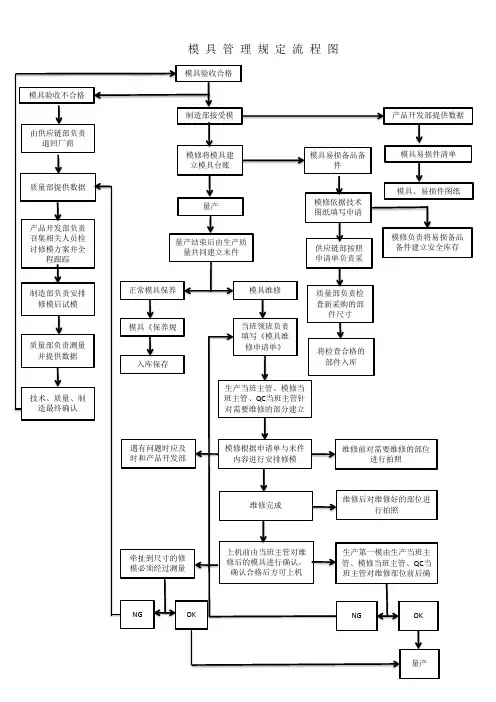
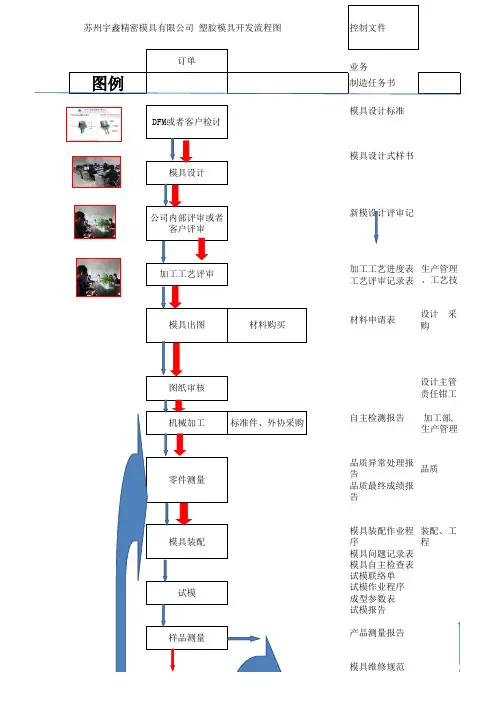
模具部工作流程图
- 格式:xls
- 大小:87.50 KB
- 文档页数:7
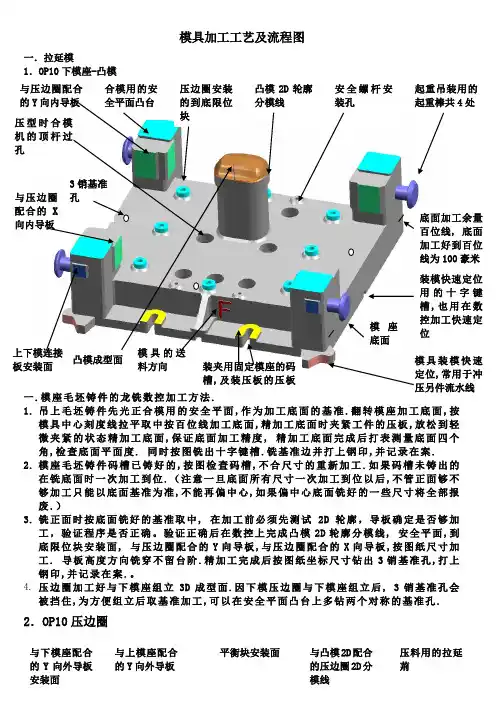
模具加工工艺及流程图一.拉延模1.OP10下模座-凸模一.模座毛坯铸件的龙铣数控加工方法. 1. 吊上毛坯铸件先光正合模用的安全平面,作为加工底面的基准.翻转模座加工底面,模具中心刻度线拉平取中按百位线加工底面,精加工底面时夹紧工件的压板,放松到轻微夹紧的状态精加工底面,保证底面加工精度, 精加工底面完成后打表测量底面四个角,检查底面平面度. 同时按图铣出十字键槽.铣基准边并打上钢印,并记录在案. 2. 模座毛坯铸件码槽已铸好的,按图检查码槽,不合尺寸的重新加工.如果码槽未铸出的在铣底面时一次加工到位.(注意一旦底面所有尺寸一次加工到位以后,不管正面够不够加工只能以底面基准为准,不能再偏中心,如果偏中心底面铣好的一些尺寸将全部报废.)3. 铣正面时按底面铣好的基准取中, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。
验证正确后在数控上完成凸模2D 轮廓分模线, 安全平面,到底限位块安装面, 与压边圈配合的Y 向导板,与压边圈配合的X 向导板,按图纸尺寸加工. 导板高度方向铣穿不留台阶.精加工完成后按图纸坐标尺寸钻出3销基准孔,打上钢印,并记录在案.。
4. 压边圈加工好与下模座组立3D 成型面.因下模压边圈与下模座组立后, 3销基准孔会被挡住,为方便组立后取基准加工,可以在安全平面凸台上多钻两个对称的基准孔.2.OP10压边圈与压边圈配合的Y 向内导板 合模用的安全平面凸台压边圈安装的到底限位块凸模2D 轮廓分模线安全螺杆安装孔起重吊装用的起重棒共压型时合模机的顶杆过孔底面加工余量百位线加工好到百位线为100装模快速定位用的十槽,也控加工快速定位模具装定位,常用于冲压另件流水线装夹用固定模座的码槽,及装压板的压板面 凸模成型面模具的送料方向上下模连接板安装面 模座底面与压边圈配合的X 向内导板 3销基准孔与下模座配合的Y 向外导板安装面与上模座配合的Y 向外导板平衡块安装面与凸模2D 配合的压边圈2D 分模线压料用的拉延荊1. 