轴径尺寸检测
- 格式:ppt
- 大小:3.28 MB
- 文档页数:86
1 实验一 光滑工件轴径尺寸的测量
一、实验内容
在立式光学比较仪或投影立式光学计上,以量块为基准,用比较测量法,测量光滑极限量规外径尺寸的实际偏差及合格性判断。
二、实验目的
1.了解光学比较仪的工作原理和结构。
2.熟悉测量技术中常用的度量指标和量块、量规的实际运用。
3.掌握光学比较仪的调整步骤和测量方法。
4.对测量数据能进行处理,作出正确的判断结论。
三、实验基本原理与方法
1.立式光学比较仪概述
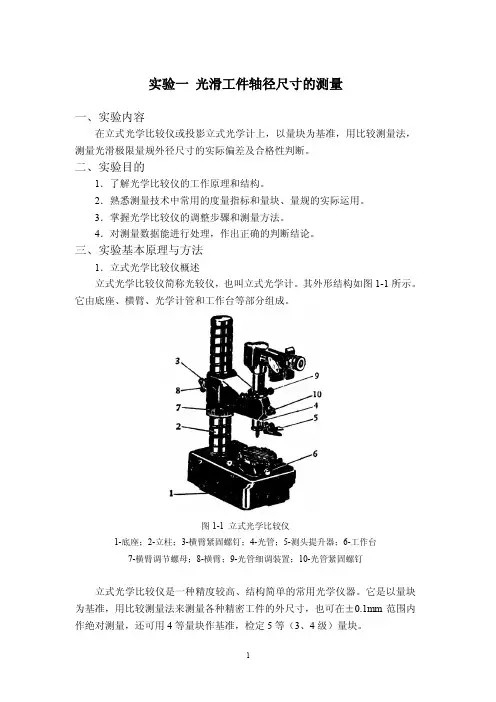
立式光学比较仪简称光较仪,也叫立式光学计。
其外形结构如图1-1所示。
它由底座、横臂、光学计管和工作台等部分组成。
图1-1 立式光学比较仪
1-底座;2-立柱;3-横臂紧固螺钉;4-光管;5-测头提升器;6-工作台
7-横臂调节螺母;8-横臂;9-光管细调装置;10-光管紧固螺钉
立式光学比较仪是一种精度较高、结构简单的常用光学仪器。
它是以量块为基准,用比较测量法来测量各种精密工件的外尺寸,也可在±0.1mm 范围内作绝对测量,还可用4等量块作基准,检定5等(3、4级)量块。
各种测量方法一、轴径在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。
二、孔径单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。
三、长度、厚度长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。
四、表面粗糙度借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。
五、角度1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。
孔轴配合尺寸检测实验报告
实验目的:检测孔轴配合尺寸是否符合要求。
实验仪器:千分尺、测角块、孔径微量计、外径测量仪。
实验步骤和结果:
1.使用外径测量仪测量孔轴的直径,结果为16.35 mm。
2.使用孔径微量计测量配合孔的直径,结果为16.40 mm。
3.将孔轴插入配合孔中,发现配合松紧度适中,无明显卡死或松动现象。
4.使用千分尺测量孔轴与机壳之间的间隙,结果为0.02 mm。
5.使用测角块检测孔轴插入配合孔后的倾斜角度,结果为小于0.05°。
实验结论:孔轴直径与配合孔直径之差为0.05 mm,符合配合要求。
孔轴与配合孔的松紧度适中,无松动或卡死现象。
孔轴与机壳之间的间隙小,倾斜角度小于0.05°,配合尺寸符合要求。
实验建议:在今后的生产中,要继续保持对孔轴配合尺寸的严格把控,确保产品质量的稳定性和可靠性。
尺寸检测1.轴类尺寸的检测方法方法一:量规法用量规检测轴径,不能得到具体数值,只能检测轴径尺寸合格与否。
其优点是精度高、检验效率高,在成批生产中广泛使用。
方法二:钢尺法直接用钢直尺进行测量,或者使用卡钳将工件尺寸与钢直尺进行比较。
方法三:卡尺法使用游标卡尺、千分尺、杠杆千分尺等对轴径进行直接测量。
方法四:测微仪法用各种测微仪、测微表与量块进行比较测量。
常用的测微仪(表)有百分表、千分表、扭簧比较仪、电感比较仪等。
方法五:仪器测量法可以用光学计、测长仪、工具显微镜等对轴径进行精密测量。
在工具显微镜上又分为影像法、轴切法、干涉法、灵敏杠杆法等。
在光学计、测长仪上测量可以分为绝对测量和相对测量。
