常用量具的使用方法培训
- 格式:docx
- 大小:37.44 KB
- 文档页数:2


双三检制和常用量具的使用方法培训资料1.三检制1.1三检制定义自检就是生产者对自己所生产的产品,按照作业指导书规定的技术标准自行进行检验,并作出是否合格的判断。
这种检验充分体现了生产工人必须对自己生产产品的质量负责。
通过自我检验,使生产者了解自己生产的产品在质量上存在的问题,并开动脑筋,寻找出现问题的原因,进而采取改进的措施,这也是工人参与质量管理的重要形式。
我公司规定:自检的频次是每30件检查1次。
1.1.2互检互检就是生产工人相互之间进行检验。
互检主要有:下道工序对上道工序流转过来的产品进行检验;小组质量员或班组长对本小组工人加工出来的产品进行抽检等。
这种检验不仅有利于保证加工质量,防止疏忽大意而造成批量地出现废品,而且有利于搞好班组团结,加强工人之间良好的群体关系。
1.1.3专检专检就是由专业检验人员进行的检验。
专业检验是互检和自检不能取代的。
三检制必须以专业检验为主导。
专职检验要求:专职检验人员对产品的技术要求,工艺知识和检验技能,都要比生产工人熟练,所用检测量具也要求比较精密,检验结果要更可靠,检验效率也要求更高。
1.2双三检定义1.2.1按执行检验的人来分三检包括:自检、互检、专检,按检验的时机来分三检包括:首检、巡检和完工检验1.2.1.1在“人、机、料、法、环”发生变化时的初次检验——首检1.2.1.2班组长或检验员在生产过程中监督检查——巡检1.2.1.3完工检验又称最后检验,是指在某一加工或装配车间全部工序结束后的半成品或成品的检验。
通过完工检验判定整批需要转序的产品是否合格。
1.2.2首检1.2.2.1首件及首件检验的定义◆首件:每个班次刚开始时或过程(人、机、料、法、环)发生改变后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
◆首件检验:对每个班次刚开始时或过程(人、机、料、法、环)发生改变后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
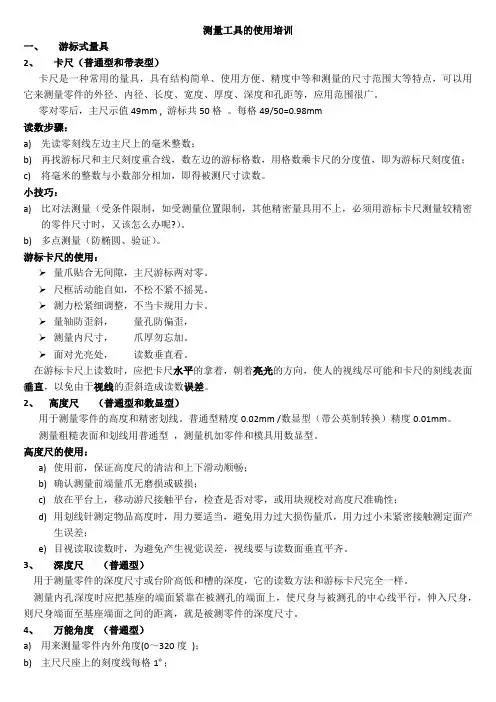
测量工具的使用培训一、游标式量具2、卡尺(普通型和带表型)卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
零对零后,主尺示值49mm , 游标共50格。
每格49/50=0.98mm读数步骤:a)先读零刻线左边主尺上的毫米整数;b)再找游标尺和主尺刻度重合线,数左边的游标格数,用格数乘卡尺的分度值,即为游标尺刻度值;c)将毫米的整数与小数部分相加,即得被测尺寸读数。
小技巧:a)比对法测量(受条件限制,如受测量位置限制,其他精密量具用不上,必须用游标卡尺测量较精密的零件尺寸时,又该怎么办呢?)。
b)多点测量(防椭圆、验证)。
游标卡尺的使用:量爪贴合无间隙,主尺游标两对零。
尺框活动能自如,不松不紧不摇晃。
测力松紧细调整,不当卡规用力卡。
量轴防歪斜,量孔防偏歪,测量内尺寸,爪厚勿忘加。
面对光亮处,读数垂直看。
在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。
2、高度尺(普通型和数显型)用于测量零件的高度和精密划线。
普通型精度0.02mm /数显型(带公英制转换)精度0.01mm。
测量粗糙表面和划线用普通型,测量机加零件和模具用数显型。
