热处理工艺种类、目的及成分一览表
- 格式:doc
- 大小:24.00 KB
- 文档页数:1
常见热处理工艺介绍热处理是通过加热和冷却的方式改变材料的组织结构,从而改善其力学性能和耐热性能的工艺过程。
在工业领域中,热处理被广泛应用于金属和合金材料的处理和加工中。
下面将介绍一些常见的热处理工艺。
1. 固溶处理(Solution treatment):固溶处理是一种通过加热材料至溶解温度,然后迅速冷却来改变材料组织结构的处理方式。
这种处理方法主要用于合金材料中的固溶体溶解,以调整材料的硬度和强度。
固溶处理还可以消除材料中的固溶体相,提高材料的可锻性和韧性。
2. 淬火(Quenching):淬火是通过将材料迅速冷却至室温,使其由高温下的亚稳定相转变为亚稳定、高硬度的相的过程。
淬火可以提高材料的硬度和强度,但同时也会使材料变脆。
通常,淬火是在固溶处理或退火之后进行的,以进一步改善材料的性能。
3. 退火(Annealing):退火是通过加热和缓慢冷却来减轻材料的应力和改善其组织结构的过程。
退火可以提高材料的韧性、可塑性和可加工性,减少材料的硬度和强度。
退火通常分为正常退火、球化退火和全退火等不同类型,根据具体材料的要求和工艺需要进行选择。
4. 回火(Tempering):回火是一种将经过淬火处理的材料加热至较低温度并保持一段时间后,再进行冷却的过程。
回火可以通过调整材料的温度和时间,改变材料的硬度和强度,同时保持一定的韧性。
回火可以提高材料的抗冲击性和耐磨性,减少材料的脆性。
5. 冷加工(Cold working):冷加工是一种将材料在室温下进行塑性加工的方法。
通过冷加工,材料的硬度和强度可以得到显著提高,但韧性和可塑性则会相应降低。
冷加工一般包括冷轧、冷拔、冷拉和冷锻等工艺,常用于生产线上对金属材料进行形状或尺寸调整。
除了以上介绍的几种常见的热处理工艺外,还有许多其他的热处理工艺,如沉淀硬化、热处理组织改性、表面渗碳处理等。
这些热处理方法根据不同的材料要求和应用领域,选择合适的处理工艺可以使材料达到最优的力学性能和耐热性能。
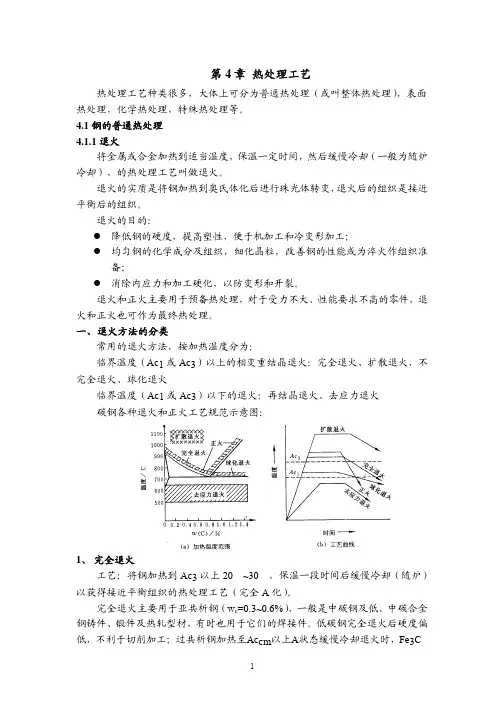
常用钢材热处理方法及目的常用钢材热处理方法一.淬火将钢制零件加热到临界温度以上40~60℃,保持一定时间并快速冷却的热处理方法称为淬火。
常用的快速冷却介质为油、水和盐水溶液。
淬火加热温度及冷却介质热处理规范见表淬火的目的是:使钢件获得高的硬度和耐磨性,通过淬火钢件的硬度一般可达hrc60~65,但淬火后钢件内部产生了内应力,使钢件变脆,因此,要经过回火处理加以消除。
钢件的淬火处理,在机械制造过程中应用比较普遍,它常用的方法有:1.单液淬火:将钢件加热至淬火温度,并在一种冷却剂中冷却一段时间。
这种热处理方法称为单液淬火。
适用于形状简单、技术要求低的碳钢或合金钢,以及工件直径或厚度大于5~8mm的碳钢,用盐水或水冷却;油冷却用于合金钢。
在单液淬火中,水冷容易变形和开裂;油冷却容易产生硬度不足或不均匀。
2.双液淬火:将钢件加热到淬火温度,经保温后,先在水中快速冷却至300~400℃,在移入油中冷却,这种处理方法,称为双液淬火。
形状复杂的钢件,常采用此方法。
它既能保证钢件的硬度,又能防止变形和裂纹。
缺点是操作难度大,不易掌握。
3.火焰表面淬火:将乙炔和氧气的混合燃烧火焰喷在工件表面,加热至淬火温度,然后立即向工件表面喷水。
这种处理方法称为火焰表面淬火。
适用于单件生产,要求高表面或局部表面硬度和耐磨钢件。
缺点是操作困难。
4.表面感应淬火:将钢件放人感应器内,在中频或高频交流电的作用下产生交变磁场,钢件在磁场作用下产生了同频率的感应电流,使钢件表面迅速加热(2-10s)至淬火温度,立即把水喷射到钢件表面。
