Cr4W2MoV钢制冷镦凹模热处理工艺改进
- 格式:pdf
- 大小:212.92 KB
- 文档页数:2



Cr12MoV模具钢应用的主要问题与热处理研究进展1引言近20年来,我国模具工业发展非常迅速,尤其是近几年.模具需求一直以每年15%左右的速度快速增长,国民经济的高速发展对模具工业提出了越来越高的要求,也为其发展提供了强大的动力。
Cr12MoV钢属于高耐磨微变形冷作模具钢,其特点是具有高的耐磨性、淬透性、微变形、高热稳定性、高抗弯强度,仅次于高速钢,是冲模、冷镦模等的重要材料,其消耗量在冷作模具钢中居首位。
该钢虽然强度、硬度高,耐磨性好,但其韧度较差,对热加工工艺和热处理工艺要求较高,处理工艺不当,很容易造成模具的过早失效。
Cr12MoV钢常用的加工工艺是:下料一锻造一球化退火一机械加工一淬火+低温回火一平磨一线切割加工一组装。
Cr12MoV钢碳化物级别应不大于2级.其化学成分要求见表1。
Cr12MoV钢属于高碳高铬钢,含碳量和含铬量高,形成了大量的碳化物和高合金度的马氏体。
使钢具有高硬度、高耐磨性。
Cr12MoV钢中的钼增加钢的淬透性并且细化晶粒,钒能细化晶粒增加韧度。
又能形成高硬度的VC,以进一步增加钢的耐磨陛。
铬又使钢具有高的淬透性和回火稳定性。
由于Cr的大量存在,钢液结晶时析出的大量共晶碳化物(主要是硬度很高的铬铁复合碳化物(Fe,Cr)7C3,)极为稳定,常规热处理无法细化。
即使经压延后,在较大规格钢材中。
仍保留明显的带状或网状碳化物,碳化物分布不均匀,而带状或网状碳化物区是一个脆性区,其塑性、韧度差,不能承受大的冲击力,裂纹很容易在这里萌生与扩展,往往成为裂纹产生的主要原因。
较大的碳化物周围常常有空洞、位错等缺陷汇聚,在交变负荷的作用下,这些缺陷进一步聚集和扩展便可萌生疲劳裂纹。
碳化物偏析严重,在碳和合金元素富集的区域,钢的熔点降低,易导致模具热处理时过热,使碳和合金元素在奥氏体中溶解度减少,降低淬火后的硬度,且导致碳合金元素富集区与贫乏区之间产生大的组织应力,从而增大模具热处理后的变形量。

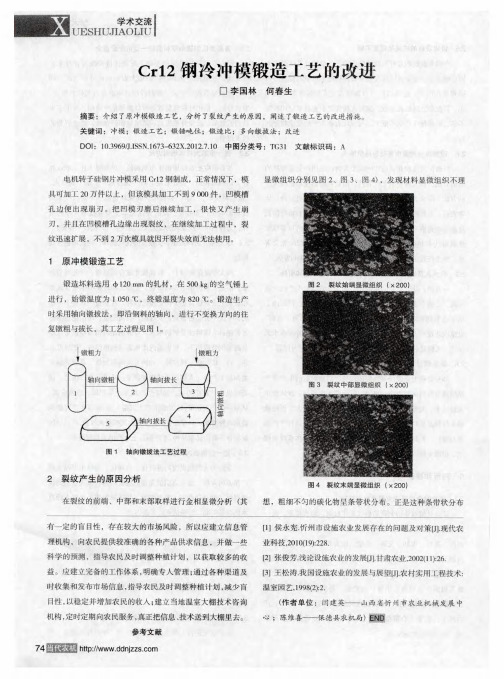
探讨Cr12MoV钢的热处理工艺改进引言某厂在制作冲头的过程中使用Cr12MoV钢,但经过热处理后冲头的使用期限就会呈现出很大的差异,或使用10h左右出现折断,或冲头左边角出现崩裂,最后只有约三分之一的冲头能使用50-70h。
这样一来,不仅浪费经济资源,也影响冲头的使用效果。
由此可见,对Cr12MoV钢在热处理工艺中进行实验分析,有效改善冲头的使用寿命十分重要且迫切。
1、原材料分析1.1 Cr12MoV钢化学成分检测由于Cr12MoV钢在该厂的使用较多,厂库房存放的Cr12MoV钢为确保实验效果,均对Cr12MoV钢的化学成分进行了检测,得出如下结果:通过检测发现,Cr12MoV钢含有的化学成分主要有C、Cr、P、S、Mo、Mn、Si和V。
其中C的测量值为1.60%,Cr的测量值为12.0%,而这两种化学成分含量的合格值分别为 1.5-1.7%和11.5-12.5%,其它化学成分的含量分别为P-0.016%、S-0.014%、Mo-0.53%、Mn-0.32%、Si-0.30%、V-0.21%,而这些化学成分含量对应的合格值分别为P-<0.03%、S-<0.03%、Mo-0.4~0.6%、Mn-<0.35%、Si-<0.4%、V-0.15~0.3%。
对比发现,Cr12MoV钢中化学成分的含量值均在合格范围之内。
换言之,该厂家采购的Cr12MoV钢属于合格的原材料。
1.2 Cr12MoV钢铸造质量检验Cr12MoV钢属于莱氏体钢,碳化物含量高且块度粗大,硬度高且脆性大,加之共晶碳化物枝晶十分发达,因此,要降低甚至消除Cr12MoV钢因为共晶碳化物的不均匀分布而对模具的变形、开裂及性能等造成的影响,就必须要对材料进行反复锻打处理,以改变碳化物的形态。
