总装工艺流程图
- 格式:doc
- 大小:78.00 KB
- 文档页数:7

电子整机装配工艺规程1 整机装配工艺过程1.1 整机装配工艺过程整机装配工艺过程即为整机的装接工序安排,就是以设计文件为依据,按照工艺文件的工艺规程和具体要求,把各种电子元器件、机电元件与结构件装连在印制电路板、机壳、面板等指定位置上,构成具有一定功能的完整的电子产品的过程。
整机装配工艺过程根据产品的复杂程度、产量大小等方面的不同而有所区别。
但总体来看,有装配准备、部件装配、整件调试、整机检验、包装入库等几个环节,如图3.1所示。
图3.1 整机装配工艺过程1.2流水线作业法通常电子整机的装配是在流水线上通过流水作业的方式完成的。
为提高生产效率,确保流水线连续均衡地移动,应合理编制工艺流程,使每道工序的操作时间(称节拍)相等。
流水线作业虽带有一定的强制性,但由于工作容简单,动作单纯,记忆方便,故能减少差错,提高功效,保证产品质量。
1.3整机装配的顺序和基本要求1) 整机装配顺序与原则按组装级别来分,整机装配按元件级,插件级,插箱板级和箱、柜级顺序进行,如图3.2所示。
图3.2 整机装配顺序元件级:是最低的组装级别,其特点是结构不可分割。
插件级:用于组装和互连电子元器件。
插箱板级:用于安装和互连的插件或印制电路板部件。
箱、柜级:它主要通过电缆与连接器互连插件和插箱,并通过电源电缆送电构成独立的有一定功能的电子仪器、设备和系统。
整机装配的一般原则是:先轻后重,先小后大,先铆后装,先装后焊,先里后外,先下后上,先平后高,易碎易损坏后装,上道工序不得影响下道工序。
2)整机装配的基本要求(1) 未经检验合格的装配件(零、部、整件)不得安装,已检验合格的装配件必须保持清洁。
(2) 认真阅读工艺文件和设计文件,严格遵守工艺规程。
装配完成后的整机应符合图纸和工艺文件的要求。
(3) 严格遵守装配的一般顺序,防止前后顺序颠倒,注意前后工序的衔接(4) 装配过程不要损伤元器件,避免碰坏机箱和元器件上的涂覆层,以免损害绝缘性能。


批准:
审核
编制:
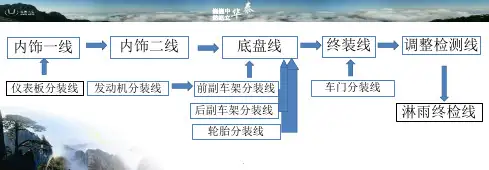
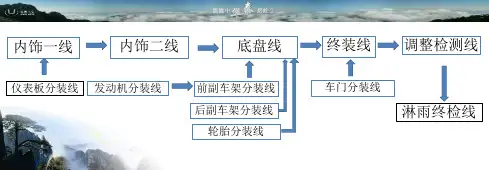
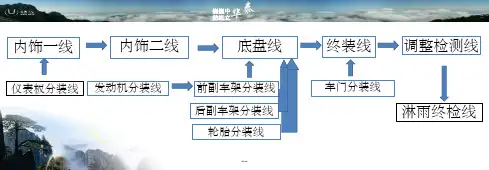
客车装配工艺流程图(底盘改制)
3、油管有无老化、裂纹存在,各总成管路及接头不能松动、漏油;
4、水箱有无破损、漏水现象;
二、主要项目:
1、检查并补足发动机冷却水;
主要质量要求:
一、底盘外观:
1、各个总成件是否齐全;
2、不能有破损、磨花、生锈、螺丝松矿、缺装弹簧垫;
1、底盘路试不少于30Km ;
2、发动机无异响、无漏油、漏水、漏气,制动不跑偏,传动轴不震动,整车无异响,温度正常;
2、检查发动机油、变速箱油、后桥油、方向机油按要求补足;
3、各黄油嘴重打润滑脂;
4、主要部件拧紧力矩;(附表一)(附表二)(附表三)
三、试车
★ 重要工序。
垃圾车总装工艺流程图垃圾车总装工艺流程图NTM1060 总装工艺流程1T行车1T行车工位:F11.发动机上线2.装变速器、起动机及变速机构支架3.安装离合器分泵及离合软管4.安装动力转向泵及涨紧轮5.安装空调压缩机支架、压缩机及皮带6.安装变速箱吊挂及车速传感器7.安装中央制动器8.安装小循环胶管及发动机搭铁线工位:F5组装油箱总成工位:F21.安装防溅板及发动机防溅板2.安装脚踏板及拉手3.安装支撑座支架及驾驶室支撑上座4.安装锁紧手柄总成及前翻左右锁止机构工位:Z1 1.车架上线2.安装发动机支架总成3.安装水箱支架总成4.安装消声器吊架5.安装转向助力散热器工位:Z21.安装前钢板弹簧2.安装后钢板弹簧3.安装前桥总成4.安装后桥总成5.车架翻转工位:Z31.安装前减震器总成2.安装后减振支架及后减振器总成3.安装方向机总成并连接直拉杆4.安装前后牵引钩5.安装备胎升降器工位;Z41.安装驾驶室后支座及车身搭铁线2.安装传动轴吊带及工具箱总成3.安装空滤器支架及空滤器总成工位:Z51.安装油箱支架2.安装燃油箱总成及管路3.安装电瓶架总成及电瓶正、负极线工位:Z61.安装制动及离合管路并固定2.安装底盘线束3.安装真空助力钢管4.安装电喇叭工位:Z71.吊装动力总成2.安装排气系统3.连接空滤波纹管及电瓶正极线工位:Z81.安装散热器总成并连接上下水管2.安装电子扇及支架并固定散热器3.3.连接真空助力、燃油及离合软管4.安装动力转向管路工位:Z91.安装传动轴2.安装空调冷凝器及干燥罐3.安装空调管路4.安装前支撑5.加注润滑油脂工位:Z101.吊装驾驶室总成2.连接方向机与转向芯轴3.安装变速操纵拉索4.安装油门及驻车制动拉索工位Z:111.连接发动机及底盘线束2.连接空调管路3.调整各车轮制动间隙4.调整变速、驻车拉索并安装护罩5.安装前轮挡泥板总成6.连接制动离合软管(六通)工位:Z121.加注制动液,排空制动及离合系统空气 2.加注燃油、冷却液及风窗洗涤液3.安装蓄电池4.后桥加油5.通电检查各电气部分。