电子流水线工位作业指导书
- 格式:xls
- 大小:21.50 KB
- 文档页数:1



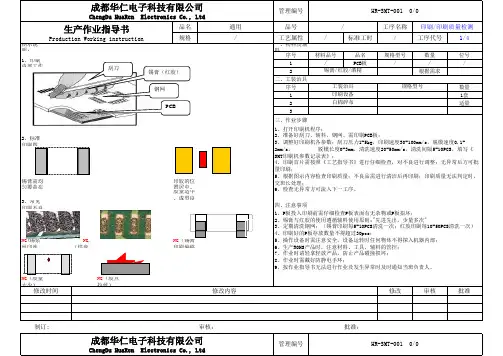
品名品号工序名称规格工艺属性/标准工时/工序代号1/4图示说明:一、物料及辅料序号材料品号品名规格型号数量位号1、印刷内部工作1/PCB板///2根据需求二、工装治具序号数量11套2适量3三、作业步骤2、标准印刷图锡膏需均匀覆盖在印胶的位置居中、胶量适中、成型良3、常见印刷不良四、注意事项NG (锡浆丝印连 NG (焊盘NG (锡膏印刷偏移NG (胶量太少)NG (胶点拉丝)修改审核批准审核:批准:HR-SMT-001 0/0生产作业指导书Production Working instruction1、打开印刷机程序;2、准备好刮刀、辅料、钢网、需印刷PCB板;3、调整好印刷机各参数:刮刀压力1-5kg,印刷速度30-100mm/s,脱模速度0.1-2mm/s, 脱模长度0-3mm,清洗速度20-50mm/s,清洗间隔5-10PCS,填写《SMT印刷机参数记录表》;4、印刷首片需按照《工艺指导书》进行仔细检查,对不良进行调整;无异常后方可批量印刷;5、根据图示内容检查印刷质量;不良品需进行清洁后再印刷;印刷质量无法判定时,交班长处理;6、检查无异常方可流入下一工序。
1、P板投入印刷前需仔细检查P板表面有无杂物或P板损坏;2、锡膏与红胶的使用遵循辅料使用原则:"先进先出,少量多次"3、定期清洗钢网;(锡膏印刷每5-10PCS清洗一次;红胶印刷每10-50PCS清洗一次)4、印刷好的P板存放数量不得超过30pcs;5、操作设备时需注意安全,设备运转时任何物体不得探入机器内部;6、生产ROHS产品时,注意材料、工具、辅料的管控;7、作业时请轻拿轻放产品,防止产品碰撞损坏;8、作业时需戴好防静电手环;9、按作业指导书无法进行作业及发生异常时及时通知当班负责人。
成都华仁电子科技有限公司ChengDu HuaRen Electronics Co., Ltd成都华仁电子科技有限公司ChengDu HuaRen Electronics Co., Ltd管理编号管理编号制订:HR-SMT-001 0/0修改时间修改内容印刷设备白棉碎布通用/印刷/印刷质量检测/锡膏/红胶/酒精工装治具规格型号刮刀锡膏(红胶)钢网PCB品名品号工序名称规格工艺属性/标准工时/工序代号2/4图示说明:一、物料及辅料序号材料品号品名规格型号数量位号1、贴片机贴装工1/印刷完成PCB板///双面胶10MM1卷二、工装治具序号数量11台21把三、作业步骤2、物料更换:2.1、材料盘认规格误差 阻值规格 容值 误差2.2、材料的极性四、注意事项正极-贴片IC极性图示贴片钽电容极负极1脚7脚贴片二极管极修改审核批准审核:批准:品名品号工序名称规格工艺属性XX/重点工序标准工时/工序代号3/41、打开贴片机程序;调整好设备导轨,装载贴片机程序,设备开始自动贴片;2、当物料使用完后机器会报警料尽,对物料进行更换后继续生产;◆备料:每15分钟查看生产中物料的余数,当物料余数小于500左右,根据程序站别显示的元件名称从指定的料车上取出相应的物料安装在供料器上,放置于备料车上。
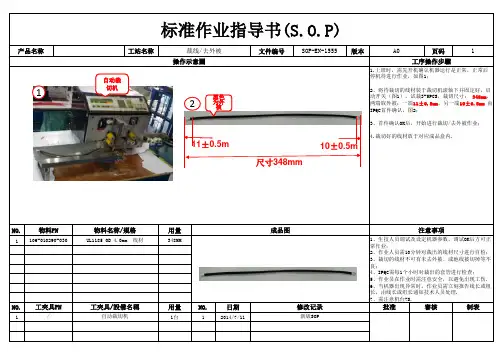
文件编号版本页码NO.用量1348MMNO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1.上班时,需先开机确认机器运行是正常,正常后停机待进行作业,如图1;2、将待裁切的线材装于裁切机滚轴下并固定好,启动开关(图1),试裁3-5PCS,裁切尺寸: 348mm ,两端取外被:一端11±0.5mm ,另一端10±0.5mm 由IPQC首件确认,图2;3、首件确认OK后,开始进行裁切/去外被作业;4.裁切好的线材放于对应成品盒内.物料PN物料名称/規格成品图注意事项产品名称工站名称裁线/去外被SOP-EN-1555A01106-010290-030UL1185 OD 4.0mm 线材1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需10分钟对裁出的线材尺寸进行自检;3、裁切的线材不可有未去外被、或地线被切掉等不良;4、IPQC需每1个小时对裁出的套管进行检查;5、作业员在作业时需注意安全,以避免出现工伤.6、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.7、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/自动裁切机新版SOP尺寸348mm1211±0.5m10±0.5m自动裁切机黑色为外被文件编号版本页码NO.用量14PCS/1模NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时,需先开机进行确认机器是否正常,并进行预热5分钟;2、作业员需双手启动双联开关试成型1~2模产品(图1),由IPQC做首件确认,;3、收件确认OK后,正常成型作业;4、成型好的热收缩套管待流至下工位,如图2.物料PN物料名称/規格成品图注意事项产品名称工站名称成型热收缩套管SOP-EN-1555A02501-0010-010螺丝帽1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需自检是否有压痕、缺胶、变形等不良;3、IPQC需每1个小时对成型好的热收缩套管进行检查;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机/成型模具新版SOP12双联启动开关文件编号版本页码NO.用量11NO.用量NO.日期12套12014/7/11操作示意圖工序操作步驟1、取未扭的线材将地线与芯线分开,打开扭线治具电源开关,如图1、图2;2、将地线放治具夹头位置(图2),右脚踩脚踏开关进行扭线,重复扭2~3次;3、当一端扭线完成后,换另一端进行扭线,重复步骤2操作;4、扭好的线材流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称扭地线SOP-EN-1555A03/裁切/去外被后的线材1.