立式光学计测量:用立式光学计测量工件外径,是按照相对测量法进行测量的。
先用组合好的尺寸L的量块组,将仪器的刻度尺调到零位。
再将被测工件放到测头与工作台面之间。
从目镜或投∆,那么被测工件的外径尺寸影屏中可以读出被测工件外径相对于量块组尺寸的差值L+=。
d∆LL⑴测头的选择测头有球形、平面形和刀口形三种。
根据被测零件的几何形状来选择,使测头与被测表面尽量满足点接触。
因此,测量平面或圆柱面时,选用球形测头;测量球面工件时,选用平面形测头;测量小于10mm的圆柱形工件时,选用刀口形测头。
⑵按被测工件外径的基本尺寸组合量块为了减少量块组合的累积误差,应力求使用最小的量块数,一般不超过4块。
每选择一块量块,至少要消去所需尺寸的最末一位数。
量块的正确使用:①选择量块,用竹夹子从量块盒里夹出所需用的量块;②清洗,首先用干净棉花擦洗,再用蘸上汽油的棉花擦洗,最后用绸布把汽油擦干;③组合,首先要搞清量块的测量面。
组合量块时要注意:大尺寸量块在中间,小尺寸量块放在两边,这样的量块组较稳固,而且变形较小。
⑶调整仪器零位①将量块组放置于工作台的中央,并使测头对准量块测量面的中央;②粗调节,松开横臂紧固螺钉,旋转粗调节螺母,直到目镜中看到标尺像,锁紧横臂紧固螺钉;③细调节,松开光管紧固螺钉,旋转微调手轮,从目镜中看到零位指示线,对准零位,锁紧光管紧固螺钉;拨动几次提升器,若此时零位指示线仍偏离零位线,则旋转零位调节手轮,使零位指示线准确对准零位;④抬起提升杠杆,取出量块。

教案实习训练二轴类零件的检测姓名:班级:学号:一、实训目的掌握千分尺、百分表的使用方法,测量轴类零件尺寸及径向圆跳动误差。
二、被测工件三、量具、工具千分尺、百分表、偏摆仪等四、量具的维护与保养(1)不可以把千分尺拿在手中任意挥动或摇转,这样会使精密的测微螺杆受到损伤。
(2)不能用千分尺测量正在旋转的工件或带有磁性的工件。
(3)百分表要轻拿轻放,上上好防锈油,放入指定的盒内(4)使用时表架要放稳,以免百分表跌落损坏。
(5)严防水、油等进入表内,不允许随便拆卸表的后盖。
(6)如果不是长期不用,测量杆不准涂凡士林或其他油类,以免影响测量杆移动的灵活性。
五、测量方法及步骤六、完成测量,判断零件合格性生产实习课题化教学教案首页教学环节教学内容与过程师生活动教学方法设计目的课堂组织:检查学生出勤、装束、精神状态。
师生互相问候。
调动学生激情,调节课堂气氛师生互动提醒学生做好上课准备一、复习旧知识1、游标卡尺的作用?答:可以测量外形尺寸、内径、深度。
2、万能角度尺组合测量范围有哪些?(1) 由基尺、角尺、直尺组合,可以测量可测量0°~50°(2) 由基尺、直尺组合,可以测量可测量50°~140°(3) 由基尺、角尺组合,可以测量可测量140°~230°(4) 由基尺可以测量可测量230°~320°二、导入新课1、播放视频2、思考一、轴类零件的用途是什么?思考二、如何判断轴类零件的合格性?思考问题回答提问积极响应启发式教学巩固已学知识,使学生在掌握旧知的基础上,拓展知识面,加强对旧知的应用,并由旧知导入新课,给学生设置悬念,明确新学知识的作用。
5一、外径千分尺1.外径千分尺结构外径千分尺如图所示,主要由尺架、固定测砧、测微螺杆、固定套筒、微分筒、测力装置、隔热片、锁紧装置等组成。
2. 刻线原理千分尺应用螺旋副的传动原理,将角位移转变为直线位移。
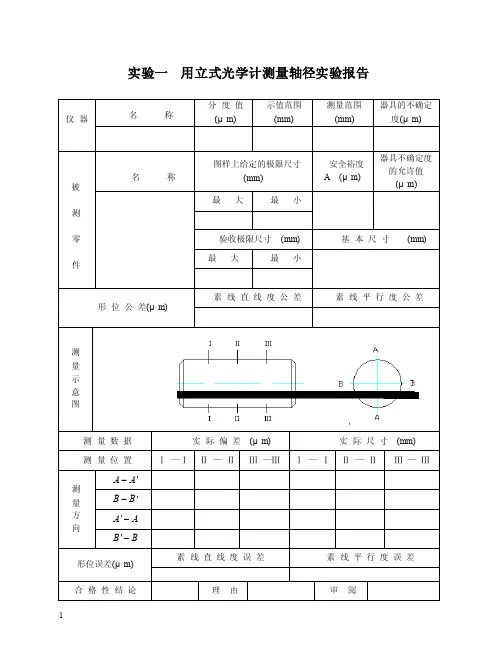
