钢结构设计规范·连接计算·焊缝连接
- 格式:doc
- 大小:81.50 KB
- 文档页数:5
中文词条名:钢结构设计规范·构造要求·焊缝连接英文词条名:8.2.2焊缝金属应与主体金属相适应。
当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。
8.2.2在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件形心轴。
焊件厚度大于20mm的角接接头焊缝,应采用收缩时不易引起层状撕裂的构造。
注:钢板的拼接当采用对接焊缝时,纵横两方向的对接焊缝,可采用十字形交叉或T形交叉;当为T形交叉时,交叉点的间距不得小于200mm。
8.2.3对接焊缝的坡口形式,宜根据板厚和施工条件按有关现行国家标准的要求选用。
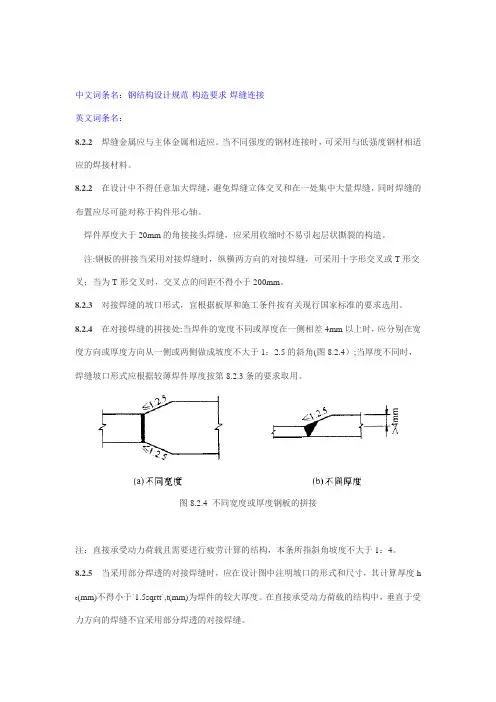
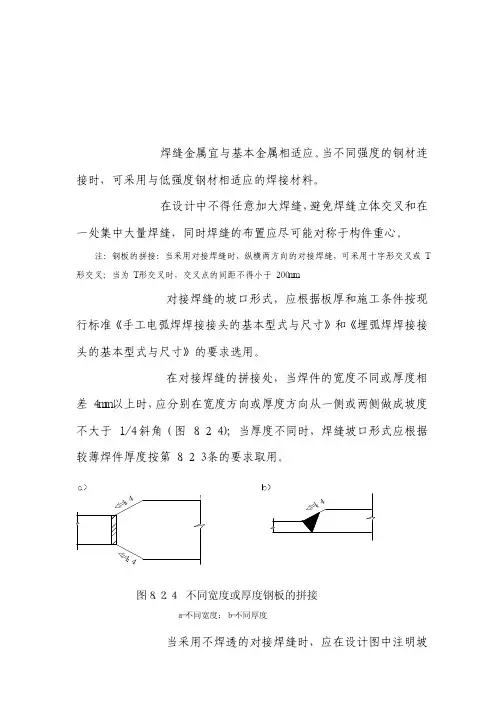
8.2.4在对接焊缝的拼接处:当焊件的宽度不同或厚度在一侧相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(图8.2.4);当厚度不同时,焊缝坡口形式应根据较薄焊件厚度按第8.2.3条的要求取用。
图8.2.4 不同宽度或厚度钢板的拼接注:直接承受动力荷载且需要进行疲劳计算的结构,本条所指斜角坡度不大于1:4。
8.2.5当采用部分焊透的对接焊缝时,应在设计图中注明坡口的形式和尺寸,其计算厚度h(mm)不得小于`1.5sqrtt`,t(mm)为焊件的较大厚度。
在直接承受动力荷载的结构中,垂直于受e力方向的焊缝不宜采用部分焊透的对接焊缝。
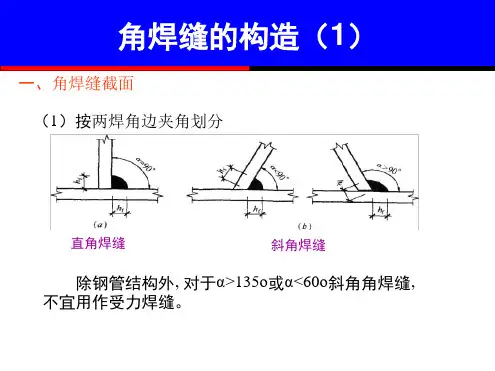
8.2.6角焊缝两焊脚边的夹角a一般为90。
“(直角角焊缝)。
夹角a>135。
或a<60。
的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
8.2.7角焊缝的尺寸应符合下列要求:1角焊缝的焊脚尺寸h1(mm)不得小于1.5`sqrtt`,t(mm)为较厚焊件厚度(当采用低氢型碱性焊条施焊时,t可采用较薄焊件的厚度)。
但对埋弧自动焊,最小焊脚尺寸可减小1mm;对T 形连接的单面角焊缝,应增加1mm。
当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。
2角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍(钢管结构除外),但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求:1)当t≤6mm时,h f≤t;2)当t>6mm时,h f≤t-(l~2 )mm。
钢结构对接规范钢结构对接是指将钢结构构件通过焊接、螺栓连接等方式进行连接,以构成整体的结构系统。
对接的质量和安全性直接影响到钢结构的整体性能和使用寿命,因此,对接操作必须按照规范进行。
首先,钢结构对接需要遵守相关的国家标准和规范,如GB 50017-2003《钢结构设计规范》、GB 50204-2002《焊接钢结构工程施工质量验收标准》等。
其中,GB 50017-2003对钢结构设计和施工的要求进行了详细的规定,包括焊接、螺栓连接的设计、材料选用、工艺规范等。
其次,钢结构对接需要保证连接的强度和刚度。
焊接时,必须将焊缝牢固、均匀地连接在一起,焊接接头的强度应达到钢材本身的强度。