这种热处理方法,称为表面感应淬火。
经表面感应淬火的零件,表面硬而耐磨,而内部有较好的强度和韧性。
这种方法适用于中碳钢和中等含碳量的合金钢件。
根据电流频率的不同,表面感应淬火可分为高频淬火、中频淬火和工频淬火。
高频淬火电流频率为100~150kHz,硬化层深度为1~3mm。
适用于齿轮、花键轴、活塞等小零件的淬火;中频淬火电流频率为500~10000Hz,硬化层深度为3~10mm。
常用的热处理工艺及目的
一、常用热处理工艺:
1、回火:通过加热和慢速冷却,以改善金属材料机械性能和提高组
织稳定性。
2、正火:用于改善金属材料的组织结构,改善其界面性能。
3、退火:通过加热和慢速冷却,以减软、增韧和提高可塑性的目的
而进行热处理。
4、淬火:通过加热和快速冷却的热处理,使金属材料具有高的强度、韧性和良好的耐磨性。
5、硬质化处理:使金属材料具有超强的硬度和韧性,提高耐磨性和
热强度。
6、马氏体稳定化处理:针对一些特定材料,利用恒定温度和时间,
使马氏体组织达到稳定。
7、球化处理:通过加热和冷却,使金属材料表面组织形成球状结晶,从而改善表面性能。
8、脆化处理:通过调节温度和时间,使金属材料变得脆性,以便后
期的热处理。
二、常用热处理的目的:
1、为了改善金属材料的机械性能,提高其强度、韧性和硬度等。
2、为了改善金属材料的抗磨性,耐腐蚀性和热强度等。
3、为了改变材料组织结构,改善显微组织形貌,改变金属材料的晶粒大小。
4、为了改善金属材料的界面性能,使其变为球状结晶,从而改善了其可塑性和抗锈腐性。
热处理工艺介绍关键信息项:1、热处理工艺的类型2、热处理的目的3、适用的材料4、处理过程中的温度控制5、保温时间6、冷却方式7、设备要求8、质量检测标准9、安全注意事项11 热处理工艺的类型111 退火退火是将金属材料加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。
其目的是降低材料的硬度,改善切削加工性能,消除残余应力,均匀化学成分等。
112 正火正火是将钢件加热到临界温度以上 30 50℃,保温适当时间后,在空气中冷却的热处理工艺。
正火的作用与退火相似,但冷却速度稍快,得到的组织较细,强度和硬度稍高。
113 淬火淬火是将钢件加热到临界温度以上,保温一段时间,然后在水、油或其他介质中快速冷却,以获得高硬度和高强度的马氏体组织。
114 回火淬火后的钢件内部存在很大的内应力和脆性,回火则是将淬火后的钢件重新加热到一定温度,保温一定时间,然后冷却。
回火可以降低钢件的脆性,调整硬度,提高韧性和塑性。
115 调质处理调质处理是淬火加高温回火的综合热处理工艺,可获得良好的综合力学性能。
12 热处理的目的121 改善材料的力学性能通过改变材料的组织结构,提高强度、硬度、韧性、耐磨性等力学性能,满足不同工作条件下的使用要求。
122 消除残余应力加工过程中产生的残余应力可能导致材料变形、开裂等问题,热处理可以有效消除残余应力,提高材料的尺寸稳定性和可靠性。
如退火可以降低材料的硬度,便于切削、冲压等加工操作。
124 提高材料的耐腐蚀性能适当的热处理工艺可以改善材料的表面组织结构,增强其耐腐蚀能力。
13 适用的材料131 钢铁材料包括碳素钢、合金钢、工具钢等,不同类型的钢铁材料需要根据其成分和性能要求选择合适的热处理工艺。
132 有色金属材料如铝合金、铜合金等,也可以通过热处理来改善其性能。
133 其他材料如一些特殊的陶瓷材料、复合材料等,在特定情况下也可能需要进行热处理。
