如金属铸造、压力铸造、低压铸造等;(2)固态成型即用固体坯料通过诸如模锻、压力加工、切削加工等工艺加工成所需形状的零件。
液态模锻则是介于这两种工艺之间的一种崭新的工艺,集中了它们的优点[2]。
铝合金液态模锻成型过程的可视化可以帮助我们更好的了解不同参数对模锻成型过程的影响,熟悉液态模锻的工作原理以及掌握一些基本的可视化软件的操作,并且为计算机模拟液态模锻实验提供依据。
2 铝合金液态模锻成型过程及可视化的研究现状
2.1 铝合金液态模锻的基本原理
液态模锻工艺其实质是把液态金属直接浇入模具型腔内,然后在一定时间内以一定的压力作用于半熔融或半凝固的金属上,使之成形,并在此压力下结晶私塑性流动,从而获得毛坯或零件的一种金属加工方法[13]。
铝合金液态模锻工艺的应用范围,从国内外实际应用情况以及它的结晶特点来看,主要有如下特点:
(1)液态模锻工艺对材料选择范围较宽。
它既适用于铸造合金,也适用于变形合金。
(2)纤维强化金属具有质量轻、强度高、耐磨、耐高温等特点。
现在已经进行了包含碳、碳化硅、氧化铝等高强度长短纤维铝合金的汽车零件研究开发工作。
作为铝合金强化材料很有发展前途。
(3)液态模锻技术不仅适用于轴对称的实心零件、杯形件、通孔件以及长轴类等厚
壁零件,也适用于非轴对称、壁厚不均匀、形状复杂的零件[2-3]。
4.2 铝合金液态模锻成型的研究情况
(1)工艺简介
液态模锻是介于液态成型和固态成型之间的一种新工艺,集中了这两种工艺的优点。
之前,铝合金管的通常是运用落后的热铸造技术成型的[12]。
自1960年代至今,液态模锻工艺在我国取得了较大发展,尤其是钢质液态模锻工艺已较为成熟。
但由于设备及冶炼条件的限制,有色金属尤其是铝合金的液态模锻在最近一年才得到较快发展[4]。
液态模锻工艺是对浇入模具内的液态金属施以较高的机械压力,使其凝固时消除铸造缺陷并产生一定塑性变形,从而获得高质量制件的一种方法。
液态模锻是一种省力、节能、材料利用率高的先进工艺。
制件的力学性能较高,可以接近或达到同种合金的锻件水平[5-8]。
(2)半固态金属成形技术
半固态金属成形技术作为一种新兴复合材料加工技术引起了广泛的关注[9,10],它的研究起源于1970年代。
一般而言,金属在静止状态下结晶时,最先凝固的部分是树枝状长大,形成网状结构,残余液态金属分布于树枝结晶体之间,这种半固态金属的流动性差,对成形不利。
1970年代初,麻省理工学院的研究人员发现,在金属凝固时加以搅拌,可以将产生的树枝状初晶破碎并分散到未凝固的残余液体金属中去,凝固组织山通常的树枝状晶体变成球状的等轴晶体,成为变形抗力较低、具有良好流动性的金属糊状物,并可以很方便地施以各种后续成形加工。
半固态成形技术有如下特点:显微组织细化,大大减轻了内部缺陷和偏析等;半固态金属变形抗力大大降低,并可以制造出近净成形制品;利用半固态糊状金属的高粘性,可以容易并且均匀地混入异种材料和比重差大的金属,从而制造新型复合材料和新成分合金。
(3)液态挤压工艺
液态挤压是在液态模锻研究的基础上,结合热挤压变形的特点而发展起来的一种液态金属成形工艺。
其成形过程为:将液态金属直接浇入挤压桶内,借助挤压冲头对未凝固的或准凝固金属施以高压,使其在压力下发生流动、结晶、凝固过程,随后,挤压成形模口处的准凝固金属经受断面缩减的大塑性变形,一次成形出管、棒、型材类制品。
利用液态挤压工艺也可以直接制备金属基复合材料管、棒、型材类制件,由此突破了现有复合材料成形方法均需二次变形,即先成形出复合材料坯体,再经挤、轧等工艺制成管、棒型材的限制,可以减少成形工序,降低成本,有望成为成形高性能复合材料管、棒、
型材的一条新途径[11]。
3.可视化的研究介绍
数据可视化(Data Visualization)的概念首先来自科学计算可视化,科学家们不仅需要通过图形图像分析计算机算出的数据,而且需要了解计算过程中数据的变化。
随着计算机技术的发展,数据可视化的概念已大大扩展,不仅包括科学计算数据的可视化,而且包括工程数据和测量数据的可视化。
现代的数据可视化技术指的是运用计算机图形学和图像处理技术,将数据转换为图形或图像在屏幕上显示出来,并进行交互处理的理论、方法和技术。
它涉及到计算机图形学、图像处理、计算机辅助设计、计算机视觉及人机交互技术等多个领域[1]。
3 铝合金液态模锻成型的发展趋势
目前,汽车、摩托车等的零件向轻量化方向发展,世界各国逐渐用铝合金代替钢质材料的系统工程研究是今后长时间需要解决的问题。
铸造技术和模锻技术有机结合成先进的液态模锻成形工艺.简化了生产工序、提高了产品质量和合格率、减少了设备投资,降低了产品成本,特别适合于形状复杂、带有多孔或台阶形状制件的成形,是一种具有较广的适用性、较大推广价值的很有发展前途的新工艺。
参考文献
[1] 赵国庆, 黄荣怀, 陆志坚. 知识可视化的理论与方法[J]. 开放教育研究, 2005, 11
(1): 23-27 .
[2]洪慎章, 曾振鹏. 国内外铝合金液态模锻的发展与展望[J]. 机械制造, 1999 (3): 12-13.
[3] 韦丽君, 马风雷,李任江. 液态模锻在铸铝合金中的应用研究[J].材料工程,2003(7).
[4]徐慧, 李天生. 铝合金的液态模锻成形[J]. 机械工程师, 2006, (17).
[5] 洪慎章,曾振鹏.国内外铝合金液态模锻的发展与展望「J].机械制造,1999 (3) :12- 13.
[6]罗守靖,何绍元,王尔德,等.钢质液态模锻[M].哈尔滨:哈尔滨工业大学出版社.
1990:4-25.
[7]上海交通大学锻压教研组.液态模锻[M].北京:国防工业出版社,1981.
[8]齐丕襄.挤压铸造[M].北京:国防工业出版社,1984.
[9]蒋鹏,贺小毛,张秀峰.半固态金属成形技术的研究概况[J].塑性工程学报,1998. 5
(3) :1-7.
[10]蒋鹏,贺小毛,张秀峰.半固态成形在工业生产中的应用现状与前景[J].模具技术,
1998 (5) : I S- 23.
[11]Qi Le- Hua, Hou Jun- Jie, Cui Pei- Ling, He- Jun Li. Research on Prediction of the
Processing Parameters of Liquid Extrusion by BP Network [J]. Journal of Material Processing Technology, 1999 (95) :232- 237.
[12]Yin F, Wang G.X, Hong S Z et al. Technological study of liquid die forging for the
aluminum alloy connecting rod of an air compressor. [J]. Journal of Material Processing Technology, 2003, 139(1-3) :462-464.
[13]Murali S, Yong M S. Liquid forging of thin Al-Si structures [J]. Journal of Materials
Processing Technology, 2010, 210(10): 1276~1281.。