【精品】公差配合PPT课件(完整版)
- 格式:pptx
- 大小:5.74 MB
- 文档页数:866

1
基孔制 基轴制 特性及说明
H11/a11 A11/h11 间隙非常大,液体摩擦情况差,产生紊流现象。用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用
H11/b11 B11/h11 间隙非常大,液体摩擦情况较差,且有紊流。用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围
H12/b12 B12/h12 间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。如扳手孔与座等的配合
H9/c9 间隙很大,液体摩擦尚好。有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用
H10/c10 间隙很大,液体摩擦尚好。用于结合件材料线膨胀系数显著不同处。如光学测长仪与光学零件的配合
H11/c11 C11/h11 配合间隙非常大,液体摩擦较差,易产生紊流的配合。用于转速很低,配合很松的配合。常用于大间隙、大公差的外露组件及装配很松之处
H8/d8 D8/h8 间隙比较大,液体摩擦良好,带层流。用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接
H9/d9 D9/h9 间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合
H10/d10 D10/h10 间隙很大的松动配合,液体摩擦情况尚好。如一般比较松的皮带轮及滑动轴承等的配合
H11/d11 D11/h11 液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合
H8/e7 E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合

《公差配合与测量技术》知识点
绪言
互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零、部件。
通常包括几何参数和机械性能的互换。
允许零件尺寸和几何参数的变动量就称为公差。
互换性课按其互换程度,分为完全互换和不完全互换。
公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。
第一章 圆柱公差与配合
基本尺寸是设计给定的尺寸。实际尺寸是通过测量获得的尺寸。
极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值
配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。 间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合
T=ai,
当尺寸小于或等于500mm时,i=0.45+0.001D(um),
当尺寸大于500到3150mm时,I=0.004D+2.1(um).
孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3.保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则
例题
基准制的选用:1.一般情况下,优先选用基孔制。2.与标准件配合时,基准制的选择通常依标准件而定。3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
- 1 -
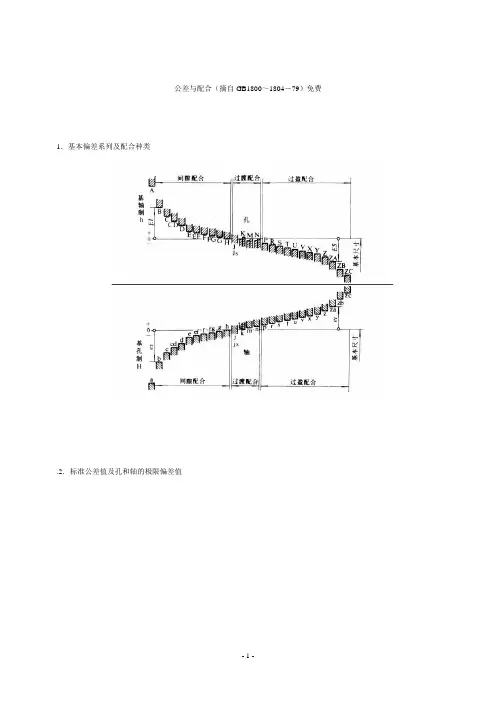
公差与配合(摘自GB1800~1804-79)免费
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
- 2 -
标准公差值(基本尺寸大于6至500mm)
基本尺寸mm 公 差 等 级
IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
>6~10
>10~18
>18~30
>30~50
>50~80
>80~120
>120~180
>180~250
>250~315
>315~400
>400~500 6
8
9
11
13
15
18
20
23
25
27 9
11
13
16
19
22
25
29
32
36
40 15
18
21
25
30
35
40
46
52
57
63 22
27
33
39
46
54
63
72
81
89
97 36
43
52
62
74
87
100
115
130
140
155 58
70
84
100
120
140
160
185
210
230
250 90
110
130
160
190
220
250
290
320
360
400 150
180
210
250
300
350
400
460
520
570
630
孔的极限差值(基本尺寸由大于10至315mm) μm
公差带 等
级
基本尺寸mm
>0~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315
D 8 +77
+50 +98
+65 +119
+80 +146
+100 +174
+120 +208
+145 +242
+170 +271
+190
▼9 +93
+50 +117
+65 +142
+80 +174
+100 +207
+120 +245
+145 +285
教 案 1
课题
第一章 概述 科 目 极限配合与技术测量
授课时间
教学
目标
知识目标
1、了解互换性原理。
2、了解误差和公差的基本概念。
3、简单了解极限和配合标准。
4、理解技术测量的含义。
能力目标 1、掌握互换性的原理。
2、区分加工误差和公差的种类。
教材
分析 重 点 互换性和加工误差种类
难 点 极限配合与标准
教学
方法
教 法
1、讲解 2、启发 4、提问
5、总结 6、布置作业
学 法
1、互动配合 2、认真听课
3、笔记完整4、 认真完成作业
教学
设备 黑板
教学资料 教材
师生互动设计
1、教师讲解内容并用实例加以引导;
2、学生注意听讲;
3、教师提问启发;
4、学生回答;
课时
安排 2学时
一、 新课导入:
极限配合与技术测量主要内容包括极限与配合、形位公差、表面粗糙度和技术测量,主要学习和研究互换性,围绕零件的制造误差和公差概念及其使用要求之间的关系,合理的解决生产成本、产品质量与效益之间的矛盾。
二 、新授内容:
第一章 概述
第一节 互换性
(一)互换性基本概念:
所谓互换性是指在制成同一规格的零件中,不需要作任何挑选或附加加工(如选配或钳工加工)就可以组装成部件或整机,并能达到设计要求。
举例说明:自行车 手机 电脑 零部件的互换性。
(二)互换性的种类:
根据零件的互换范围不同:
a) 完全互换性:零、部件在装配时,不需要作任何选择或附加加工。
b) 不完全互换性:零、部件在装配时,允许进行附加加工、选择与调整。
完全互换性在机器制造中被广泛采用。
(三)分组装配法:为了解决加工困难和装配精度要求之间的矛盾。
把零件的互换性范围限制在同一组内的方法,称为分组装配法。属于不完全互换性。