14 处理过程中的温度控制141 加热温度的确定根据材料的成分、相变点和性能要求,精确确定加热温度是热处理成功的关键。
常见材料热处理方式及目的常见材料热处理1、45(S45C)常见热处理45号钢为优质碳素结构钢,也称为油钢,硬度不高,易于切削加工。
调质处理是其常见热处理方法,包括淬火和高温回火。
淬火温度为840±10℃,水冷后硬度可达55~58HRC,极限可达62HRC;回火温度为600±10℃,出炉后空冷,硬度为20~30HRC。
调质处理后的零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是在交变负荷下工作的连杆、螺栓、齿轮和轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2、40Cr(SCr440)常见热处理40Cr为优质碳素合金钢,属于低淬透性调质钢,具有很高的强度、良好的塑性和韧性,即具有良好的综合机械性能。
Cr能增加钢的淬透性,提高钢的强度和回火稳定性。
调质处理是其常见热处理方法,淬火温度为850℃±10℃,油冷后硬度可达45~52HRC;回火温度为520℃±10℃,水、油冷后硬度为32~36HRC。
40Cr钢常用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件。
不同回火温度可得到不同硬度。
3、T10(SK4)常见热处理T10碳素工具钢强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织。
淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
淬火+低温回火是其常见热处理方法,淬火温度为780±10℃,保温50min左右或淬透。
先淬如20~40℃的水或5%盐水,冷至250~300℃,转入20~40℃油中冷却至温热,可得到硬度62~65HRC;回火温度为160~180℃,保温1.5~2h,回火后硬度为60~62HRC。
以下是各种钢材的硬度和化学成分:12CrNi3:回火后硬度30-35HRC,主要成分为碳、硅、锰、铬、镍。
热处理的种类及介绍
热处理的种类及介绍
常见热处理形式(种类):
1--正火
正火是为了细化材料晶粒,,均匀内部组织的热处理方法.目的是消除机械加工产生的内应力及压延等塑性加工时产生的纤维组织.
2--退火
退火是为了软化金属,调整结晶组织,去除内部应力,改善冷轧加工及切削性的热处理方法.根据使用目的,又可以分为完全退火,球化退火,去应力退火,中间退火等.
3--淬(念cui,而不是zan)火
淬火是金属经高温加热后快速冷却处理的热处理方法.目的是提高金属硬度,强度及耐磨性.根据冷却条件淬火有水淬,油淬,真空淬等形式.(多数情况下,淬火后的零件必须回火处理才能使用).
渗碳淬火是在低碳钢的表面渗入碳素后淬火处理的热处理方法.
高频淬火是指将含碳量0.3%以上的钢材通过感应加热使材料表面硬度提高的热处理方法.
火焰淬火是指用明火将材料表面加热处理的热处理方法.主要用来对材料表面的局部增加硬度.
4--回火
回火是金属件淬火后再加热到某一温度,然后以适当的速度冷却到常温的热处理方法.主要目的是调整材料硬度,提高韧性及消除内部应力.根据回火温度的不同分为低温回火和高温回火.回火温度越高,材料的硬度越低,韧性越高,否则反之.调质处理后的回火处理一般是高温回火.高频淬火,渗碳淬火的回火处理一般是低温回火.
5--调质
调质是淬火与高温回火处理相结合,调整金属硬度,强度及韧性的热处理方法.调质后的材料硬度为一般机械加工范围内的硬度.比如45#碳素结构钢为HB200~270.
