煅制工艺规程
- 格式:doc
- 大小:116.00 KB
- 文档页数:11
常规中药前处理煅制药材岗位操作规程目的:建立煅制工作程序,保证煅制工作规范有序,避免差错,确保药品质量。
范围:适用于前处理车间煅制的生产操作。
职责:车间主任、设备管理部门、设备操作人、设备保养员。
内容:1、生产准备:1.1操作人详细阅读批生产指令。
1.2 检查煅炉状况,应有正常状态标志。
1.3 检查煅炉、容器具清洁,应有清洁状态标志。
2、生产操作:2.1 到待炮制净药材中转间领取药材,核对品名、批号、规格、数量。
2.2 点试煅炉(一开一关),煅炉无阻碍时,再重心开起煅炉使煅炉正常运转。
2.3 打开煅炉的液化汽管道的控制阀,顺次打开点火开关,火点着后,将火候调到猛火。
2.4 煅筒烧热后,打开进药炉门,将100.0㎏煅药投入煅筒(煅药约占煅筒体积2/3)。
投完煅药后关好时药炉门进行翻煅。
2.5 约煅4小时,煅药筒开到倒转,加开煅炉出药炉门,放出适量的药材着,块状蛎内部洁白,易酥脆已煅透,赤石脂内外红透已煅透。
将煅药全部放出,装入不锈钢槽推车里。
药放完后,煅炉开到正转后进行煅制下锅药。
2.6 放出部分药材看时,如没有煅透时,把放出的药材投入锅内继续煅,每隔15分钟放出来看一次煅药,直到煅透为止。
3、生产结束:3.1 给不锈钢槽推车挂上药品状态标志(包括品名、批号、数量、规格),送到晾药间晾凉。
3.2 当日生产完毕清场:3.2.1 清扫地面的外包装和废弃状态标志等废弃物送到场外指定的场所。
3.2.2 用毛刷刷去煅药机外壁的灰尘。
3.2.3 煅药机的外壁用湿抹布抹尽灰尘后,再用干抹布抹干外壁的水。
3.2.4 生产工具送到清洗间清洗。
4、注意事项:4.1 煅药机煅完药后,将火熄灭。
再空转约30分钟后,停止运转。
冷至常温后,用高压水枪将煅筒内的残留药冲洗干净。
冲洗干净后,再用干抹布擦干水。
4.2如遇停电,应立即熄灭炉火。
——————————————。
目的:建立煅制工序标准操作规程,统一规范煅制工序的操作,保证中药饮片生产的均一性。
范围:适用于本公司中药饮片车间煅制工序。
职责:煅制岗位操作人员对执行本规程负责,上、下工序操作人员、车间主管及车间QA对执行本规程相关内容负责,车间QA负责监督本规程的执行。
内容:1.生产前准备:1.1. 复核清场清洁情况,确认无上次遗留物。
1.1.1. 确认生产场地无与本批生产相关的文件及杂物。
1.1.2. 检查煅制室门上的状态标示牌是否为“清场清洁合格证”,证上是否有车间QA的签字,是否在有效期内。
1.1.3. 车间QA按《生产场地清场清洁操作规程》复核清场清洁情况。
1.2. 接受生产指令:1.2.1. 接受“批生产指令”、“煅制生产记录”、“中间产品标签”等文件。
1.2.2. 仔细阅读“批生产指令”、“煅制生产记录”,清楚了解生产的产品名称、产地、批号、批量、使用设备及操作规程,工艺参数及要求、注意事项等煅制操作指令。
1.3. 物料准备:1.3.1. 根据指令到上一工序领取待煅制物料。
1.3.2. 阅读中间产品标签上的内容,核对其品名、产地、批号是否与生产指令相符,数量是否与实物相符,是否有车间QA的签名及日期。
1.3.3. 检查待煅制物料是否超过最长加工期限,是否霉变有异味。
1.3.4. 根据生产指令领取周转容器,清点的同时检查是否已清洁干净,有无破损。
1.3.5. 将待煅制物料、周转容器分别运到煅制室,置于指定位置。
1.3.6. 领取煅制物料的同时,把本批的“生产记录”文件夹带到煅制室,置于记录台上。
1.4. 设备检查:1.4.1. 根据《煅药锅操作及维护保养操作规程》检查煅药锅。
1.4.2. 合上电源开关后,打开炒药机或煅药锅的电源开关,检查该设备空车运行情况是否有异常响声,是否运行正常。
1.4.3. 根据生产指令设定煅药锅的煅制温度和煅制时间。
1.5. QA确认并发证:1.5.1. 操作人员认为准备工作就绪后,向车间QA申请检查。
目录2、生产工艺流程4、质量监控:见“SCGL509301 煅牡蛎生产关键工序质量监控要点”。
