直接淬火工艺对中厚钢板组织性能的影响
- 格式:pdf
- 大小:1.42 MB
- 文档页数:71
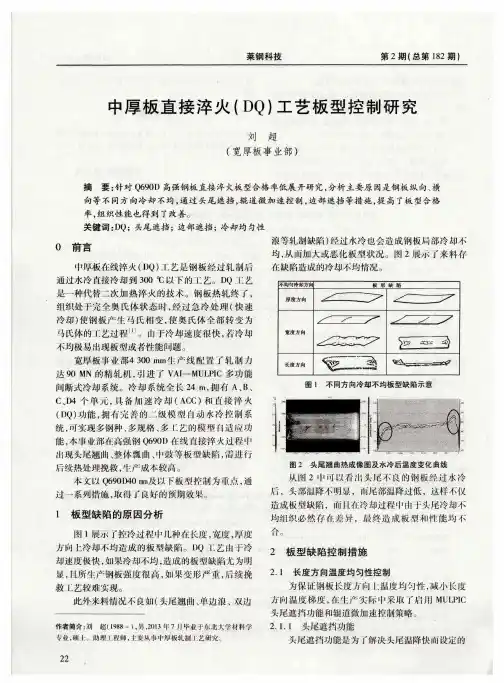
第42卷第3期 2021年6月特殊钢SPECIAL STEELYol. 42. No. 3June 2021 •57 •500 M P a级S500QL调质高强钢板在线直接淬火(D Q)工艺研究及应用赵国昌张海军刘生石莉林明新张萌程含文(河钢集团舞钢公司科技部,舞钢462500)摘要开发了低碳(C矣0. 12%)Nb-V微合金化S500QL高强度钢板,使用12〇18(^ + 11'+ ¥0的洁净钢冶炼工艺,采用两阶段控制轧制(第一阶段950〜1070 X:区间轧制,第二阶段开轧矣890 t、终轧专850 1C)及乳后以 7 ~20弋/s的冷速在线直接淬火(DQ),经620 ~670 T,3 •T)回火生产了 15 ~50 mm钢板。
钢板组织为细化的粒状贝氏体+少量先共析铁素体,屈强比《〇.90、延伸率A英19%,-50 下冲击功>100 J,满足市场需求。
对DQ工艺钢板进行焊接裂纹敏感性试验及焊接接头性能检验,结果显示,采用该工艺生产的钢板具有良好的焊接 性能。
关键词S500QL调质高强钢D Q塑靭性焊接性能Research and application of on Line Direct-Quenching(DQ)Process for 500 MPa S500QL High StrengthQuenching and Tempering Steel PlateZhao G u o c h a n g,Zhang haijun,Liu Sheng,Shi Li,Lin Mingxin,Zhang M e n g and Cheng H a n w e n (Science and Technology Department,Wuyang Iron and Steel Company,Hebei Iron and Steel Group,Wugang,462500) Abstract Low carbon (C^0. 12% ) Nb-V microalloying S500QL high strength steel plate has been developed. And 15 〜50 mm steel plate are produced by two-stage controlled rolling (first stage rolling at 950 〜1070 Xl ’second stage starting rolling at<890 and finishing rolling at$850 t ),on-line cooling direct-qenching(DQ) with 7 ~20 T i/s after rolling,.and tempering at 620 〜670 Tl for 3 m in/(mm •T) ’clean steel smelting process with 120 t BOF + LF + VD. The steel plate has fine granular bainite + small amount of proeutectoid ferrite with yield-tensile strength ratio ^0. 