第六章+电火花线切割编程、加工工艺及实例
- 格式:ppt
- 大小:2.09 MB
- 文档页数:136
数控电火花线切割加工工艺与编程数控电火花线切割加工工艺与编程是一种创新的加工方法,它利用程序控制的电脑技术,将电火花线切割机器中的电气放电机构与移动控制机构的技术结合起来,精密地切割出各种复杂形状的金属材料或非金属材料,得到高精度的加工结果。
数控电火花线切割加工工艺的基本原理是利用放电加热将工件材料熔化或蒸发掉,并通过程序精确定位和控制电极与工件的距离,在放电中加以控制,使放电的控制和定位达到高精度的加工要求。
在数控电火花线切割加工工艺中,编程是非常关键的一环。
编程就是根据图样或三维模型建立数控切割程序的过程,其核心是刀具路径的优化和控制策略的确定。
编程需要遵循一定的规范,需要根据材料属性、机床性能、刀具特性等因素进行不同的处理。
数控电火花线切割加工工艺的编程过程中,需要首先进行几何建模,将模型导入电脑,然后进行CAD图形设计,确定刀具路径和控制策略,再建立CAM加工程序,得到数控切割的参数。
在编程中,需要考虑到材料的切割性能,加工过程中的热效应,断电保护、电极磨损等问题,使切割结果达到高质量和高效率。
在数控电火花线切割加工工艺的实施过程中,还需要注意一些技术要点。
首先是清洁工件表面,以确保电极与工件之间的间隙均匀;其次是对电极进行选择和安装,这需要结合切割材料的特性和要求;另外还需要标定工件坐标系,确保程序的准确性;最后是进行切割参数的优化,这需要进行多次试切,寻找最佳的加工参数。
数控电火花线切割加工工艺与编程具有很高的自动化程度,可以极大地提高加工效率和加工质量。
在精密工件制造、零部件加工、模具制作等领域得到广泛应用。
随着科技的不断进步,数控电火花线切割加工工艺和编程将会不断创新和完善,为现代制造业发展起到更加重要的作用。

电火花线切割机工作原理及加工工艺制定第一节概述电火花加工又称电蚀加工或放电加工,它采用金属丝导线作为工具电极切割工件,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除的一种加工方法。
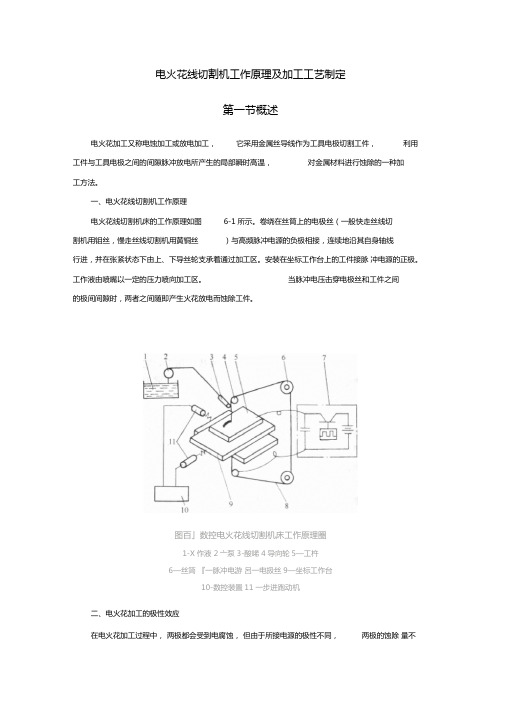
一、电火花线切割机工作原理电火花线切割机床的工作原理如图6-1所示。
卷绕在丝筒上的电极丝(一般快走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。
安装在坐标工作台上的工件接脉冲电源的正极。
工作液由喷嘴以一定的压力喷向加工区。
当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而蚀除工件。
图百」数控电火花线切割机床工作原理圏1-X作液 2亠泵 3-酸唏 4导向轮5—工杵6—丝简『一脉冲电游呂一电扱丝9—坐标工作台10-数控装置11 一步进跑动机二、电火花加工的极性效应在电火花加工过程中,两极都会受到电腐蚀,但由于所接电源的极性不同,两极的蚀除量不同,这种现象称为极性效应。
习惯上通常把工件接正极时的电火花加工称为正极性加工, 把工件接负极时的电火花加工称为负极性加工。
从提高生产率和减少工具电极损耗的角度来看,极性效应愈显著愈好,采用短脉冲精加工时,应选用正极性加工;采用长脉冲粗加工时,应选用负极性加工。
在实际生产中,极性的选择主要依靠机床参数表或通过试验确定。
三、电火花线切割机的主要加工对象1.加工模具电火花线切割机广泛用于加工硬质合金、淬火钢模具零件,调整不同间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模卸料板;挤压模、粉末冶金模、弯曲模、塑料模等带锥度的模具。
以及形状复杂、带有尖角的窄缝形小型凹模,可采用整体结构淬火后线切割加工,既能保证模具精度,又可简化模具设计和制造。
2.加工点火化成形加工用的电极带锥度型腔加工的电极,一般穿孔加工的电极,对于用银钨、铜钨合金材料等,用线切割加工特别经济。


电火花线切割加工学问目标把握电火花线切割加工的原理、特点及应用;了解电火花线切割加工的根本工艺规律;电火花线切割加工机床的组成及各局部的功用。
技能目标把握电火花线切割加工机床的构造;学会电火花线切割加工的手工编程;把握线切割加工工艺及应用。
任务一小批量零件的线切割加工任务描述图2-1-1 所示的零件,需加工出异形型腔,共数百件。
如何通过线切割加工的方式来实现此批零件的加工?图2-1-1 异形型腔的加工示意图任务分析很多类型的工件〔如高精度要求的花键孔、特别的异形刀具、航空航天所用的试制零件等〕由于生产批量小、硬度高,过去承受机械加工,通常用特制的拉刀在拉床上加工而成,而拉刀本钱格外高,因此对于高硬度、带有斜度的工件很难适用。
在这种状况下承受慢速走丝线切割进展加工,可以极为便利地满足加工要求。
学问预备一、电火花线切割加工的原理、特点及应用随着电火花加工技术的进展,在成形加工方面逐步形成两种主要加工方式:电火花成形加工和电火花线切割加工。
电火花线切割加工〔wire cut EDM,简称WEDM〕自20 世纪50 年月末产生以来,获得了极其快速的进展,已逐步成为一种高精度和高自动化的加工方法,在模具制造、成形刀具加工、难加工材料和周密简单零件的加工等方面获得了广泛应用。
目前电火花线切割机床已占电加工机床的60%以上。
1.电火花线切割加工的进展电火花线切割加工历经半个多世纪的进展,已经成为先进制造技术领域的重要组成部分。
电火花线切割加工不需要制作成形电极,能便利地加工外形简单、大厚度的工件,且工件材料的预加工量少,因此在模具制造、产品试制和零件加工中得到了广泛应用。
尤其是进入20 世纪90 年月后,随着信息技术、网络技术、航空和航天技术、材料科学技术等高技术的进展,电火花线切割加工技术也朝着更深层次、更高水平的方向进展。
我国上海仪表工程师于 20 世纪60 年月独创的特种快速走丝电火花加工机床,经过30 多年的进展和完善,现已成为模具加工不行缺少的装备,也是中国模具生产企业装备数量最多的电火花加工机床。