6--氮化
氮化是将氮元素扩散渗入材料表面是材料表面得以硬化的热处理方法.含有铝,铬,钼等元素的材料易通过氮化处理提高硬度。
钢材热处理的四种工艺:淬火、回火、正火、退火,以及目的热处理工艺一般包括加热、保温、冷却三个过程,因工艺的不同而分为淬火、回火、正火、退火等。
1.什么是淬火?钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火的目的:1)提高金属成材或零件的机械性能。
例如:提高工具、轴承等的硬度和耐磨性,提高弹簧的弹性极限,提高轴类零件的综合机械性能等。
2)改善某些特殊钢的材料性能或化学性能。
如提高不锈钢的耐蚀性,增加磁钢的永磁性等。
2. 什么是回火?回火是将淬火后的金属成材或零件加热到某一温度,保温一定时间后,以一定方式冷却的热处理工艺,回火是淬火后紧接着进行的一种操作,通常也是工件进行热处理的最后一道工序,因而把淬火和回火的联合工艺称为最终处理。
淬火与回火的主要目的是:1)减少内应力和降低脆性,淬火件存在着很大的应力和脆性,如没有及时回火往往会产生变形甚至开裂。
2)调整工件的机械性能,工件淬火后,硬度高,脆性大,为了满足各种工件不同的性能要求,可以通过回火来调整,硬度,强度,塑性和韧性。
3)稳定工件尺寸。
通过回火可使金相组织趋于稳定,以保证在以后的使用过程中不再发生变形。
4)改善某些合金钢的切削性能。
3.什么是正火?正火是一种改善钢材韧性的热处理。
将钢构件加热到Ac3温度以上30〜50℃后,保温一段时间出炉空冷。
主要特点是冷却速度快于退火而低于淬火,正火时可在稍快的冷却中使钢材的结晶晶粒细化,不但可得到满意的强度,而且可以明显提高韧性(AKV值),降低构件的开裂倾向。
一些低合金热轧钢板、低合金钢锻件与铸造件经正火处理后,材料的综合力学性能可以大大改善,而且也改善了切削性能。
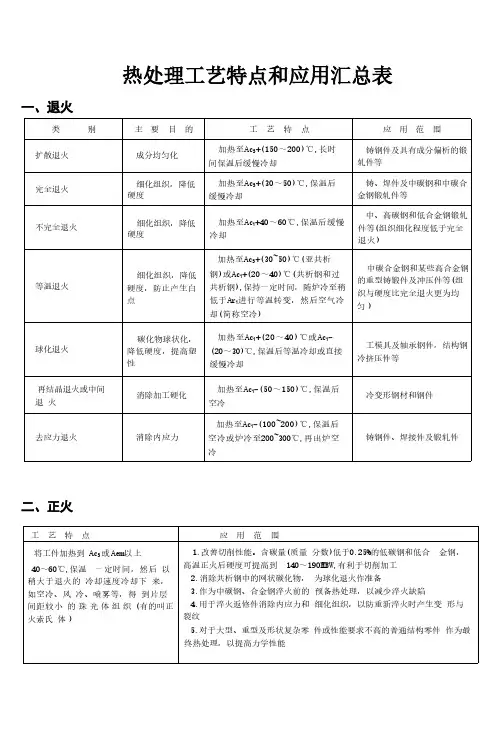
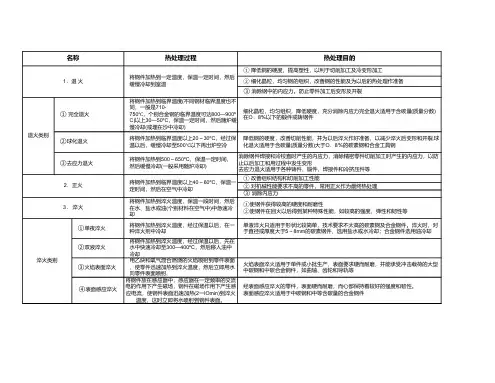
热处理工艺特点和应用汇总表一、退火类别主要目的工艺特点应用范围扩散退火成分均匀化加热至Ac₃+(150~200)℃,长时间保温后缓慢冷却铸钢件及具有成分偏析的锻轧件等完全退火细化组织,降低硬度加热至Ac₃+(30~50)℃,保温后缓慢冷却铸、焊件及中碳钢和中碳合金钢锻轧件等不完全退火细化组织,降低硬度加热至Ac₁+40~60℃,保温后缓慢冷却中、高碳钢和低合金钢锻轧件等(组织细化程度低于完全退火)等温退火细化组织,降低硬度,防止产生白点加热至Ac₃+(30~50)℃(亚共析钢)或Ac₁+(20~40)℃(共析钢和过共析钢),保持一定时间,随炉冷至稍低于Ar₁进行等温转变,然后空气冷却(简称空冷)中碳合金钢和某些高合金钢的重型铸锻件及冲压件等(组织与硬度比完全退火更为均匀)球化退火碳化物球状化,降低硬度,提高塑性加热至Ac₁+(20~40)℃或Ac₁-(20~30)℃,保温后等温冷却或直接缓慢冷却工模具及轴承钢件,结构钢冷挤压件等再结晶退火或中间退火消除加工硬化加热至Ac₁-(50~150)℃,保温后空冷冷变形钢材和钢件去应力退火消除内应力加热至Ac₁-(100~200)℃,保温后空冷或炉冷至200~300℃,再出炉空冷铸钢件、焊接件及锻轧件二、正火工艺特点应用范围将工件加热到Ac₃或Aem以上40~60℃,保温一定时间,然后以稍大于退火的冷却速度冷却下来,如空冷、风冷、喷雾等,得到片层间距较小的珠光体组织(有的叫正火索氏体)1.改善切削性能。