90,elongation A^19%and impact energy at - 50 Tl ^ 100 J to meet the market demand. And the welding crack sensitivity test and the welding joint property test of DQ process steel plate was carried out. The results show that the steel plate produced by this process has good welding property.Material Index High Strength Quenching and Tempering Steel S500QL, DQ, Plastic Toughness, Weldability低合金调质高强钢广泛应用于水电、工程结构、设备制造等领域。
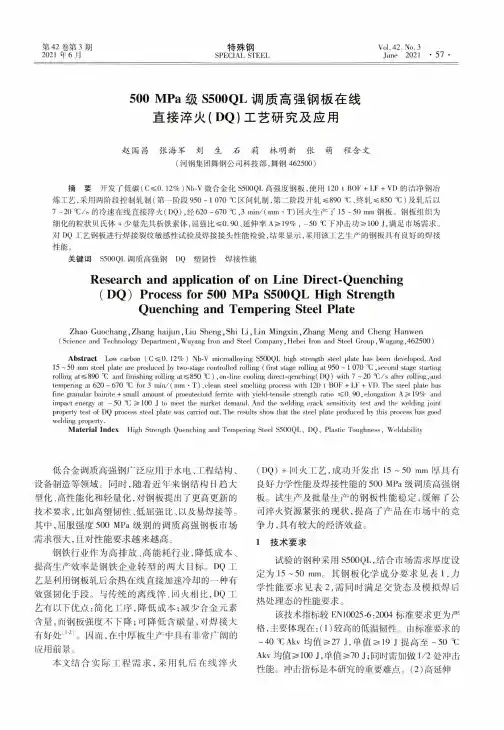
九江钢铁3500mm中厚板生产线工艺分析周李泉【摘要】介绍了中冶京诚工程技术有限公司总承包项目江西九江钢铁有限公司3 500 mm双机架中厚板生产线产品结构、生产工艺、主要设备性能特点.【期刊名称】《现代冶金》【年(卷),期】2012(040)003【总页数】3页(P43-45)【关键词】中厚板;装机水平;生产工艺;产品结构【作者】周李泉【作者单位】中冶京诚工程技术有限公司,北京100176【正文语种】中文【中图分类】TG335.5+2引言江西九江钢铁有限公司(以下简称“九江钢铁”)3 500 mm中厚板生产线是中冶京诚工程技术有限公司(以下简称“中冶京诚”)具有自主知识产权的EPC总承包项目。
该生产线采用3 500 mm双机架四辊轧机的布置形式,热轧生产作业线包括板坯横移装置、板坯称重装置、步进式加热炉、推钢式加热炉、高压水除鳞、3 500 mm 粗轧机、 3 500 mm精轧机、 ACC层流冷却装置、热矫直机、热钢板标记装置、冷床、切头剪、双边剪、定尺剪、成品钢板标记装置、成品检查及横移台架、成品收集台架等设备。
车间总长453 m、宽261 m。
工程一期建设规模为130×104 t/a,预留第二条剪切线与热处理区域设备,主厂房建筑物轴线总面积约92 000 m2。
1 生产工艺1. 1 连铸坯规格连铸坯规格:厚度170,210,250 mm,宽度1 300~ 2 100 mm(200 mm进级),长度1 500~ 3 300 mm(入炉定尺长),单重2. 58~ 13. 51 t(入炉定尺坯)。
1. 2 产品品种产品主要为碳素结构钢板、低合金结构钢板、造船用钢板、管线钢板、锅炉用钢板、桥梁及耐候钢板、压力容器用钢板、工程机械用钢板、高层建筑结构用钢板等。
1. 3 产品规格产品规格:厚度5~ 80 mm,宽度900~ 3 200 mm,长度3 000~ 18 000 m,单重最大12. 2 t。
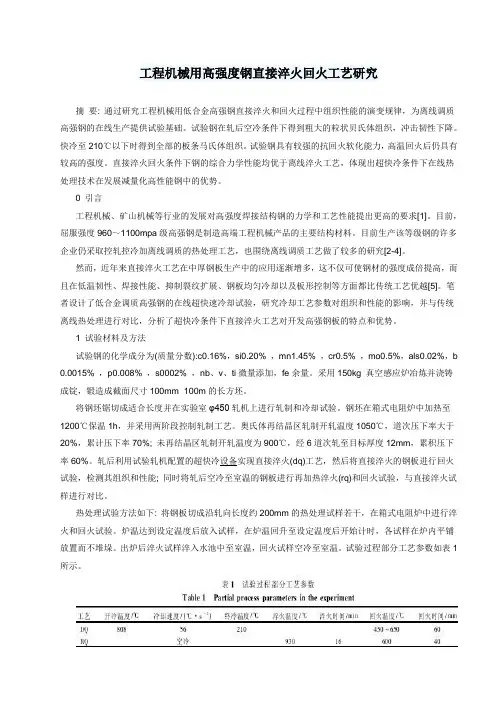
工程机械用高强度钢直接淬火回火工艺研究摘要: 通过研究工程机械用低合金高强钢直接淬火和回火过程中组织性能的演变规律,为离线调质高强钢的在线生产提供试验基础。
试验钢在轧后空冷条件下得到粗大的粒状贝氏体组织,冲击韧性下降。