5、原辅料、半成品、成品质量标准5.1 牡蛎原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 煅牡蛎中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 煅牡蛎成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:煅牡蛎规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401一般生产区环境卫生管理规程”, 7.2 生产区清洁工作要求:执行“CSSOP000301一般生产区厂房清洁规程”, 7.3 生产区人员卫生要求:执行“SCGL000101一般生产区个人卫生规程”, 7.4 生产区工作服管理要求:执行“SCGL005701一般生产区工作服管理规程”9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
在确保一切准备工作就绪后方可开机,以防轧手等事故发生。
10.4 设备定期保养,严格按设备维护保养管理制度操作使用。
10.5 拣选、切药、干燥、筛分等产尘、产湿岗位应有除尘排湿装置。
11、劳动组织和岗位定员11.1 劳动组织11.1.1 由生产制造部下达生产指令,车间依此组织生产。
生产工艺规程菏泽健民中药饮片有限公司目的:为饮片煅制法生产提供符合要求的生产工艺,规范饮片煅制操作,严格工艺管理,特制订本规程。
范围:本规程适用于饮片煅制法生产操作。
责任:生产车间、生产部、质量部。
内容:一、产品概述(一)产品名称、性状(二)煅制工艺简介1、定义;将药物直接放于无烟炉火中或适当的耐火容器内煅烧的方法。
将药物煅红后,趁炽热投入规定的液体辅料中淬之,称为煅淬法。
2、煅制目的:药物经过高温短少后,药物质地、药性、功效发生变化,使药品疏松,利于粉碎和使有效成分易于溶出,减少或消除副作用,从而提高疗效或产生新的疗效。
3、适用范围:主要适用于矿物类药材,以及质地坚硬的药物,如贝壳类、化石类等。
此外闷煅法多用于制备某些植物类和动物类药物的炭药。
4、煅制要求:煅制时要掌握药物粒度的大小和煅制温度、煅制时间关系,注意药物受热要均匀,掌握煅至“存性”的质量要求,植物类要特别注意防止灰化。
矿物类及其他类药物均需煅至体松质脆的标准。
5、煅制分类:明煅法、煅淬法、闷煅法。
5.1明煅法:煅制时不隔绝空气的方法。
本法适用于除闷煅以外的一切药物。
5.2煅淬法:将药物按明煅法煅烧至红透后,立即投入规定的液体辅料中骤然冷却的方法。
煅后的操作程序称为淬,所用的液体辅料称为淬液。
常用淬液有醋、酒、药汁等。
5.3闷煅法:药物在缺氧条件下煅烧成炭的方法。
适用于煅制质地疏松、炒炭易炭化及某些药材在制备过程中需要综合制炭的药物。
(三)煅制方法1、明煅法1.1目的:使药物质地酥脆;除去结晶水,如白矾、硼砂等;使药物有效成分易于煎出,如含碳酸钙类矿物药等。
1.2操作方法1.2.1敞煅法:将药物直接放入煅锅内,用武火加热煅制。
多用于含结晶水的易熔矿物类药。
如白矾等。
1.2.2炉膛煅:质地坚硬的矿物药,直接放于炉火中煅至红透,取出放凉。
煅后易碎或煅时爆裂的药物需装入耐火容器或适宜容器内煅透,放凉。
1.2.3平炉煅:将药物置炉膛内,武火加热并用鼓风机促使温度迅速升高和升温均匀。
自由锻造工艺规程的编制及举例制定自由锻工艺规程的过程就是自由锻工艺设计的过程。
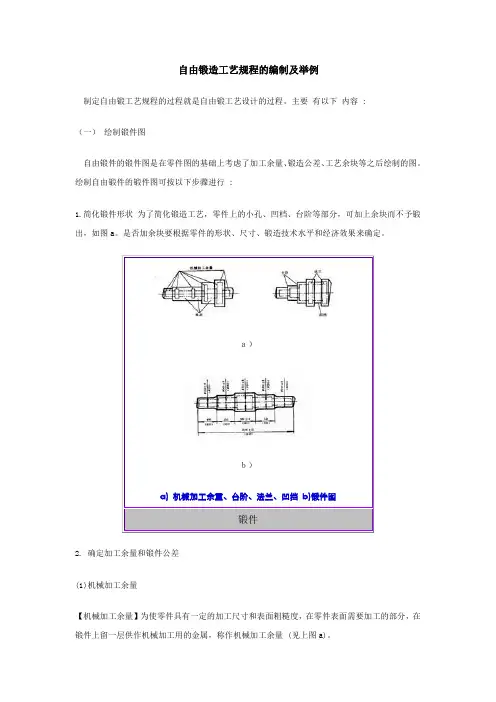
主要有以下内容 :(一)绘制锻件图自由锻件的锻件图是在零件图的基础上考虑了加工余量、锻造公差、工艺余块等之后绘制的图。
绘制自由锻件的锻件图可按以下步骤进行 :1.简化锻件形状为了简化锻造工艺,零件上的小孔、凹档、台阶等部分,可加上余块而不予锻出,如图a。
是否加余块要根据零件的形状、尺寸、锻造技术水平和经济效果来确定。