螺栓连接时,要确保螺栓的预紧力符合设计要求,螺栓的紧固力应能抵抗结构受力时产生的应力。
此外,钢结构对接需要注意防止材料的热变形和应力集中。
焊接过程中,需要采取适当的措施控制焊接时所产生的热量和应力,以避免材料的变形和应力集中现象的发生。
可以采用预热、焊后冷却、间隔焊接等方式来控制焊接过程中的温度和应力。
此外,钢结构对接还需要注意施工中的安全问题。
施工现场必须确保安全,施工人员必须佩戴符合要求的个人防护装备。
对于高空作业,必须采取安全措施,如使用安全绳、安全帽等。
施工时需要确保钢结构的稳定性,以防止结构的倒塌和人身伤害的发生。
此外,钢结构对接还要注意使用合适的检测方法对连接质量进行检验。
焊缝的质量可以通过目测、X射线检测、超声波检测等方法进行评估。
螺栓连接的质量可以通过预紧力测量、振动测量等方法进行评估。
对不合格的连接需要进行拆除和重新修补,以确保钢结构的整体质量。
总结起来,钢结构对接规范是保证钢结构质量和安全的重要措施。
只有按照规范要求进行对接操作,才能保证钢结构连接的强度、刚度和稳定性,以及施工的安全和质量。
因此,在钢结构的设计和施工中,必须严格遵守相关的规范和标准,合理选择连接方式,采取正确的施工工艺,使用合适的检测方法,以确保钢结构对接的质量和安全。
钢结构拼接相关规范要求钢结构拼接是一种常见的钢结构连接方式,是将不同构件通过焊接、螺栓连接或铆钉连接等方法组合在一起,实现整体结构的强度和稳定性。
钢结构拼接的规范要求非常重要,对于确保结构的安全和可靠性具有重大意义。
以下是钢结构拼接的相关规范要求。
1.拼接焊接规范在钢结构的拼接中,焊接是最常用的连接方式之一、焊接的质量直接影响到结构的强度和耐久性。
因此,必须按照相关规范要求进行焊接。
首先,焊接工艺应严格按照设计要求进行,包括焊接电流、电压、电极直径等参数的控制。
焊接过程中需要保持适当的电弧长度和速度,确保焊缝的质量。
其次,焊工必须具备相关的操作技能,并持有相应的焊工资格证书。
焊工应遵守焊接规范,掌握焊接材料的性能和特点,严格执行焊接工艺规范要求。
最后,在焊接完成后,应进行检查和评估。
检查焊缝的质量,包括焊缝的外观、尺寸和连接强度等指标。
同时,还可以进行无损检测,如超声波检测、射线检测等,以确保焊接质量达到要求。
2.拼接螺栓规范螺栓连接是另一种常用的钢结构拼接方式。
螺栓连接具有拆卸、调整和更换方便的特点,但也需要满足相关规范要求。
首先,螺栓的选择要符合设计要求。
螺栓的材料及强度等级应根据结构的要求进行选择,并满足相关规范的要求。
螺栓连接的预紧力也需要根据设计要求进行控制。
其次,螺栓连接的安装要正确。
螺栓连接需要确保螺栓与孔洞的匹配度,以及螺栓的正确安装方式和顺序。
同时,还需要根据设计要求,正确选择螺栓的紧固方式,如手动紧固、液压机紧固等。
最后,螺栓安装完成后需要进行检查和评估。
检查螺栓的预紧力是否满足要求,以及螺栓连接的稳定性和安全性。
螺栓连接的检测方法可以采用超声波检测、拉力测试仪等。
3.拼接铆钉规范铆钉连接是一种常见的钢结构拼接方式,与焊接和螺栓连接相比,铆钉连接具有更好的抗震性能和耐久性。
在进行铆钉连接时,首先需要选择合适的铆钉型号和规格,以及符合设计要求的铆钉材料。
铆钉的材料和强度应满足相关规范的要求,并进行现场检查和目视检查。
第二节 焊缝连接 第8.2.1条 焊缝金属宜与基本金属相适应。
当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。
第8.2.2条 在设计中不得任意加大焊缝,避免焊缝立体交叉和在一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件重心。