快冷至210℃以下时得到全部的板条马氏体组织。
试验钢具有较强的抗回火软化能力,高温回火后仍具有较高的强度。
直接淬火回火条件下钢的综合力学性能均优于离线淬火工艺,体现出超快冷条件下在线热处理技术在发展减量化高性能钢中的优势。
0 引言工程机械、矿山机械等行业的发展对高强度焊接结构钢的力学和工艺性能提出更高的要求[1]。
目前,屈服强度960~1100mpa级高强钢是制造高端工程机械产品的主要结构材料。
目前生产该等级钢的许多企业仍采取控轧控冷加离线调质的热处理工艺,也围绕离线调质工艺做了较多的研究[2-4]。
然而,近年来直接淬火工艺在中厚钢板生产中的应用逐渐增多,这不仅可使钢材的强度成倍提高,而且在低温韧性、焊接性能、抑制裂纹扩展、钢板均匀冷却以及板形控制等方面都比传统工艺优越[5]。
笔者设计了低合金调质高强钢的在线超快速冷却试验,研究冷却工艺参数对组织和性能的影响,并与传统离线热处理进行对比,分析了超快冷条件下直接淬火工艺对开发高强钢板的特点和优势。
1 试验材料及方法试验钢的化学成分为(质量分数):c0.16%,si0.20% ,mn1.45% ,cr0.5% ,mo0.5%,als0.02%,b 0.0015% ,p0.008% ,s0002% ,nb、v、ti微量添加,fe余量。
采用150kg 真空感应炉冶炼并浇铸成锭,锻造成截面尺寸100mm×100m的长方坯。
将钢坯锯切成适合长度并在实验室φ450轧机上进行轧制和冷却试验。
钢坯在箱式电阻炉中加热至1200℃保温1h,并采用两阶段控制轧制工艺。
奥氏体再结晶区轧制开轧温度1050℃,道次压下率大于20%,累计压下率70%; 未再结晶区轧制开轧温度为900℃,经6道次轧至目标厚度12mm,累积压下率60%。
钢板的热处理工艺技术1. 引言钢板是一种常见的金属材料,广泛应用于工业制造领域。
钢板的质量和性能在很大程度上取决于其热处理工艺技术。
本文将介绍钢板的热处理工艺技术,包括热处理的定义、热处理方法、热处理过程中的关键技术以及热处理后的效果。
2. 热处理的定义热处理是通过加热和冷却来改变钢板的组织结构和性能的工艺过程。
其主要目的是消除应力、改变组织结构、改善机械性能以及实现特定的物理和化学性能。
3. 热处理方法钢板的热处理方法主要包括退火、正火、淬火和回火。
下面分别对这些方法进行介绍。
3.1 退火退火是将钢板加热到特定温度后,以一定速度冷却的过程。
它的目的是消除内部应力,改善机械性能。
退火分为全退火和局部退火两种形式,具体选择退火方式需要根据钢板的材质和要求来确定。
3.2 正火正火是将钢板加热到特定温度后,在空气中冷却的过程。
它的目的是通过正常冷却速度使钢板获得一定的硬度和强度,同时保持一定的韧性。
3.3 淬火淬火是将钢板加热到特定温度后,迅速浸入水或油中冷却的过程。
这种急速冷却的目的是使钢板的组织转变为马氏体组织,提高硬度和抗磨性。
3.4 回火回火是将淬火后的钢板加热到较低的温度下保持一定时间后冷却的过程。
回火的目的是通过恢复部分韧性和降低内部应力来改善淬火钢板的机械性能。
4. 热处理过程中的关键技术热处理过程中有一些关键的技术需要注意,以确保钢板的质量和性能。
4.1 加热温度控制加热温度是热处理的关键参数之一。
需要根据钢板的材质和要求确定适当的加热温度,过高的温度可能导致钢板烧损,过低的温度则无法达到预期的效果。
