常见焊条焊丝型号牌号对照一览表
- 格式:docx
- 大小:38.33 KB
- 文档页数:28

焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
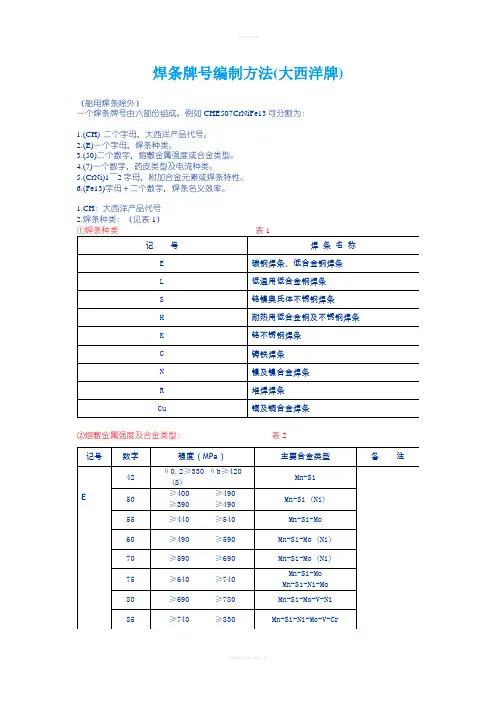
焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)②熔敷金属强度及合金类型:表2④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂. . .。
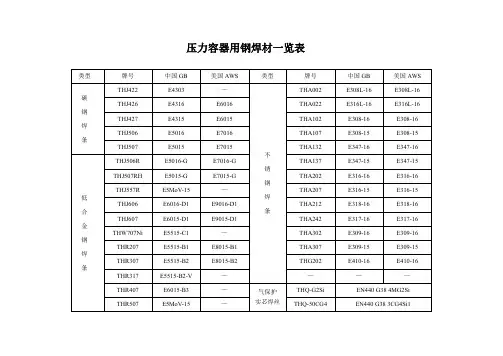
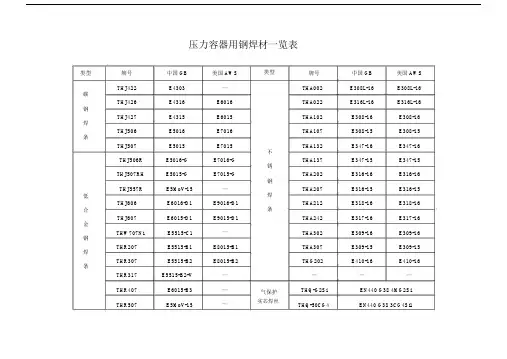
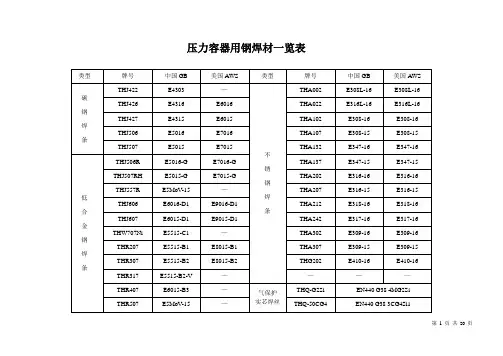
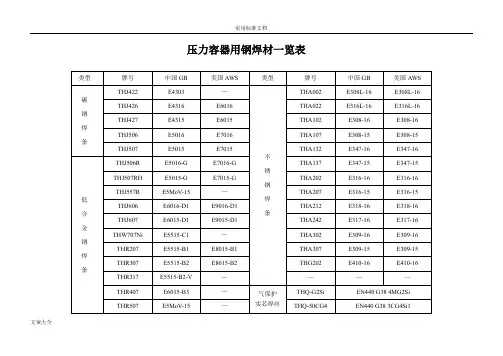
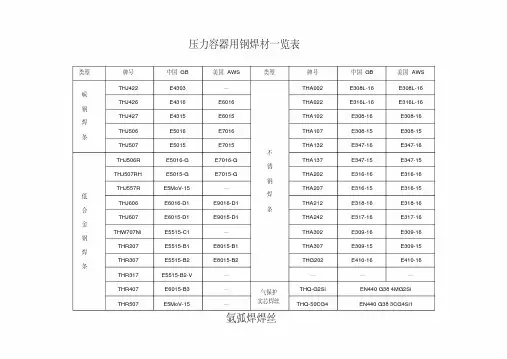
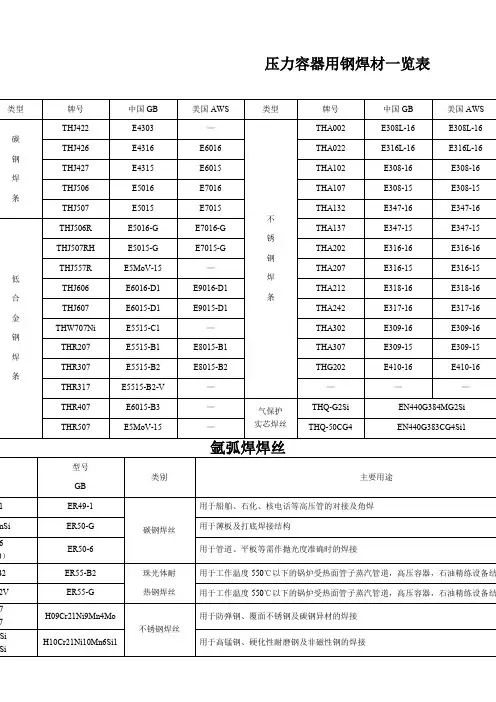
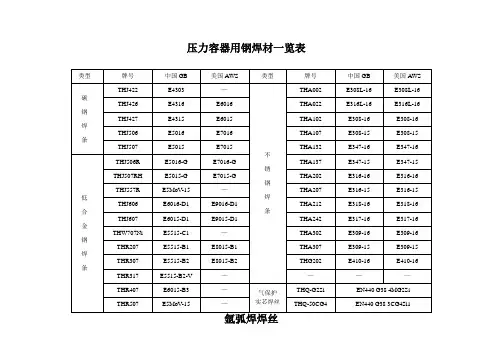
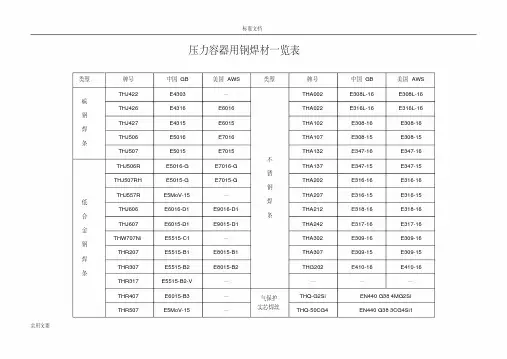
压力容器用钢焊材一览表类型牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—类型不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6( TIG-J50 )THT55-B2ER55-B2 THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类别碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝氩弧焊焊丝主要用途用于船舶、石化、核电话等高压管的对接及角焊用于薄板及打底焊接结构用于管道、平板等需作抛光度准确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢结构的焊接用于 304L 、 308L 等不锈钢结构的焊接用于改善填充金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不能进行预热及后热处理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于相同类型不锈钢以及复合钢结构的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐蚀化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐蚀化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐蚀性材料的堆焊H31Cr13THS-420THT-430用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209碳钢焊条熔敷金属化学成分(%)(≤)熔敷金属力学性能(≥)型号牌号GB C Mn Si S P其余Rel/RP0.2Rm A AKVMPa MPa%JJ421E43130.100.32/0.300.0300.035—355440/220℃0.5557047THJ421X E43130.100.32/0.300.0350.040—330420170℃0.5527THJ421Fe18E43240.120.30/0.350.0350.040—330420170℃0.6047THJ422E43030.100.32/0.250.0350.040330420220℃—0.5527THJ422GM E43030.100.32/0.250.0350.040330420220℃—0.5527THJ423E43010.100.32/0.300.0350.040—33042022-20℃0.5527THJ425X E43100.200.32/0.300.0350.040—33042022-30℃E43110.6027THJ426E43160.10 1.250.900.0350.040—33042022-30℃特点与用途焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。