a)b)a) 机械加工余量、台阶、法兰、凹挡b)锻件图锻件2. 确定加工余量和锻件公差(1)机械加工余量【机械加工余量】为使零件具有一定的加工尺寸和表面粗糙度,在零件表面需要加工的部分,在锻件上留一层供作机械加工用的金属,称作机械加工余量 (见上图a)。
(2) 余块【余块】为简化锻件外形及锻造过程,在锻件的某些地方和添一些大于机械加工余量的金属,这种加添的金属称作余块 (见上图a)。
(3)锻件公差【锻件公差】锻件实际尺寸与基本尺寸之间所允许的误差。
公差值的大小是根据锻件形状、尺寸并考虑生产的具体情况而定的。
3.绘制锻件图在锻件图上,规定用粗实线绘出锻件的形状。
为了便于了解零件的形状和检查锻件的实际加工余量,在锻件图上还要用双点划线绘出零件的主要形状,如图10-27b。
(二)计算坯料质量与尺寸【坯料质量】坯料质量可按下式计算G 坯料 =G 锻件 +G 烧损 +G 料头式中 G 坯料——坯料质量G 锻件——锻件质量G 烧损——加热时由于坯料表面氧化而烧损的质量。
第一次加热取被加热金属的2~3%,以后每次加热取1.5~2.0%G 料头——在锻造过程中冲掉或切掉的那部分金属的质量。
如冲孔时坯料中部的料芯,修切端部的料头等。
当锻造大型锻件时,如采用钢锭作坯料,还要考虑应切掉的钢锭头部和尾部的质量。
2.坯料尺寸根据坯料质量即可确定坯料尺寸。
在计算坯料尺寸前,先要考虑锻造比。
【锻造比】是指坯料在锻造前后的断面积的比值。
对于拔长工序来说,其锻造比 R d 可按下式计算:R d =A 0 /A 1 或 L 1 /L 0式中 A 0 、 A 1 ——拔长前、后坯料的断面积;L 0 、 L 1 ——拔长前、后坯料的长度。
锻工工艺操作规程遵义钛厂管理体系文件文件名称:遵义盛钛机械设备制造有限公司技术标准发布单位:遵义盛钛机械设备制造有限公司受控状态:分发号:QB/ZT-TC-JS-JX. 05. ZH -2011 文件编号文件拟制人拟制日期文件审核人审核日期文件签发人签发日期文件实施日期序号文件名称编号QB/ZT-TC-JS-JX. 05. ZH. 01 -2011 锻丄工艺操作规程QB/ZT-TC-JS-JX. 05. ZH. 02 -2011 热处理工艺技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 03 -2011 钳工工艺技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 04 -2011 电丄工艺技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 05 -2011 钏丄技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 06 -2011 焊工技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 07 -2011 工程作业钏、焊工技术规程QB/ZT-TC-JS-JX. 05. ZH. 08 -2011 精加工工艺技术操作规程QB/ZT-TC-JS-JX. 05. ZH. 09 -2011 反应器加丄制作工艺QB/ZT-TC-JS-JX. 05. ZH. 10 -2011 10复合板反应器加丄制作工艺1112 13 14 15 16 17锻工工艺操作规程1.工作前认真看懂图纸,根据图纸技术要求选用锻工设备、工具。
2.熟悉所用设备的结构、性能、工作状态要求及安全操作规程。
3.各种材料锻造加热温度标准1)Q235钢锻造温度为780-1050?2)45#钢锻造温度为780-1100?3)不锈钢锻造温度为830-1150?)T8钢锻造温度为800-1150? 4钢材加热时,要加热均匀,内外温度一致。
4.拔长时原料外圆尺寸应大于方形工件尺寸的1. 4倍,钳口要与夹持部吻合。
变形要均匀,给进量要大于压缩量。
锻件厂自由锻工艺规程的制定一、自由锻工艺规程制订的原则及内容制订自由锻工艺规程的原则:必须结合生产实际条件、设备能力和技术水平等,所编制的工艺先进,能满足产品的全部技术要求;在保证质量的前提下,力求提高生产率、节约金属材料消耗,经济合理。
