荷,使焊缝区产生塑性拉伸 如:压力容器的水压试验。
⑧温差拉伸法:利用温差使焊
缝两侧金属受热膨胀以对焊 缝区进行拉伸,使其产生拉 伸塑性变形,减少或消除应
力。
⑨振动法:通过激振器使焊
接结构发生共振产生循环应
力来降低或消除内应力。
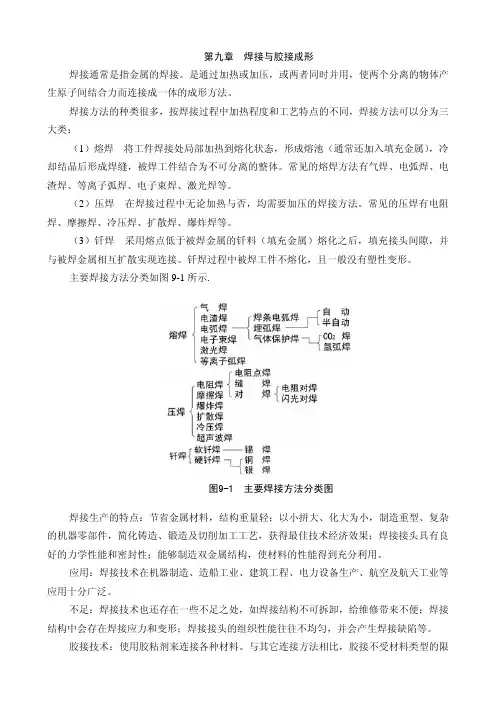
温度拉伸法示意图 1——喷水排管;2——焊件;3、4— —氧乙炔焰炬
2、熔合区——焊接接头中最薄弱的部位之一 组织:粗大的过热组织和部分新结晶的铸态组织构成。 性能:强度低,脆性大,是产生裂纹及局部脆断的发源地。 3、热影响区
(1)过热区: 粗大的过热组织, 是热影响区中性能最差的的部位,
易在此区产生裂纹。
(2)正火区: 均匀细小的铁素 体和珠光体组织, 其性能优于母
③减少焊接拉应力;
④操作时填满弧坑。
提高焊缝成形系数
2、冷裂纹
最主要、最常见的冷裂纹为延迟裂纹(即在焊后延迟 一段时间才发生的裂纹 ---因为氢是最活跃的诱发因素,而 氢在金属中扩散、聚集和诱发裂纹需要一定的时间)。 冷裂纹产生原因: 焊接接头存在淬硬组织,性能脆化; 扩散氢含量较高,使接头性能脆化,并聚集在焊接缺陷处 形成大量氢分子,造成非常大的局部压力; 存在较大的焊接拉应力。
课程的目的和任务
学习本课程的目的和任务是:掌握常用工程材料的性能 、熟悉材料成形原理及工艺的基础知识,熟悉材料改性 的常用方法,具有初步选择材料、毛坯成形方法和材料 改性方法的能力,为学习其它后续课程和今后从事机械
制造与设计方面的工作奠定必要的工艺基础。
学完本课程后,应达到的基本要求
(1)掌握常用工程材料的种类、性能及其改性方法,