4.2 冷却速度控制冷却速度是热处理的另一个重要参数。
不同的热处理方法需要控制不同的冷却速度,过快或过慢的冷却速度都会影响钢板的性能。
4.3 保护气氛控制在热处理过程中,需要根据钢板的材质来选择适当的保护气氛。
保护气氛可以减少钢板表面的氧化和碳化,并防止表面裂纹和变形。
5. 热处理后的效果经过热处理后,钢板的性能会发生一系列变化。

日本JFE钢铁公司开始开发采用水淬火的热机械控制工艺(TMCP),作为高强度、高韧性,具有优良焊接性能钢板生产技术的核心技术。
下面简单介绍由JFE钢铁公司开发和应用的中厚板制造技术,包括超级-OLAC技术,一种新的中厚板加速冷却技术以及HOP技术(热处理在线工艺),一种加速冷却后的在线热处理工艺。
同时,下面还介绍Easyfab钢板制造技术,即通过应用具有新功能的冷矫直机将中厚板中残余应力降至零。
一、新加速冷却技术——“超级-OLAC”技术的开发与控制轧制技术一起,加速冷却技术是TMCP工艺的核心技术。
JFE钢铁公司是世界上首家开发并成功在中厚板生产中应用在线加速冷却技术的钢铁企业。
在上世纪90年代初,采用加速冷却技术制造的TMCP钢实现了提高钢板强度、改进焊接性能的目的,从而有助于焊接结构建筑用钢使用的合理化和提高建筑的安全性,并开始用于造船业。
然而,最近几年对钢板质量的要求日趋严格,如减少强度下降等。
为了满足新的要求,基于一个全新的概念,JFE钢铁公司进行了大量研究以获得解决与传统冷却技术问题相关的方案,并开发出新一代加速冷却工艺,称之为超级-OLAC工艺,并应用于JFE钢铁公司西日本钢厂。
当中厚板进行水淬火时出现的热传递和沸腾现象可以大致分为两种方式,即核胞沸腾和薄膜沸腾。
在前一种沸腾中,冷却水直接与钢接触,热量通过产生的泡传递。
相比之下,后一种沸腾中在钢与冷却水间形成一个蒸汽薄膜,热量是通过蒸汽薄膜传递。
核胞沸腾的冷却能力比薄膜沸腾更高。
在中厚板冷却开始时,中厚板表面温度较高,薄膜沸腾起主导作用。
然而,随着中厚板表面温度的下降,蒸汽薄膜变得不稳定,冷却水开始局部上直接与中厚板接触,沸腾逐渐转向核胞沸腾。
此外,在瞬时沸腾状态下,当薄膜沸腾和核胞沸腾共存时,随着冷却的继续,冷却能力提高。
采用传统冷却方法,如喷淋冷却和层流冷却时,如果冷却水流量提高以强化冷却,冷却迅速地转换成瞬时沸腾,是核胞沸腾和薄膜沸腾的混合。
热处理工艺对低屈强比高强度结构钢组织与性能的影响采用两相区淬火+回火(L+T)、淬火+两相区淬火+回火(Q+L+T)和正火+回火(N+T)工艺,对实验室试制的低屈强比高强度结构钢进行系列热处理试验,并研究了3种热处理工艺对试验钢组织和性能的影响。
结果表明,两相区淬火前,试验钢的初始组织及正火、淬火时冷却速率的差异决定了最终的组织性能,采用L+T 工艺,试验钢的强度和屈强比最高;采用Q+L+T 工艺,试验钢的屈强比略有下降,但强度却大幅下降;采用N+T 工艺,试验钢的屈强比最低,强度与采用Q+L+T 工艺相近。
一般来说,在采用各种强化机制提高结构钢强度的同时,其屈强比将不可避免地上升,但对于某些具有特殊用途的工程结构,如桥梁、建筑、管线、海洋平台等,出于安全考虑,对结构钢的屈强比有严格要求。
例如,欧洲和日本对建筑用钢的要求中包括屈强比分别小于0.91和0.80,我国建筑结构用钢标准GB/T19879—2005《建筑结构用钢板》将屈强比限定在0.80~0.85,但屈服强度Rp0.2最高仅规定到460MPa 。