自由锻工艺规程包括下列内容:根据零件图绘制锻件图;确定坯料的材料、质量和尺寸;制订变形工艺及选取工具;选取锻造设备吨位;确定锻造温度范围,制订坯料加热和锻造后锻件冷却规范;制订锻件热处现工艺规范;提出锻件的技术要求和检验结果;填写工艺规程卡片等。
二、自由锻锻件图的制订与绘制自由锻锻件图是在零件图基础上考虑加工余量、锻件公差、锻造余块、检验试样和工艺夹头等因素而绘制而成的图。
1.机械加工余量一般锻件的尺寸精度和表面质量达不到图纸要求,需要机械加工,在零件表面需要加工的部分,锻件表面留有一层机械加工用的金属,称为机械加工余量。
加工余量的大小与零件的形状尺寸、加工精度、表面要求、锻造加热质量、设备工具精度和操作技术水平有关,对于非加工面,可无需加放加工余量。
2.锻件公差锻造生产中,由于锻造温度、锻造设备及其操作者技术水平的影响。
锻件的实际尺寸达不到公称尺寸,允许有一定的偏差,称为锻件公差。
通常锻造公差为加工余量的1/4~1/3。
3.锻造余块对于锻件上较小的孔、狭窄的凹挡、直径差较小而长度不大的台阶等难锻造的地方,通常都需填满金属,而不锻造出,通过后续机械加工办法加工成形,把锻造时这部分附加的金属称为锻造余块。
显然加放锻造余块,会增加机械加工工时和消耗金属材料,是否加放锻造余块,要根据零件形状、锻造技术水平加工成本等决定。
4.检验试样和工艺夹头对于某些有特殊要求的锻件,须在锻件适当的部位添加供检验锻件内部组织和力学性能的试样余块,以利于检验锻件组织和进行力学性能测试。
为便于热处埋及其机械加工的吊挂和夹持定位,在锻件的适当位置增加部分工艺夹头。
5.绘制锻件图机械加工余量、公差和各种锻造余块确定后可绘制锻件图。
1、目的、范围及责任1.1、目的:建立煅牡蛎饮片生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
1.2、适用范围:本工艺规程适用于牡蛎炮制的全过程,是各部门共同遵循的技术准则。
1.3、责任:生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产部、质量管理部负责监督该规程的实施。
2、产品概述2.1药品名称品名:牡蛎汉语拼音: Muli2.2药材来源本品为牡蛎科动物长牡蛎Ostrea gigas Thunberg、大连湾牡蛎 Ostrea talienwhanensis Crosse或近江牡蛎Ostrea rivularis Gould的贝壳。
全年均可捕捞,去肉,洗净,晒干。
2.3功能主治:重镇安神,潜阳补阴,软坚散结。
用于惊悸失眠,眩晕耳鸣,瘰疠痰核,癥瘕痞块。
煅牡蛎收敛固涩,制酸止痛。
用于自汗盗汗,遗精滑精,崩漏带下,胃痛吞酸。
2.4性味与归经:咸,微寒。
归肝、胆、肾经。
2.5性状:本品为不规则粗粉,灰白色,质酥脆。
2.6商品名:煅牡蛎2.7 等级/规格:统2.8 包装规格:聚乙烯袋装,250g/500g/袋。
2.9 复验期:暂定12个月。
2.10贮藏:置干燥处。
3、法定制法和依据3.1法定制法:洗净,干燥,;取净药材置于煅药锅内,用武火锻至红透或酥脆,取出,放凉。
3.2依据:《中国药典》2015年版。
3.3批量:35kg3.4所用的原辅料清单和处方量:4、5、生产操作过程 5.1领料车间领料人根据生产指令开具领料单,经车间主任审批签字后,领料人凭领料单去仓库领料,领料时应同发料人一起复核所领物料的品名、批号、数量、质量,然后双方在领料单上签字。
外包装应无破损、受潮、水渍、霉变、鼠咬等现象,如不符合质量要求可拒绝领料,并向有关质量人员反映,待解决后领取。
5.2 净选5.2.1净选准备5.2.1.1仔细阅读批生产指令;5.2.1.2检查净选间清场状态标志;5.2.1.3检查设备状态标志;5.2.1.4检查生产用容器、用具清场状态标志;5.2.1.5领取净选牡蛎并核对品名、规格、数量等是否与生产指令一致;5.2.1.6以上各项检查合格后,将清洁状态标志清除,悬挂生产状态标志;开始净选操作。