注:钢板的拼接:当采用对接焊缝时,纵横两方向的对接焊缝,可采用十字形交叉或T形交叉;当为T形交叉时,交叉点的间距不得小于200mm。
第8.2.3条 对接焊缝的坡口形式,应根据板厚和施工条件按现行标准《手工电弧焊焊接接头的基本型式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求选用。
第8.2.4条 在对接焊缝的拼接处,当焊件的宽度不同或厚度相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1/4斜角(图8.2.4);当厚度不同时,焊缝坡口形式应根据较薄焊件厚度按第8.2.3条的要求取用。
第8.2.5条 当采用不焊透的对接焊缝时,应在设计图中注明坡口的形式和尺寸,其有效厚度h(mm)不得小于1.5t,t为坡口所在e焊件的较大厚度(mm)。
在承受动力荷载的结构中,垂直于受力方向的焊缝不宜采用不焊透的对接焊缝。
第8.2.6条 角焊缝两焊脚边的夹角α一般为090(直角角焊缝)。
夹角α>060的斜角角焊缝,不宜用作受力焊缝(钢管结构120或α<0除外)。
第8.2.7条 角焊缝的尺寸应符合下列要求: 一、 角焊缝的焊脚尺寸h(mm)不得小于1.5t,t为较厚焊件 f厚度(mm)。
但对自动焊,最小焊脚尺寸可减少1mm;对T形连接的单面角焊缝,应增加1mm。
当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。
二、 角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍(钢管 结构除外),但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求: 1.当t≤6mm时,h≤t; f2.当t>6mm时,h≤t-(1~2)mm。
f圆孔或槽孔内的角焊缝焊脚尺寸尚不宜大于圆孔直径或槽孔短径的1/3。
钢结构设计规范·连接计算·焊缝连接7.1.1焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受限时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
7.1.2对接焊缝或对接与角接组合焊缝的强度计算:1在对接接头和T形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:`σ=N/(l_wt)≤f_t^w或f_c^w`(7.1.2-1)式中N——轴心拉力或轴心压力;l w——焊缝长度;在对接接头中为连接件的较小厚度;在T形接头中为腹板的厚度;f w t、f w c——对接焊缝的抗拉、抗压强度设计值。
2在对接接头和T形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
但在同时受有较大正应力和剪应力处(例如梁腹板横向对接焊缝的端部),应按下式计算折算应力:`sqrt(σ^2+3τ^2)≤1.1f_t^w`(7.1.2-2)注:l 当承受轴心力的板件用斜焊缝对接,焊缝与作用力间的夹角θ符合tanθ≤1.5时,其强度可不计算。
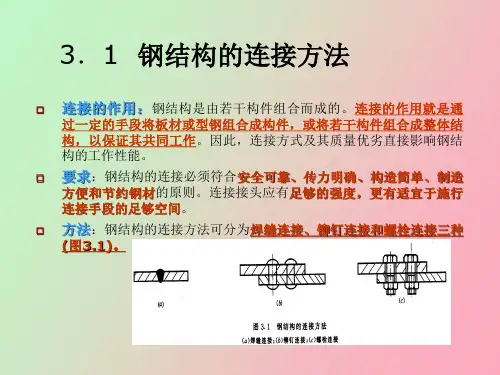
《钢结构》网上辅导材料二钢结构的焊接连接钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢结构最主要的连接方法。