高度尺的使用:a)使用前,保证高度尺的清洁和上下滑动顺畅;b)确认测量前端量爪无磨损或破损;c)放在平台上,移动游尺接触平台,检查是否对零,或用块规校对高度尺准确性;d)用划线针测定物品高度时,用力要适当,避免用力过大损伤量爪,用力过小未紧密接触测定面产生误差;e)目视读取读数时,为避免产生视觉误差,视线要与读数面垂直平齐。
3、深度尺(普通型)用于测量零件的深度尺寸或台阶高低和槽的深度,它的读数方法和游标卡尺完全一样。
测量内孔深度时应把基座的端面紧靠在被测孔的端面上,使尺身与被测孔的中心线平行,伸入尺身,则尺身端面至基座端面之间的距离,就是被测零件的深度尺寸。
常用量具的使用方法培训常用量具是工业生产和日常生活中常见的准确测量工具,如卷尺、游标卡尺、千分尺、螺旋测微器等。
本文将介绍常用量具的使用方法,帮助大家正确使用这些工具。
一、卷尺的使用方法卷尺是一种用于测量长度的量具。
在使用卷尺之前,首先要保证卷尺是完好无损的。
然后,我们按照以下步骤来使用卷尺:1.将卷尺平放在被测量的物体上,并让卷尺自然展开。
2.用左手握住卷尺的壳体,右手拇指和食指轻轻固定卷尺的钩子。
3.将卷尺的起点与被测量物体的起点对齐。
4.用右手按压卷尺的钩子,将钩子固定在被测点上。
5.读取卷尺上的数字或刻度,得到测量结果。
6.注意,卷尺的读数通常分为厘米和毫米两部分,需要根据实际需要选择合适的读数单位。
二、游标卡尺的使用方法游标卡尺是一种用于测量长度、内径、外径等尺寸的量具。
下面是使用游标卡尺的步骤:1.检查游标卡尺是否完好无损,特别是测量头部分是否干净、无划痕。
2.将被测物体放入游标卡尺的测量槽中,确保被测物体与测量槽平行。
3.轻轻转动滑动尺,使测量头与被测物体紧密接触。
4.定住滑动尺不动,观察标尺上所示刻度,可得到测量结果。
5.对于内径测量,将测量槽放入被测孔内,按照上述步骤进行测量。
三、千分尺的使用方法千分尺是一种用于高精度测量的量具。
具体的使用方法如下:1.拧动旋钮,使千分尺的定位杆完全缩回。
2.将被测物体夹紧在千分尺的测量臂中,并稍加调整,使测量臂与被测物体平行。
3.旋转定位杆,直到触点轻轻接触到被测物体。
4.读取游标上的刻度,得到测量结果。
5.注意,千分尺的读数通常由主刻度和游标刻度两部分组成,需要累加这两者的值才是最终的读数。
四、螺旋测微器的使用方法螺旋测微器是一种用于测量螺纹外径、螺纹深度等尺寸的量具。
具体的使用方法如下:1.检查螺旋测微器是否干净,并轻轻转动量程盘,使螺纹测量桩离开测量盘。
2.将被测物体放置在螺纹测量桩上,并稍微转动,使其与被测物体的螺纹紧密贴合。
3.轻轻转动量程盘,使螺纹测量桩与被测物体的螺纹相互脱离,直到你感觉到螺纹测量桩完全接触到被测物体。
质量检验常用量具培训计划一、培训目的本培训计划旨在帮助质量检验员了解和掌握常用量具的规范使用方法,提高质量检验工作的准确性和效率,从而提升产品质量,确保生产过程和出货产品的合格率。
二、培训对象所有质量检验岗位的员工,特别是质检员和新入职的员工。
三、培训时间本次培训将持续3天,每天8小时,共24小时。
四、培训内容1. 常用量具的种类和用途- 测量工具的种类和功能- 分类理解:传感器定标类型、测厚分类、温度传感器、湿度传感器、光学传感器等类型- 常规测量工具:卡尺、游标卡尺、外径千分尺、内径千分尺、深度千分尺、游标仪、高度尺、直尺等2. 常用量具的标准和规范- 量具的选择和正确使用- 量具的校准和维护- 量具的存储和保养3. 常见量具的使用技巧和注意事项- 测量技巧的培训- 对不同量具的正确使用方法和注意事项的培训4. 实际操作演练- 培训结束后进行实际操作演练,检验员们需要使用培训所学的知识和技巧对一些产品进行测量和检验,以检验其掌握程度和应用能力。