含碳量(质量分数)低于0.25%的低碳钢和低合金钢,高温正火后硬度可提高到140~190HBW,有利于切削加工2.消除共析钢中的网状碳化物,为球化退火作准备3.作为中碳钢、合金钢淬火前的预备热处理,以减少淬火缺陷4.用于淬火返修件消除内应力和细化组织,以防重新淬火时产生变形与裂纹5.对于大型、重型及形状复杂零件或性能要求不高的普通结构零件作为最终热处理,以提高力学性能三、淬火类别工艺过程特点应用范围单液淬火工件加热到淬火温度后,浸入一种淬火介质中,直到工件冷至室温为止优点是操作简便,缺点是易使工件产生较大内应力,发生变形,甚至开裂适用于形状简单的工件,对于碳钢工件,直径大于5mm的在水中冷却,直径小于5mm的可以在油中冷却;对于合金钢工件,大都在油中冷却双液淬火加热后的工件先放入水中淬火,冷却至接近Ms点(300~200℃)时,从水中取出立即转到油中(或放在空气中)冷却利用冷却速度不同的两种介质,先快冷躲过奥氏体最不稳定的温度区间(650~550℃),至接近发生马氏体转变(钢在发生体积变化)时再缓冷,以减小内应力和变形开裂倾向主要适用于碳钢制成的中型零件和由合金钢制成的大型零件分级淬火工件加热到淬火温度,保温后,取出置于温度略高(也可稍低)于Ms点的淬火冷却剂(盐浴或碱浴)中停留一定时间,待表里温度基本一致时,再取出置于空气中冷却1.减小了表里温差,降低了热应力2.马氏体转变主要是在空气中进行,降低了组织应力,所以工件的变形与开裂倾向小3.便于热校直4.比双液淬火容易操作此法多用于形状复杂、小尺寸的碳钢和合金钢工件,如各种刀具。
普通热处理工艺处理过程和目的普通热处理工艺处理过程和目的一、热处理工艺概述热处理是指通过加热、保温和冷却等一系列工艺,改变金属材料的内部组织结构和性能的一种工艺。
热处理可以使金属材料达到强度、韧性、硬度、耐腐蚀性等方面的要求。
二、普通热处理工艺分类普通热处理工艺主要分为退火、正火、淬火和回火四种。
1. 退火退火是指将金属材料加热到一定温度,然后缓慢冷却至室温以下。
退火可以改善金属的塑性和韧性,减少内部应力,提高加工性能。
2. 正火正火是指将金属材料加热到一定温度,然后在空气中自然冷却。
正火可以提高金属的硬度和强度,增加耐磨性。
3. 淬火淬火是指将金属材料加热到一定温度,然后迅速浸入水或油中进行冷却。
淬火可以使金属达到最高硬度和强度。
4. 回火回火是指将淬火后的金属材料加热到一定温度,然后冷却至室温以下。
回火可以消除淬火时产生的内部应力,提高韧性和强度。
三、普通热处理工艺流程1. 退火工艺流程(1)加热:将金属材料加热到一定温度。
(2)保温:保持一定时间,使金属材料内部组织结构发生改变。
(3)冷却:缓慢冷却至室温以下。
2. 正火工艺流程(1)加热:将金属材料加热到一定温度。
(2)保温:保持一定时间,使金属材料内部组织结构发生改变。
(3)冷却:在空气中自然冷却。
3. 淬火工艺流程(1)加热:将金属材料加热到一定温度。
(2)保温:保持一定时间,使金属材料内部组织结构发生改变。
(3)淬火:迅速浸入水或油中进行冷却。
4. 回火工艺流程(1)淬火:将金属材料进行淬火处理。
(2)加热:将淬火后的金属材料加热到一定温度。
(3)保温:保持一定时间,使金属材料内部组织结构发生改变。
(4)冷却:缓慢冷却至室温以下。
四、普通热处理工艺注意事项1. 加热温度要控制好,过高或过低都会影响热处理效果。
2. 保温时间要足够长,以保证金属材料内部组织结构发生改变。