因此开发具有低屈强比、高韧性、良好焊接性能的高强度钢具有重要的意义。
日本JFE 采用Super-OLAC+HOP(超快冷+在线热处理)技术已成功开发出TS780MPa 级低屈强比建筑结构用钢,但该工艺由于要求配备特殊的生产设备,因此尚未被其他企业所采用。
目前,各单位在低屈强比高强钢的试制开发中仍多采用淬火+两相区淬火+回火(Q+L+T)、直接淬火+两相区淬火+回火(DQ+L+T)、直接两相区淬火+回火(DL+T)、缓慢冷却型淬火+回火(缓慢冷却型DQ+T)等工艺。
本文针对Rm700MPa 级低屈强比高强钢,通过特殊的化学成分设计,采用L+T 、Q+L+T 、正火+回火(N+T)等工艺,研究了不同热处理条件对试验钢组织和性能的影响,为该级别钢板的开发提供了试验依据。
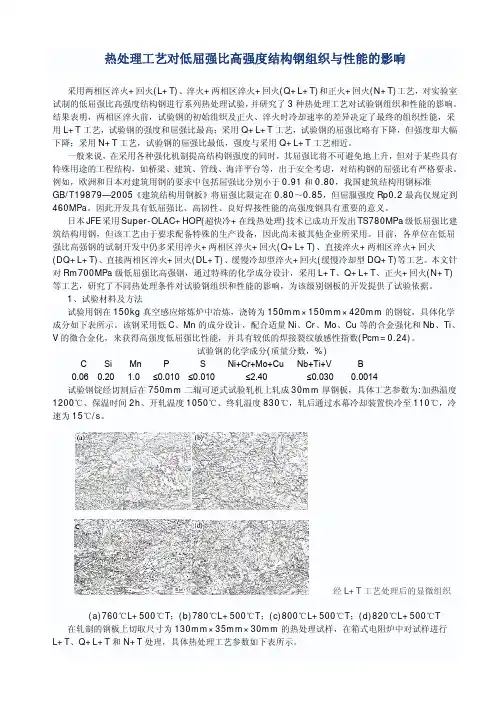
1、试验材料及方法试验用钢在150kg 真空感应熔炼炉中冶炼,浇铸为150mm×150mm×420mm 的钢锭,具体化学成分如下表所示。
控轧控冷技术在钢材生产中的应用马明珍(辽宁科技大学,材料成型及控制工程)[摘要]:钢材生产的控制轧制、控制冷却及其相结合的TMCP 技术是改善组织和力学性能的重要手段。
控制轧制用于控制奥氏体晶粒大小和形态,控制冷却用于控制相变组织类型,促进了细化晶粒和相变强化。
本文简述了控制轧制和控制冷却在管线材成产、中厚板生产、棒线材生产中的应用。
分析了目前国内TMCP的现状以及发展前景及趋势。
[关键词]:控制轧制;控制冷却;组织;管线材;中厚板;棒线材Application of controlled rolling and controlled cooling in steel production(Institute of equipment manufacturing of Liaoning Technology School,Yingkou,1233010109)Abstract:Medium plate production of controlled rolling and controlled cooling and TMCP of combining technology is important means to improve organization and mechanical properties. Control is used to control the austenite grain size and shape of rolling, controlled cooling is used to control the phase transition of tissue types, promoted the refine the grain size and phase transformation strengthening. This article has summarized the controlled rolling and controlled cooling in the plate to produce, the application of the wire rod, tube, wire production. Analysis of the current domestic status quo and the development prospect and trend of TMCP.Key Words:Controlled rolling; Controlled cooling; Organization; The thick plate; Tube wire; Rod wire1.