实验一用立式光学计测量轴径实验报告作图求直线度误差:35 3530 3025 2520 2015 1510 105 50 0ⅠⅡⅢⅠⅡⅢ-B-B'AA'35 3530 3025 2520 2015 1510 105 50 0ⅠⅡⅢⅠⅡⅢB-'A-'BA实验二用内径千分表测量孔径实验报告实验三表面粗糙度测量实验报告实验四直线度误差测量实验报告实验五平面度误差测量实验报告实验六跳动测量实验报告实验七齿轮测量7-1齿轮齿距与齿距累积偏差测量实验报告7-2 齿轮齿圈径向跳动测量实验报告7-3 齿轮齿厚偏差测量实验报告7-4 齿轮公法线长度偏差测量实验报告实验八螺纹测量残阳渐逝,血红冲天。
半是夕阳余光,半是狰狞血雨。
是的,血,到处都是冷腥的鲜血。
整个皇宫之内,血流成河,白玉理石全被洗涮成黑红之色,到处是断壁残肢,尸横一片,到处是厮杀后的痕迹。
“为什么?”百里冰左手紧捂着胸口,瞪大着眼睛看着对面十米敌对方处,挥手点兵之人。
那是她的未婚夫,她倾尽一生所爱之人。
亦是绝杀她百里一族,将她迫入绝境之人。
她不懂,为何倾尽所有的爱,换来的是百里一族的灭顶之灾。
台下之人仍是一身儒雅白衣,清俊的脸上,就连平日里对她宠溺的笑容都没有变过。
冷逸辰就这样含笑相对,却不肯多说只字片语。
权利?利益?她虽是寒月帝国唯一的继承人,可是她早已与身为寒月帝国帝皇的外公达成协议,她与冷逸辰成婚后,冷逸辰为帝,她为后,她会做好他的贤内助,她从来不是他成功之路上的绊脚石,他为何要如此对她?冷逸辰仍是气定神闲的坐在不远处,手中的白羽扇仍旧轻摇着,完全不惧百里冰眼中的怒意,只是仿佛没有听到她的问话般,仍一派温和之笑,却坚定的吐出一个字,“杀!”百里冰怒上心头。
手中剑气如虹,眼看便要破势而出,却听到远处传来震天动地,撕心裂肺的愤然吼声,“冷逸辰,我百里一族与你不死不休!”“噗!”百里冰同一时刻,一口鲜血狂喷而出,心脏之处传来剧痛。
曲轴轴径间隙(应油测试法和量具测量法)检测实训报告篇一:曲轴轴径间隙是汽车发动机运转中常见的问题,会导致发动机抖动、油耗增加、噪音增大等问题。
应油测试法和量具测量法是检测曲轴轴径间隙的主要方法。
本文将对这两种方法的原理、优缺点、适用范围进行详细介绍和对比。
一、应油测试法应油测试法是利用曲轴轴颈表面与凸轮轴轴颈表面的油液流动情况来检测曲轴轴径间隙。
该方法的原理是,在发动机运转时,通过测量曲轴轴颈和凸轮轴轴颈之间的油液流动情况,来检测曲轴轴径间隙。
具体步骤如下:1. 将发动机从停车位取出,并将其平稳地放置在桌面上。
2. 用一支长嘴钳将曲轴轴颈插入凸轮轴轴颈的孔中,确保曲轴轴颈和凸轮轴轴颈完全插入孔中。
3. 将发动机放在桌面上,并打开点火开关。
4. 缓慢地注入一定量的清洁曲轴轴颈油液,使其在曲轴轴颈和凸轮轴轴颈表面均匀流淌。
5. 等待一段时间,待曲轴轴颈和凸轮轴轴颈表面上的油液充分流动后,再次注入一定量的油液,使曲轴轴颈和凸轮轴轴颈表面上的油液达到要求的高度。
6. 再次等待一段时间,待曲轴轴颈和凸轮轴轴颈表面上的油液充分流动后,再次测量曲轴轴径间隙。
7. 测量结果以毫米为单位,记录下来。
应油测试法的优点是简单易行,不需要特殊设备,可以快速检测曲轴轴径间隙。
但其缺点是无法测量曲轴轴颈的直径变化,无法检测曲轴轴颈和凸轮轴轴颈表面磨损情况等,对于严重的曲轴轴径间隙问题,需要使用专业的测量工具和设备进行测量。
二、量具测量法量具测量法是利用专业的测量工具,如游标卡尺、万能测长仪等来测量曲轴轴径间隙。
该方法的原理是,通过将测量工具插入到曲轴轴颈和凸轮轴轴颈的孔中,测量工具的一端测量曲轴轴径间隙,另一端测量凸轮轴轴径间隙,从而计算出曲轴轴径间隙。