换言之,要保障模具的使用效果与寿命,首先必须要确保Cr12MoV钢的锻造质量。
为确保铸造质量检验的可靠性,在库存随机抽取了20件Cr12MoV钢,严格依照GB/T1299-1985《合金工具钢技术条件》以及GB/T14979-94《钢的共晶碳化物不均均度评定法》的有关规定和标准进行锻造质量检验。
案例1 Tl0钢冲裁凹模的热处理组合凹模如图1-1所示,模具材料为Tl0钢,硬度为60~64 HRC,要求了解材料的性能并掌握热处理规范。
图1-1 Tl0钢组合凹模T10钢为过共析低淬透性冷作模具钢,含碳量在0.95%~1.15%之间,价格便宜,原材料来源方便,加工性能良好,淬火温度低,热处理后具有较高的表面硬度和较好的耐磨性。
由于碳素工具钢淬透性低、淬火温度范围窄、淬火变形大,因此不宜制作大中型和复杂的模具零件,只适宜制造尺寸较小、形状简单、负荷较轻、生产批量不大的冷作模具。
T10钢热处理性能较好,在780℃~800℃加热,仍保持细晶粒组织,而且淬火后钢中有未溶的过剩碳化物,有利于耐磨,所以应用较广,适宜制造耐磨性要求较高的模具,如冷冲模、拉丝模、切边模等。
碳素工具钢的淬透性依工件大小差异很大。
实践证明:截面尺寸小于4~5 mm时油冷可淬透;5~15 mm时必须水冷才能淬透,超过20~25 mm时水冷也不能淬透。
碳素工具钢淬火后存在较大内应力,韧性低,强度也不高,必须再经过低温回火,使钢中的残余内应力消除,力学性能得到改善,模具才能得以应用。
该模具是组合凹模,其中15mm处为配合尺寸,要求变形小。
因孔型多,尺寸较大,采用Tl0钢淬火变形开裂可能性较大,要保证T10钢淬火变形小,常采用碱浴分级淬火。
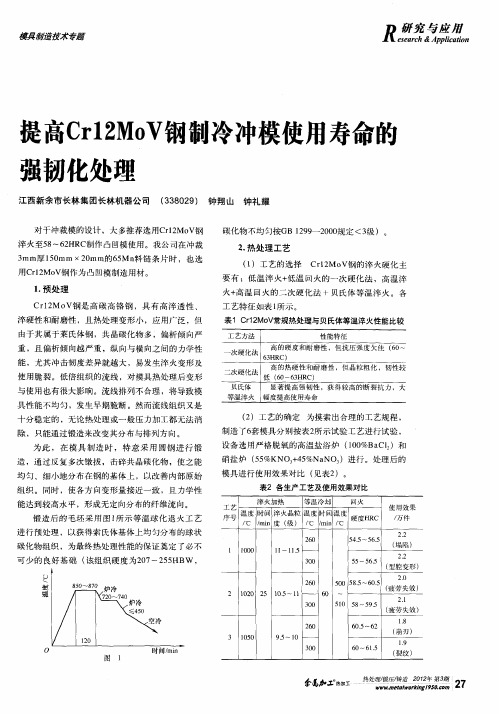
而该模具厚度为32 mm,超过了Tl0钢碱淬的临界尺寸,不能淬透;若采用水淬油冷,销钉孔处又易开裂,现采用预冷后三液淬火,其工艺曲如图1-2所示。
图1-2 T10钢组合凹模的淬火工艺曲线采取的热处理工艺措施有:(1)延迟淬火。
T10钢模具淬火过程中,热应力起主要作用。
延迟淬火是减少热应力的措施之一,其操作方法是模具钢奥氏体化后先空冷,使其冷却到740℃左右然后进行淬。
740℃左右时,模具呈樱红色,表面挂白盐。
(2)由于冲裁模要求刃口部位硬度高,其余非工作部位硬度要求不太高,可采用仅使刃口局部淬硬的方法,以减小模具淬火后的比容变化;有利于防止淬火变形。
金属材料工程课程设计说明书设计题目:冷冲凹槽模具的材料选用及热处理工艺专业材料科学与工程班级材料115学生寸敏敏指导教师陈文革时惠英2014 年秋季学期设计任务冷冲凹槽,如图所示技术要求:硬度HRC58-62,变形允许双面间隙0.02-0.04mm,请选用适合的材料并通过适宜的热处理工艺达到技术要求。
本课题主要根据设计任务书的要求研究冷冲凹槽模具的材料选用及热处理工艺,即为了达到工件所要求的性能,而选用合适的材料,采取正确的热处理工艺。
目前常用的冲压模具钢材有碳素工具钢、低合金工具钢、高碳高铬或中铬工具钢、中碳合金钢、高速钢、基体钢以及硬质合金、钢结硬质合金等等。
综合服役条件、性能要求及失效形式选用了Cr4W2MoV高碳中铬钢,含碳量一般为1.2%左右,主要合金元素为铬,钨,钼,钒等,由于铬,钼的适当配比,使钢的过冷奥氏体稳定,获得良好的淬透性和力学性能,钒可以细化奥氏体晶粒,钼还可以有效改善钢的热强性并能够抑制回火脆性的产生。
钼和钒形成碳化物形成的碳化物,对钢的强度和耐磨性也有改善作用。
本文选择了合适的冷冲凹槽模具材料(Cr4W2MoV),并研究其经过高温淬火后三次高温回火的热处理工艺,确定了其预先经过球化退火以降低硬度,改善切削加工性能,为后续淬火做组织上的准备。