3. 冷却方式也要控制好,不同的冷却方式对金属材料的性能有不同的影响。
热处理的种类及热处理的目的热处理,听上去是不是有点复杂?其实啊,它就像给金属做了一场“美容”,让它变得更坚固、更耐用。
咱们的生活中到处都能见到热处理的影子。
比如说,那把闪闪发光的刀具,没经过热处理可不行,可能刚用一段时间就得开溜。
这热处理的种类可多了,主要分为几类,先说说退火。
退火就像给金属喝杯热茶,慢慢降温,让它心情放松,不再那么紧张。
这种方法能消除金属内部的应力,提升它的韧性,简直是个温暖的“心灵鸡汤”啊。
再来聊聊淬火。
淬火可不是什么好听的名词,它就是把金属在高温下加热后,迅速放进冷水或油里,像极了跳水比赛的选手,咕噜噜一声,水花四溅。
这一番操作可不简单,金属瞬间从“热情似火”变成了“冷酷无情”,硬度那是杠杠的。
可是呢,变硬了也就意味着变脆了,所以这时候得加个回火,给它再来点热量,调调温度,保持它的韧性和硬度,真是一门艺术。
还有个叫正火的过程,听起来是不是很像个温和的人?没错,正火的确是个“好人”,它通过加热和空气冷却,让金属的组织变得均匀,改善它的机械性能。
感觉像是在给金属做个“全身按摩”,松松筋骨,活血化瘀,结果它不仅强壮,连外观也变得光鲜亮丽,真让人赞不绝口。
说到这里,大家可能觉得热处理就只是让金属变硬、变韧,其实不然,热处理还有其他目的,比如改善耐磨性、抗腐蚀能力等。
你知道吗?那一根看似普通的钢铁杆,经过热处理后可以耐得住岁月的侵蚀,简直是“钢铁侠”的真实版。
想想那些高楼大厦,经过热处理的钢筋,撑起了我们的生活,真是“任凭风吹雨打,依然屹立不倒”的壮丽景象。
热处理的魅力不仅仅在于它的技术,更多的是它背后那种对品质的追求。
无论是家里的厨房用具,还是工地上的重型设备,都离不开热处理的身影。
我们常常说“细节决定成败”,这话用在热处理上再合适不过。
细微的温度变化,恰到好处的冷却速度,都会影响到金属的最终表现,真是让人感叹科技的神奇。
热处理的过程也并不是一帆风顺。
时不时地,它会给操作者带来些小麻烦,比如设备故障、温度控制不当等等。
化学热处理的工艺方法、用途与目的名称工艺方法用途与目的渗碳将工件置于渗碳介质中,加热到900~950℃保温,使碳原子渗入工件表层的过程。
渗碳后必须淬火及低温回火,使工件表层获得回火马氏体和碳化物组织,硬度为56HRC~65HRC,而心部随钢种和工件尺寸不同呈低碳马氏体、屈氏体或索氏体等组织,硬度在20HRC~45HRC。
渗碳有固体、液体、气体三种方法,而广泛采用的是气体渗碳,具有渗层质量好,渗速快,劳动条件好,宜大量或批量生产的特点。
工件非渗部位,可镀铜或涂料保护防渗,也可预料加工余量,渗碳后再切削加工除去。
目的是提高钢表层的硬度和耐磨性,而心部仍保持良好塑性和韧性。
广泛用于要求能承受冲击载荷的耐磨零件,如汽车、拖拉机、齿轮等。
常用钢材为含碳量为0.15%~0.25%的渗碳钢,如15、20、20Cr、20CrMnTi、12CrNi3、18Cr2Ni4W等。
渗碳层的含碳量一般为0.8%~1.1%,并具有合理的浓度梯度。
渗碳层深度根据工件尺寸及要求而定,一般为0.2mm~2.5mm,按载荷情况近似为:低载荷--<0.5mm;较大载荷—0.5~1.0mm;重载荷—1.0~1.5mm;超重载荷—>1.5mm。
氮化气体氮化将工件置于渗氮气氛中,加热到500~600℃,使工件表面渗入氮原子形成氮化物的过程。
为了保证工件心部的力学性能,氮化前应进行调质等热处理。