具体步骤如下:1. 将发动机从停车位取出,并将其平稳地放置在桌面上。
2. 用一支长嘴钳将曲轴轴颈插入凸轮轴轴颈的孔中,确保曲轴轴颈和凸轮轴轴颈完全插入孔中。
3. 将测量工具的一端插入曲轴轴颈的孔中,测量工具的另一端插入凸轮轴轴颈的孔中,直到测量工具的另一端到达极限位置。

各种测量方法一、轴径在单件小批生产中,中低精度轴径得实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴得实际尺寸与形状误差就是否合格;;高精度得轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径就是最常用得测量方法。
二、孔径单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔与精密孔等得测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。
三、长度、厚度长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等得厚度,用膜厚计、涂层测厚计检测刀片或其她零件涂镀层得厚度;用偏心检查器检测偏心距值, 用半径规检测圆弧角半径值,用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。
四、表面粗糙度借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成得金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高得表面;用电动轮廓仪可直接显示Ra0、025~6、3μm 得值;用某些塑性材料做成块状印模贴在大型笨重零件与难以用仪器直接测量或样板比较得表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模得表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法与激光光能法测量Ra0、01~0、32μm得表面粗糙度。
五、角度1.相对测量:用角度量块直接检测精度高得工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等得分度误差。
互换性与技术测量实验报告实验名称:直径尺寸测量——用比较仪测量轴径(实验1-1)指导地点实验日期指导教师班级小组成员报告人一、实验目的了解直径尺寸的测量方法,学会用机械比较仪进行间接测量尺寸,并具有处理测量误差和表达检测结果的能力。
二、实验设备及用具实验设备机械比较仪实验用具量块、被测工件(阶台轴)三、实验数据与测试结果仪器名称分度值(mm)示值范围(mm)测量范围(mm)被测零件名称图样上给出的尺寸(mm)验收用极限尺寸(mm)最大最小测量截面Ⅰ—ⅠⅢ—Ⅲ测量方向A—A` B—B` A—A` B—B`测量数据(实际偏差)(um)1 2 平均实际尺寸(mm)合格性结论理由成绩批阅人四、思考题1、用机械比较仪测量轴属于什么测量法?2、在同一位置作二次测量,为什么测得的值会不一样?五、体会与建议互换性与技术测量实验报告实验名称:直径尺寸测量——用内径百分表测量孔径(实验1-2)指导地点实验日期指导教师班级小组成员报告人一、实验目的了解内径尺寸的测量方法,学会用内径百分表进行间接测量尺寸,并具有处理测量误差和表达检测结果的能力。