五、培训方法1. 理论培训- 通过专业讲师进行理论知识传授,让培训人员了解常用量具的种类、作用、标准和规范。
2. 实操培训- 在实验室设置测量台,让培训人员进行实际操作演练,掌握正确的测量方法和技巧。
3. 互动讨论- 在培训过程中进行互动讨论,让培训人员参与讨论,提问和解答,加深对知识的理解和掌握。
六、培训师资我们将邀请具有丰富实践经验的专业讲师来担任本次培训的授课老师,确保培训内容的专业性和实用性。
七、培训评估培训结束后,我们将通过笔试和实操考核的方式对培训人员进行评估,以评估其对常用量具的掌握程度和应用能力。
考核成绩将作为评价培训效果的重要依据。
八、培训总结培训结束后,我们将举行培训总结会,对本次培训进行总结和反馈,收集培训人员的意见和建议,不断改进和提升培训质量。
九、培训效果的跟踪我们将通过不定期的考核和实际工作表现来跟踪培训效果,确保培训内容的落实和应用,提高质检员的技能水平和工作绩效。
常用量具的使用方法培训
常用量具是指在各个领域广泛使用的测量工具,如卷尺、千分尺、游
标卡尺等。
它们在工业生产、建筑施工、科学研究等领域中都具有不可替
代的作用。
为了正确使用这些量具,提高测量的准确性,下面将对常用量
具的使用方法进行培训。
首先,我们先来了解一下卷尺的使用方法。
卷尺是一种用于测量长度
的工具,一般分为卷尺尺身和卷尺卷筒两部分。
当使用卷尺时,首先要将
卷尺的起点与被测物体的起点对齐,然后把尺身沿着被测物体的轮廓拉开,使尺身紧贴被测物体的表面。
在使用的过程中,要注意尺身要保持水平,
避免产生误差。
最后,读取尺身上与被测物体末端相对应的刻度,记录测
量结果。
同时,要注意尺身上的单位,根据需要选择合适的单位进行测量。
接下来介绍一下千分尺的使用方法。
千分尺是一种用于测量物体精细
长度的工具,它的测量范围一般在0-25mm之间。
首先要将千分尺的测量
面放在被测物体的表面上,然后用转动手轮的方式将千分尺尖端逐渐移近
被测物体,直到感觉到轻微的接触力。
在读数时,需要结合主尺和游标刻
度进行读数。
主尺的每个刻度代表0.5mm,而游标的刻度代表了主尺刻度
的10分之一,即0.05mm。
因此,在主尺上的刻度读数加上游标刻度的读数,就可以得到测量结果。
再来介绍游标卡尺的使用方法。
游标卡尺是一种常用的测量工具,它
有两个测量范围,一个是主尺,另一个是游标尺。
使用时,首先将游标卡
尺的一侧放在被测物体的一端,然后将另一侧移动到被测物体的另一端,
使其与被测物体的表面紧密接触。
最后,在主尺上读取与游标尺对齐的刻度,并将其与游标尺上对应的刻度相加,得到测量结果。
游标卡尺的读数
精度通常为0.02mm,因此需要注意保持卡尺平稳、准确,以提高测量的
准确性。
除了上述常用量具,还有其他一些常用的量具,如百分表、对表、旋
转式角度量具等。
这些量具在使用时也需要根据具体的测量要求进行操作。
在使用任何量具之前,要注意检查量具的状态,确保其没有损坏和变形。
另外,在进行测量前,还应该注意量具的校准问题,如果发现量具的精度
有问题,应及时进行校准或更换。
除了正确的使用方法,我们还需要在使用常用量具时注意一些细节。
首先,要保持量具的清洁和干燥,避免积尘或进水影响测量结果。
其次,
要避免过度使用力气,以免损坏量具。
第三,要正确保管量具,避免碰撞
或掉落造成质量损失。
最后,定期对量具进行检查和校准,确保其准确性。
通过以上培训,相信大家对常用量具的使用方法有了更加清晰的认识。
正确地使用这些量具,可以提高测量的准确性和工作效率,为各个领域的
测量工作提供有力的支持。
希望大家能够灵活运用这些技巧,有效地进行
测量工作。