压边圈按以上提到的铣底面的方法加工底面,同时把与与下模座配合的X 向导板安装面, Y 向导板安装面按图纸尺寸加工, 耐磨板安装背托不能铣掉.同时铣X 向,Y 向基准边,打上钢印并记录.2. 按底面基准边取中心加工正面与凸模2D 配合的压边圈2D 分模线, 在加工前必须先测试2D 轮廓,导板确定是否够加工,验证程序是否正确。

模具管理控制程序(ISO9001-2015)1.0目的确保控制工艺模具对零部件加工和装配的影响因素,确保满足产品技术要求。
2.0范围适用于所有产品模具的管理。
3.0定义与术语无4.0职责a.研发部:负责公司新模具与复制模具的采购,试模样品的验收及确认;b.生产部:负责安排模具的试模,及正确使用、维护保养等工作;5.0作业流程5.1模具需求研发部根据顾客的需求和生产的需求,及业务通知单、样品单、下模制造单,填写《开模打样工作令》经部门经理批准、副总经理核准后实施采购。
5.2模具的验收、转交a.供应商依《开模打样工作令》要求制模完成后,提交生产样品、制作工艺资料、给研发部。
b.研发部根据供应商提供的工艺资料与样品进行检验,并在《样品检验报告》上填写检验结果回传给供应商,检验合格后发放工艺资料、样品检验报告、提供样品给生产部。
c.供应商依据研发部确认合格的《样品检验报告》及工艺资料通知生产部进行试模验收,验收要求如下:1.试模材料规格是否正确,与定位是否相符,送料是否顺畅;2.模具工序内容是否与工艺文件相符;3.模具装夹是否顺畅,废料排屑是否堵料、易清理;4.模具对形状相似的产品是否有做防呆;5.产品摆放是否好拿好放、不粘模、易脱料。
d.试模合格后,模管员在供应商《模具移交单》上签名入库,并把《模具移交单》复印给研发部进行付款作业。
试模不合格的不予移交。
5.3模具管理a.模具入库管理1.模具入库时确认送货单及实物的数量,检查无误时进行入库2.入库的模具由修模组模管员登记于《模具台帐》中,并做好帐、物、卡相符。
b.使用管理1.使用模具时,架模组到模具房登记领用,在使用前检查是否有损坏现象;2.归还模具前,架模组应清理模具,模管员填写使用记录;3.入库的新模具在首次量产过程中发现产品不合格,且经确认是模具造成原因,写维修单形式退回供应商。