氮化后不再需要进行淬火、回火处理,因此变形很小,只需进行精磨或研磨抛光即可。
目的是提高表面硬度(HV≧850)、耐磨性、耐蚀性和热硬性,而使心部保持良好塑性和韧性。
氮化广泛用于各种高速传动精密齿轮;高精度机床主轴,如镗杆、磨床主轴;在变向负荷工作条件下要求很高疲劳强度的零件,如高速柴油机轴;以及要求变形很小和在一定抗热、耐蚀工作条件下的耐磨件,如发动机气缸、阀门等。
氮化用钢通常是含Al 、Cr 、Mo 等合金元素的合金钢,典型钢中是38CrMoAlA ,其他如40Cr 、42CrMo 、50CrV 、12Cr2Ni4A 等,也可用于氮化,但硬度较低。
常用熱處理之種類及其目的一、正常化(Normalizing)種類:1.普通正常化2.二段正常化3.二次正常化4.恆溫正常化目的:1.消除加工產生的不良組織,使鋼材常態化,以利往後製程。
2.使粗化晶粒微細化,改善機械性質。
二、退火(Annealing)種類:1.擴散退火2.完全退火3.恆溫退火4.低溫退火5.弛力退火6.球化退火目的:1.使合金成分擴散均質化。
2.調整組織。
3.軟化以改善常溫加工性、被削性。
4.消除應力。
5.碳化物球化,以改善加工性及機械性質。
6.消除氫脆性。
三、淬火(Quenching)種類:1.普通淬火2.時間淬火(中斷淬火)3.麻回火(美)4.沃斯回火目的:•硬化,即強化鋼材。
四、深冷處理(Subzero Treatment)殘留沃斯田鐵的害處:1.淬火硬度不良(不足、不均)2.耐磨性差3.淬火變形量大4.使用中之尺寸安定性變差,甚或破損目的:•將淬火後的殘留沃斯田鐵,經過0℃以下的處理,使之變態為麻田散鐵。
五、回火(Tempering)種類:1.低溫回火2.高溫回火目的:1.消除淬火麻田散鐵之應力2.組織安定化3.調整機械性質(即強韌性)六、感應硬化(Induction hardening)種類:1.高週波感應硬化2.中週波感應硬化3.低週波感應硬化目的:•利用高頻率電流的感應加熱作用,爾後施予淬火硬化。
使鋼材表面硬化,且產生表面壓縮應力,提高工件之耐疲勞性。
七、滲碳處理(Carburizing)種類:1.固體滲碳2.液體滲碳3.氣體滲碳目的:1.提高表面硬度及耐磨性2.提高工件之耐疲勞性八、氮化處理(Nitriding)種類:1.固體氮化2.液體氮化3.氣體氮化。
热处理工艺有哪些1.退火操作方法:将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
2.正火操作方法:将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
3.淬火操作方法:将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
目的:淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
应用要点:1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
4.回火操作方法:将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
目的:1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
应用要点:1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。