引言:21世纪80年代以来,高速线材的轧制速度己突破100m/s,由于轧制速度的提高,导致轧件的温升增加,使终轧温度高于1000℃,线材成品表面的氧化铁皮增多、晶粒粗大、钢材的显微组织和机械性能极不均匀。
淬火工艺对厚规格LG600QT组织性能的影响温长飞1唐萌1刘鹏晗1刘旭辉1舒春阳2刘浩2(1.涟钢热处理板厂;2.涟钢技术中心)摘要针对20mm厚LG600QT淬火后显微组织不均匀,回火板抗拉强度低于技术文件要求的现象,本文通过淬火工艺优化实验,对两次试生产钢板的组织性能进行了详细分析。
结果表明,20mm厚LG600QT淬火钢板厚度方向,尤其是近上表面处组织不均匀,出现大量块状铁素体的原因并不是钢板加热温度不足或保温时间不够而导致的亚温淬火,而是钢板出炉后至入水冷却段的时间过长,导致钢板温降过大,入水温度不足,降低了钢板的相对冷却速率。
采用优化后的淬火工艺,提高辊速,缩短钢板出炉至入水段的待温时间,淬火钢板的显微组织均匀性得到了改善,近表面处未出现明显的块状铁素体,提高了淬火钢板的强度,回火后钢板的各项力学性能指标符合技术文件要求。
关键词LG600QT;组织性能;奥氏体化;淬火工艺试生产厚规格的LG600QT钢板,检测其力学性能,发现抗拉强度偏低,不符合技术文件的要求。
通过观察钢板淬火态的显微组织,发现在钢板近表面处和1/4位置处出现了大量的块状铁素体,这是造成钢板强度性能偏低的主要原因。
钢板淬火态的组织直接决定了回火后钢板的组织和力学性能[1-4]。
本文针对厚规格LG600QT钢板强度性能偏低原因进行深入分析,并进行淬火工艺优化,根据工艺优化前后钢板的组织性能对比,探明了厚规格钢板产生铁素体的直接原因,由此制定相应的改进措施,为后续批量化生产中保证钢板的力学性能提供了依据。
1 实验材料和实验方法实验材料为16mm和20mm厚LG600QT的开平非尺板。
在热处理板厂1#和2#热处理线上进行实验,热处理温度和时间按工艺文件执行,通过改变淬火参数研究不同淬火条件对厚规格LG600QT组织性能的影响。
采用金相显微镜观察钢板沿厚度方向的显微组织,在电子万能试验机上测试钢板的拉伸性能。
2 结果分析与讨论2.1 第一次实验结果分析16mm和20mm厚LG600QT钢板的淬火工艺如表1所示,钢板经淬火和回火后分别取样进行组织性能检测,显微组织如图1和图2所示,拉伸性能检测结果见表2。
模具热处理工艺模具是在生产中起到关键作用的零件,其性能与使用寿命直接关系到产品的质量与成本。
为了提高模具的使用寿命,热处理技术被广泛应用于模具加工中,其中以模具热处理工艺最为重要。
模具热处理工艺是指通过加热、保温、冷却等一系列工艺,改变模具的组织结构与性能,从而达到提高模具硬度、耐磨性、抗拉强度、韧性等目的的过程。
模具的热处理工艺可以分为淬火、回火、退火、正火、软化退火等多种方式,下面将具体介绍这些工艺及其应用。
淬火淬火是指将模具加热至临界温度,然后迅速浸泡于冷却介质中使其急冷而形成马氏体。
淬火能大大提高模具的硬度、强度和耐磨性,但同时也会降低其韧性。