4.接收归还的模具时,模具保管员应将模具清洁上油后存放于专用模架,每2个月由模管员确认模具保管状态,并对模具(使用中、长期停用)进行防锈保养。
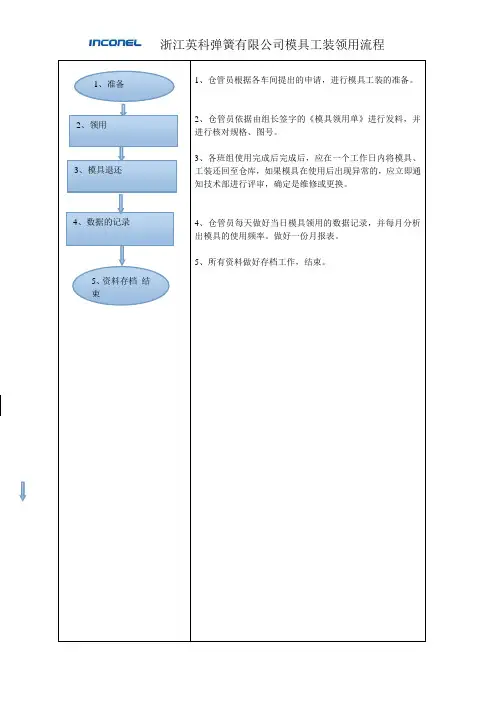
1、仓管员根据各车间提出的申请,进行模具工装的准备。
2、仓管员依据由组长签字的《模具领用单》进行发料,并
进行核对规格、图号。
3、各班组使用完成后完成后,应在一个工作日内将模具、
工装还回至仓库,如果模具在使用后出现异常的,应立即通
知技术部进行评审,确定是维修或更换。
4、仓管员每天做好当日模具领用的数据记录,并每月分析
出模具的使用频率。
做好一份月报表。
5、所有资料做好存档工作,结束。
2、领用
4、数据的记录
5、资料存档结
束
1、准备
3、模具退还。
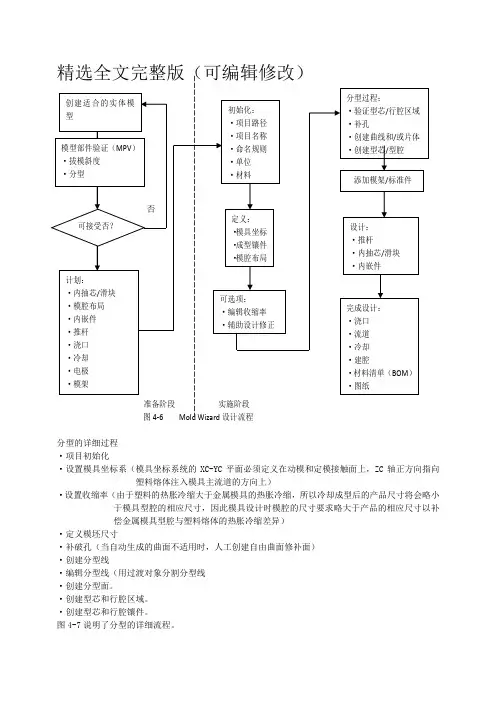
分型的详细过程
·项目初始化
·设置模具坐标系(模具坐标系统的XC-YC平面必须定义在动模和定模接触面上,ZC轴正方向指向塑料熔体注入模具主流道的方向上)
·设置收缩率(由于塑料的热胀冷缩大于金属模具的热胀冷缩,所以冷却成型后的产品尺寸将会略小于模具型腔的相应尺寸,因此模具设计时模腔的尺寸要求略大于产品的相应尺寸以补
偿金属模具型腔与塑料熔体的热胀冷缩差异)
·定义模坯尺寸
·补破孔(当自动生成的曲面不适用时,人工创建自由曲面修补面)
·创建分型线
·编辑分型线(用过渡对象分割分型线
·创建分型面。
·创建型芯和行腔区域。
·创建型芯和行腔镶件。
图4-7说明了分型的详细流程。
图4-7 分型流程
在这一学年中,不仅在业务能力上,还是在教育教学上都有了一定的提高。
金无足赤,人无完人,在教学工作中难免有缺陷,例如,课堂语言平缓,语言不够生动,理论知识不够,教学经验不足,组织教学能力还有待提高。
在今后的工作中,我将更严格要求自己,努力工作,发扬优点,改正缺点。
上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
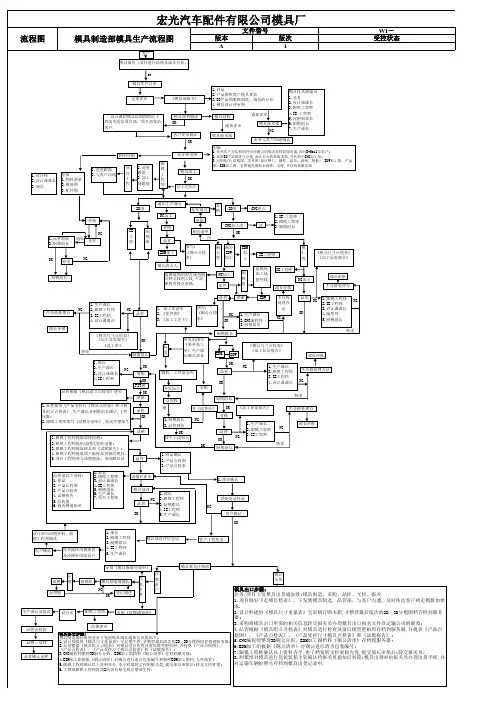
模具制造流程图
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。