扭线时注意将芯线与地线分开,避免将地线与芯线同时放治具夹头内;2、扭地线的次数不能过多,避免扭坏地线;3、作业完成,作业员需自检地线是否扭到位;4、扭线治具有异常,及时报告线长或组长通知生技人员进行处理;5、扭地线时应注意安全,避免手指伸进治具夹头造成工伤.工夾具PN工夾具/設備名稱修改记录批准審核制表/扭地线治具新版SOP12白色线为芯线,包住白色线的为地线扭地线治具夹头文件编号版本页码NO.用量1/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、取上工序扭好地线的线材,进行比量一下,芯线长的一端(去外被11mm端,如图1)需先放比剪刀口比剪7mm ,再放去皮刀口内进行去芯线皮,且地线与芯线的角度为90°时方可作业,图2、图3;2、取线材另一端芯线直接放机器去皮刀口内去皮,注意芯线与地线的角度,如图3;3、完成的产品流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称比剪/去芯线皮SOP-EN-1555A04/上工序制品1.比剪时,长的芯线端需比剪7mm,芯线放刀口内需放到位;2、作业操作时注意安全,避免工伤;3、治具出现异常时,需立刻报告线/组长,通知生技人员调试处理;4、上线前,生技人员需保证机台/治具上线前正常使用;5、作业员在拿到上工位物品及完成本工位操作后,均需进行自检产品.6、需注意工作台面7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/半自动剥皮机新版SOP芯线与地线的角度为90°比剪刀口去芯线皮刀口比剪/去芯线皮完成的产品芯线地线23410±0.5m m 11±0.5m m1文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取上工位的比剪/去芯线皮完成的产品沾助焊剂,如图1;2、将沾完锡线材芯线及地线进行镀锡,两端均需镀锡,如图2;3、镀锡完成后,自检芯线与地线是否都已经镀锡,如图3.物料PN物料名称/規格成品图注意事项产品名称工站名称镀锡SOP-EN-1555A05/上工序制品1、作业时注意安全,避免锡液飞溅造成对人烫伤;2、镀锡时不得出现:漏镀锡、却锡、大锡头等.3、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/锡炉新版SOP加助焊剂镀锡自检镀锡123文件编号版本页码NO.用量1/21PCS 30.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取母头,目视确认,对母头无字母焊接柱加锡,如图1;2、取线材将白色芯线焊接到带“G”字母的焊接柱上,将地线焊接到带“X”字母的焊接柱上;3、自检焊接焊接是OK,OK的流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接母头SOP-EN-1555A06/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、母头加锡时,不得加错焊接柱;3、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.ST3-02C01-430母头714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOP母头注意:母头上无字母的焊接柱需加锡加锡OKG X注意:白色芯线焊到带“G ”字母焊接柱,地线焊到带“X ”字母焊接柱12文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取线材及DC头进行焊接,芯线焊DC头焊接柱上,地线焊金属外壳上.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接DC头SOP-EN-1555A07/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOPDC 头焊接OK注意:芯线焊焊接柱上,地线焊外壳上文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(DC头)SOP-EN-1555A08/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(DC头)SOP-EN-1555A09/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(母头)SOP-EN-1555A010/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP45母头装载具上开关控制面板载具与线材需装到位水口料123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/1121套32套操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(母头)SOP-EN-1555A011/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP李鹏2014/7/11/成型模具/载具13245母头装载具上开关控制面板载具与线材需装到位启动双联开关水口料文件编号版本页码NO.用量1/NO.用量NO.日期1112014/7/1121操作示意圖工序操作步驟1、打开电测机电源开关,测试头未插线材时,绿灯亮,如图1;2、将线材DC插头、母头分别插入测试头内,约1秒电测机黄灯,测试自动测试,如图2;3、自动测试OK后,黄灯熄灭,电测显示屏 显示“请摇摆线材”时(图3),双手分别握住“DC插头”及“母头”根部线材上下60°角度摇摆 2~3回合,红灯不亮且不报警,则为合格品;4、当电测为不良品时,红色灯亮,且发出略刺耳的报警声.物料PN物料名称/規格成品图注意事项产品名称工站名称电测SOP-EN-1555A012/上工序制品1、测试条件存档后测试机不可随意调试,且测试过程中每隔2小时要用标准测试样品对测试机进行确认一次。