因此,淬火适用于对模具表面耐磨性要求高、工作条件恶劣的情况,如机械加工、冲压、冷镦等。
回火回火是指将已淬火的模具在一定温度下加热并保温,使得马氏体经过部分转变而变得更加均匀和细小,从而提高模具的韧性和延展性。
回火过程中,模具的硬度会有所降低,但整体性能得到提高。
因此,回火适用于对模具整体性能要求高、工作条件较为复杂的情况,如注塑、挤出、热成型等。
退火退火是指将模具加热至一定温度后进行保温,再以适当速度冷却至室温,使得模具组织结构变得更稳定而得到软化的效果。
退火主要作用是消除模具加工过程中的残余应力,改善模具组织结构,减少模具开裂、变形等缺陷,提高其加工性能。
因此,退火适用于对模具整体性能要求不高、需要进行后续加工的情况,如锻造、铸造、焊接等。
正火正火是指将模具加热至一定温度后进行保温一段时间,使得模具组织结构得到均匀化、改善和稳定化,从而提高模具的硬度、强度和韧性。
正火适用于对模具整体性能要求高、需要承受强烈冲击或挤压的情况,如钢板压制、锻造等。
软化退火软化退火是指将模具加热至一定温度后保温,使其组织结构得以稳定化,同时也使其硬度、强度、韧性等性能下降。
软化退火一般用来去除模具中的残余应力,处理模具变形问题等,并能为后续的加工、表面处理提供便利。
总的来说,模具热处理工艺是模具加工中不可或缺的一部分,通过合理的热处理工艺,能够使模具的性能得到提高,从而延长模具的使用寿命。
钢板的热处理工艺技术钢板的热处理工艺技术是针对不同材质和用途的钢板进行加热、保温、冷却等处理过程的方法与技术。
热处理工艺可以改变钢板的组织结构和性能,使其达到预期的机械性能、物理性能和化学性能要求。
下面介绍一下常用的钢板热处理工艺技术。
1. 轧制预热:在钢板轧制之前,通常需要进行预热处理。
预热过程中,钢板通过加热炉进行加热,使其达到一定温度,以提高钢板的可塑性,便于轧制成型。
2. 固溶处理:固溶处理是指将钢板加热至一定温度,使其内部的合金元素溶解于基体中,形成均匀的固溶体。
这可以提高钢板的韧性和可塑性,并且可以去除一些金相组织中的缺陷。
3. 淬火处理:在固溶处理之后,钢板需要进行淬火处理。
淬火是指将钢板迅速冷却至室温以下,以使合金元素固溶体转变为马氏体。
这种处理方式能够提高钢板的硬度和强度,但韧性会相应降低。
4. 回火处理:在淬火处理后,为了恢复钢板的一定韧性,需要进行回火处理。
回火是指将钢板加热至一定温度,并进行保温一段时间,然后进行适当的冷却。
这样,钢板的硬度和强度会适度降低,同时韧性也会得到恢复。
5. 焊接热处理:钢板在焊接过程中容易产生应力和变形,因此需要进行焊后热处理。
这种处理方式可以消除焊接过程中产生的应力,提高焊接接头的强度和韧性。
以上是钢板常用的热处理工艺技术。
根据不同的材料和要求,还可以采用调质处理、表面硬化等其他热处理工艺。
通过科学合理地选择和应用这些热处理工艺技术,可以使钢板的组织结构和性能得到改善,提高其使用性能和寿命。
钢板的热处理工艺技术在钢铁制造和加工行业中起着重要的作用。
通过合理的工艺选择,可以使钢板达到设计要求的力学性能、物理性能和化学性能,以满足不同领域的使用需求。
下面将继续介绍一些与钢板热处理相关的技术。
6. 祛除应力退火:在一些对钢板强度、延展性和韧性要求较高的工况下,钢板在加工过程中可能会形成应力。
这些应力会降低钢板的耐久性和性能,因此需要进行应力退火处理。