刀具的加工工艺课件
- 格式:ppt
- 大小:7.48 MB
- 文档页数:11


一.刀具的现状与发展多年来,国内航空发动机制造企业通过型号技改、转包生产等方式引览了大批兎进扌£术和工艺设备。
曲着航空材料科学的不断进步,新型航空难加工材料不断涌现及材瘠性能的不断提高,机械加工变得越来越困难。
过去由于没有很好地应用高效和高性能的切削刀具,使这些先进的制造技术得不到充分应用。
为了提高航空动力机械切削加工的生产效率,促进航空发窃机整尿制造扌£耒捷升,增强市揚竞争另?近年来,国内航空发动机制造企业4常董视免进切削刀具的推广与应用工作,并逐渐认识到可转位刀具及高效、高性能切削刀真与传统刀具相比,有明显厶勺优越性。
推广寸#专位刀具及高效、高性能切削刀具,是形势发展的需要,势在必行,是解决航空发易机王产荻率由辛停滞状态鼓得突嗾性和長足爱農的有效途径。
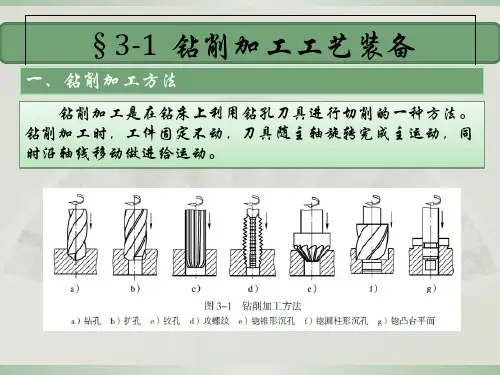
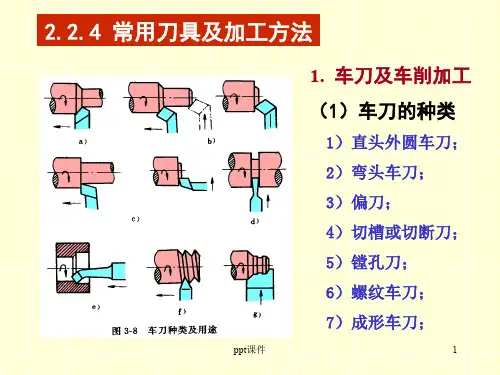
二刀具的分类(一)、按工件加工表面的形式可分为五类①:加工各种外表面的刀具。
包括车刀、刨刀、铳刀、外表面拉刀和锂刀等;②:孔加工刀具。
包括钻头、扩孔钻、钱刀、较刀等。
③:螺纹加工工具。
包括丝锥、板牙、螺纹车刀等。
④:齿轮加工刀具。
包括滚刀、插齿刀、剃齿刀等。
:切断刀具,包括带锯、弓锯、切断车刀和锯片铳刀等。
(二)按切削运动方式和相应的刀刃形状,刀具又可分为三类X①:通用刀具,如车刀、刨刀、铳刀、钱刀、钻头、扩孔钻等。
②:成形刀具(这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状)。
如成形车刀、成形刨刀、应形铳刀、拉刀、各种螺纹加工刀具等。
③:展成刀具(用展成法加工齿轮的齿面或类似的工件)。
如滚刀、插齿刀、剃齿刀.锥齿轮铳刀盘等。
三.刀具的材料及要求X (一)材料高速钢:包型高速钢、高性能高速钢、粉末冶金高速林I。
X硬质合金:由难熔金属化今k]Owe、Tic)和金属粘结齐*(Co)经粉末冶金法制成。
.x其它刀具材料:涂层刀具、陶瓷、金刚石、立方氮化硼。
氧化物 海瓷 氮化物 海瓷 立方氮化《■ |~I CBN I ________ I 不同切削材料的对比 金希石PCD 理想的 切肖惭科 類販嚴合金 细颗签陕贯合金 高逆钢TiN 镀屋高連钢刀具的材料及要求X (二)要求高的硬度和耐磨性(常温硬度在HRC62以上)、x足够的强度和韧性(要在加工中承受压力冲击)、高耐热性(能在高温\]hX工况中保持高性能)各种、刀具的耐热温度PCBN (人造立方氮化硼) 1300T500 刀具900^1100的.刀具的制遼X刀具从选材到包装,经过精打细磨,需要30多个工序才能完成。
中职学校《机械加工技术》课件第章刀具---课件 (一)中职学校《机械加工技术》课件第章刀具---课件刀具是机械加工过程中最基本的工具之一,也是加工质量和效率的关键因素。
因此,中职学校的《机械加工技术》课程中,刀具的学习也是非常重要的一环。
下面,我们将通过第章《刀具》的课件,在以下四个部分对刀具进行详细的介绍。
一、硬质合金刀具硬质合金刀具是一种具有高硬度、高耐磨性和高耐腐蚀性的工具,包括车刀、铣刀、钻头等。
课件中详细介绍了硬质合金刀具的制造工艺、性能特点和适用范围。
学习者可从中了解硬质合金刀具的优点和缺点,从而正确选择和使用刀具。
二、高速钢刀具高速钢刀具是一种主要用于冷加工的工具,具有较好的切削性能和耐磨性。
课件中详细介绍了高速钢刀具的组成、性能和使用要点。
学习者可以从课件中了解高速钢刀具的种类和用途,并且掌握高速钢刀具的选用、使用及维护等技能。
三、碳化钨刀具碳化钨刀具是一种耐磨性和硬度较高的工具,通常用于机械加工的高速切削、高温高压等领域。
课件中详细介绍了碳化钨刀具的组成、性能和使用要点。
学习者可以了解碳化钨刀具的种类和用途,并且掌握碳化钨刀具的选用、使用及维护等技能。
四、百分之金刚石刀具百分之金刚石刀具是一种新型的刀具,具有非常高的硬度和耐磨性,在高精度加工和超高速切削方面有广泛的应用。
课件中详细介绍了百分之金刚石刀具的组成、性能和使用要点。
学习者可以了解百分之金刚石刀具的优点和缺点,掌握使用百分之金刚石刀具的技巧等。
综上所述,中职学校《机械加工技术》课件第章刀具的学习,为学习者提供了系统、详细的刀具知识。
在以后的机械加工实践中,学习者将能够根据业务需求正确、安全地使用各类刀具,为机械加工业做出更加优秀的贡献。