最终热处理工艺是淬火温度1020-1040℃(高温淬火),回火温度500-540℃(高温回火),回火三次,每次1-2h,硬度58-62HRC。
并对其进行性能检测,使得其得到设计任务书所要求的性能,并应用于实际中。
一.工役条件及所受载荷、性能要求、失效形式分析 (1)1.1. 工件的服役条件及所受载荷分析 (1)1.2工件的失效形式 (1)1.3.工件的性能要求 (2)二.选材及原因分析 (2)2.1.材料选择 (3)2.2.选材原因分析 (4)三、零件加工工艺路线制定及原因分析 (5)3.1冷冲模具制造的要求 (5)3.2零件生产加工工艺路线制定 (6)3.3.零件加工路线分析 (7)3.3.1下料 (7)3.3.2锻造 (7)3.3.3 球化退火 (8)3.3.4淬火 (8)3.3.5车削 (9)3.3.6高温回火(三次) (9)四.零件热加工过程及分析 (9)4.1热处理工艺确定 (10)4.1.1淬火温度的确定及原因 (10)4.1.2回火温度及时间的确定及原因 (10)4.2工件的热处理工艺曲线 (11)4.3工件热处理过程可能出现的缺陷 (11)五.性能检测方法及分析 (13)5.1冷冲凹槽模主要检测项目 (13)5.1.1在原材料进厂或锻件锻后,需要检测的项目 (13)5.1.2在热处理后,需要检测的项目 (13)5.2力学性能检测 (13)5.2.1硬度检测 (14)5.2.2强度和塑性检测 (14)5.2.3冲击韧性检测 (14)5.2.4疲劳极限检测 (15)5.2.5耐磨性检测 (15)5.3成分、组织及微观形貌检测 (15)六.总结 (16)参考文献 (16)一.工件的服役条件及所受载荷、性能要求、失效形式分析1.1. 工件的服役条件及所受载荷分析冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
提高Cr12MoV钢模具寿命的热处理工艺曹光明(潍坊学院机电工程系,山东潍坊261061)摘 要:从预备热处理、淬火及回火、深冷处理、表面强化处理等方面分析评述了提高Cr12M oV钢模具寿命的热处理工艺措施。
关键词:冷作模具钢;热处理;寿命中图分类号:T G162.4 文献标识码:A 文章编号:1001-3814(2004)10-0046-03Heat Treatment Process for Prolonging Die Lifespan of Cr12MoV SteelCAO Guang-m i ng(Dep.of Mechanical and Electrical Engineering,Weifang Univ ersity,Weifang261061,China) Abstract:This paper discusses the heat treatme nt pr ocess fo r pr olonging the die lifespa n o f Cr12M oV steel o n the aspects o f co nditio ning heat t reatment,quenching and tempering,cry og enic trea tment and surface hardening.Key words:co ld wo r king die steel;heat tr eatment;lifespan Cr12M oV钢是目前国内广泛使用的冷作模具钢之一。
该钢具有淬透性好、硬度高且耐磨、热处理变形小等优点,常用于制作那些承受重负荷、生产批量大、形状复杂的冷作模具,如冷冲、压印、冷镦、冷挤压模等。
但该钢的显著缺点是脆性大,常常导致模具的早期失效。
因此,如何提高其强韧性,防止模具过早断裂失效,是该钢用户经常遇到且需要解决的问题。
模具失效分析表明,热处理因素影响最大,约占50%[1,2]。