焊缝标注介绍 图文并茂
- 格式:doc
- 大小:5.85 MB
- 文档页数:4
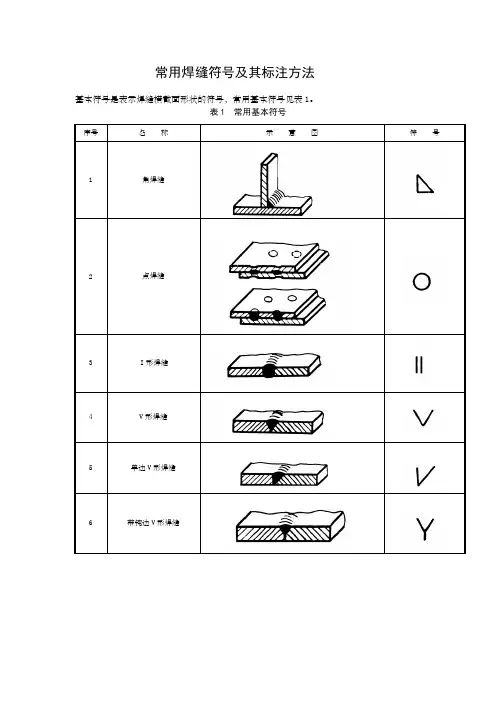
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
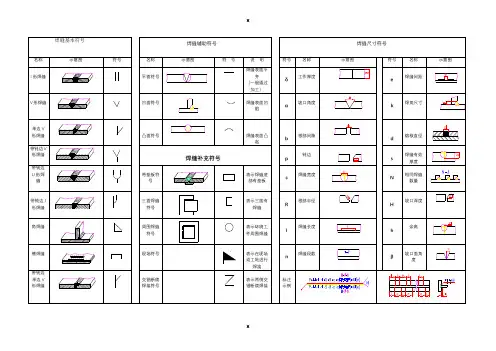
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。


类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。
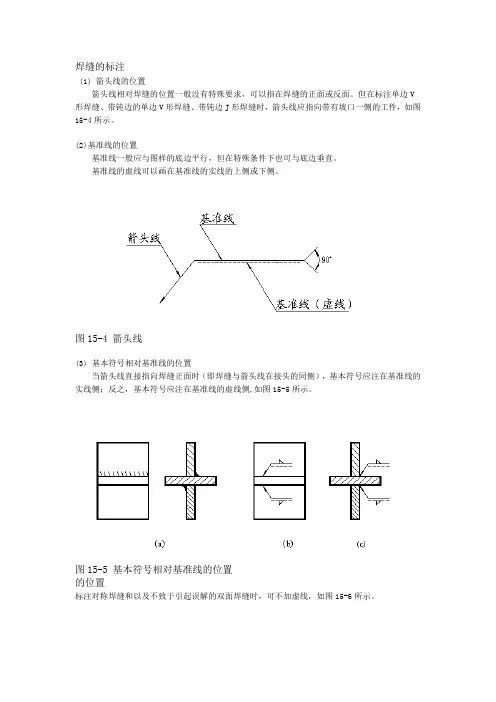
焊缝的标注(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线(3) 基本符号相对基准线的位置当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置的位置标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注(4) 焊缝尺寸符号及其标注位置焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置(1) 焊缝的标注示例焊缝的标注示例如表15-5所示。
焊缝符号表示法GB 324-88国家技术监督局1988-12-10批准1989-07-01实施1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5185 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。



类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。