二、实验设备及用具实验设备内径百分表实验用具内径百分表、千分尺、被测工件(轴套)三、实验数据与测试结果仪器名称分度值(mm)示值范围(mm)测量范围(mm)被测零件名称图样上给出的尺寸(mm)验收用极限尺寸(mm)最大最小测量截面Ⅰ—ⅠⅢ—Ⅲ测量方向A—A` B—B` A—A` B—B`测量数据(实际偏差)(um)1 2 平均实际尺寸(mm)合格性结论理由成绩批阅人四、思考题1、用内径百分表测量孔是否必须调零?调零位时为何要使指示表有一定的内压缩量?2、测量时,应注意些什么?为什么要摆动内径指示表?五、体会与建议互换性与技术测量实验报告实验名称:形位误差的测量——箱体孔轴线平行度误差测量(实验2-1)指导地点实验日期指导教师班级小组成员报告人一、实验目的了解形位误差的检测和基准的体现方法,掌握箱体孔轴线平行度误差的测量方法。
半成品(轴套、十字轴)全检规程产品质量是企业的生命,关乎企业的生存和发展,为了保证、提高产品质量,同时根据市场的要求及本公司的实际情况,,特制定如下检验规程:一、检验对象半成品产品的全检对象,主要是针对万向节的主件:十字轴、轴套磨加工的主要几何尺寸;十字轴包括长度和轴径;轴套包括外圆、内圆及内底平。
其他工序及相关产品的检验另行规定。
二、全检要求及方法根据产品尺寸要求制作标准件,通过器具及仪表对每个半成品的每道工序尺寸进行比较检测。
三、评判规定㈠十字轴1、长度:①长度在工艺图纸要求尺寸内为合格品;②长度超过工艺图纸要求上限为返修品;③长度超过工艺图纸要求下限0.02mm以内为可用品(不包括0.02mm);④长度超过工艺图纸要求下限0.02mm以外为报废品;2、轴径:①轴径在工艺图纸要求尺寸内为合格品;②轴径超过工艺图纸要求上限的为返修品;③轴径超过工艺图纸要求下限0.01mm以内为可用品(不包括0.01mm);④轴径超过工艺图纸要求下限0.01mm以外为报废品;⑤轴径锥度控制在0.005mm以内,椭圆度控制在0.004mm以内;㈡轴套1、外径:①在工艺图纸要求尺寸内为合格品;②超出工艺图纸要求尺寸上限0.004mm和下限0.005mm以内的为可用品(下限不包括0.005mm);③超出工艺图纸要求尺寸上限0.004mm以上为返修品;④超出工艺图纸要求尺寸下限0.005mm以上的为报废品;⑤椭圆度控制在0.002mm,锥度控制在0.004mm;2、内径:①在工艺图纸要求尺寸内为合格品;②超出工艺图纸要求尺寸下限一律为返修品;③超出工艺图纸要求尺寸上限0.015mm以内的为可用品(不包括0.015mm);④超出工艺图纸要求尺寸上限0.015mm-0.025mm为回用品(不包括0.025mm);⑤超出工艺图纸要求尺寸上限0.025mm以上为报废品⑥内径椭圆度控制在0.004mm,锥度控制在外径Φ40以下0.005mm,外径Φ40以上0.007mm以内;3、内底平:①在工艺图纸要求尺寸内为合格品;②超出工艺图纸要求尺寸上限0.01mm为返修品;③在工艺图纸要求尺寸上限0.01mm和下限0.02mm以内的为可用品(不包括0.02mm);④超出工艺图纸要求尺寸下限0.02mm-0.03mm的为回用品(不包括0.03mm);⑤超出工艺图纸要求尺寸下限0.03mm以上的为报废品;⑥底平平行度外径Φ40以上轴套0.02mm,外径Φ40以下轴套0.01mm;四、全检结果处理办法1、十字轴、轴套每道工序报废率为2‰,超出部分按原制度执行,批量报废另行规定;2、合格品:正常计件工资执行;3、可用品:①单批可用品在 15 %以内的,按正常工资计算;②单批可用品在 16 %以外的,超出部分按七折工价计酬;4、回用品不计工资,不扣工资;5、返修品一律返工,工价按一次计算。