它的优点是:(1)焊件间可直接相连,构造简单,制作加工方便;(2)不削弱截面,用料经济;(3)连接的密闭性好,结构刚度大;(4)可实现自动化操作,提高焊接结构的质量。
缺点是:(1)在焊缝附近的热影响区内,钢材的材质变脆;(2)焊接残余应力和变形使受压构件承载力降低;(3)焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。
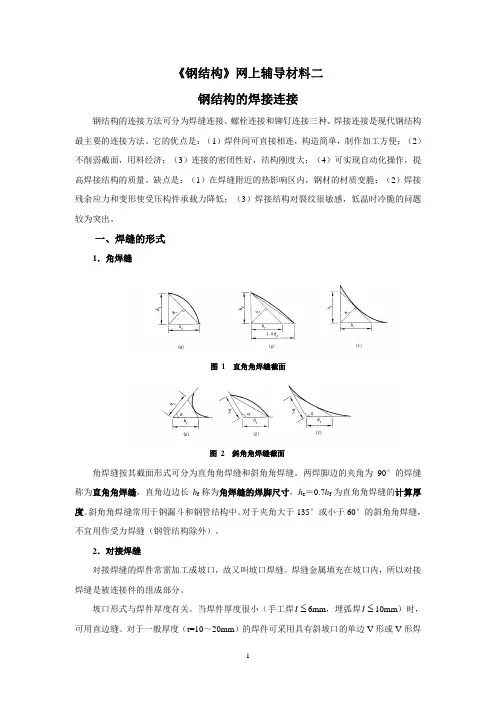
一、焊缝的形式1.角焊缝图 1 直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e =0.7h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝(钢管结构除外)。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊≤t 6mm ,埋弧焊≤t 10mm )时,可用直边缝。
对于一般厚度(t=10~20mm )的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件(t >20mm ),则采用U 形、K 形和X 形坡口。
对于V 形缝和U 形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。
凡T 形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝的坡口形式 3.焊缝质量检验《钢结构工程施工质量验收规范》规定焊缝按其检验方法和质量要求分为一级、二级和三级。
钢结构的焊接连接钢结构的连接方法可分为焊缝连接、螺栓连接和铆钉连接三种。
焊接连接是现代钢结构最主要的连接方法。
它的优点是:〔1〕焊件间可直接相连,构造简单,制作加工方便;〔2〕不削弱截面,用料经济;〔3〕连接的密闭性好,结构刚度大;〔4〕可实现自动化操作,提高焊接结构的质量。
缺点是:〔1〕在焊缝附近的热影响区内,钢材的材质变脆;〔2〕焊接残余应力和变形使受压构件承载力降低;〔3〕焊接结构对裂纹很敏感,低温时冷脆的问题较为突出。
一、焊缝的形式1.角焊缝图 1 直角角焊缝截面图 2 斜角角焊缝截面角焊缝按其截面形式可分为直角角焊缝和斜角角焊缝。
两焊脚边的夹角为90°的焊缝称为直角角焊缝,直角边边长h f 称为角焊缝的焊脚尺寸,h e h f 为直角角焊缝的计算厚度。
斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角大于135°或小于60°的斜角角焊缝,不宜用作受力焊缝〔钢管结构除外〕。
2.对接焊缝对接焊缝的焊件常需加工成坡口,故又叫坡口焊缝。
焊缝金属填充在坡口内,所以对接焊缝是被连接件的组成部分。
坡口形式与焊件厚度有关。
当焊件厚度很小〔手工焊≤t 6mm ,埋弧焊≤t 10mm 〕时,可用直边缝。
对于一般厚度〔t=10~20mm 〕的焊件可采用具有斜坡口的单边V 形或V 形焊缝。
斜坡口和离缝c 共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p 有托住熔化金属的作用。
对于较厚的焊件〔t>20mm〕,则采用U形、K形和X形坡口。
对于V形缝和U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《建筑结构焊接规程》的要求进行。
凡T形,十字形或角接接头的对接焊缝称之为对接与角接组合焊缝。
图3 对接焊缝的坡口形式3.焊缝质量检验《钢结构工程施工质量验收标准》规定焊缝按其检验方法和质量要求分为一级、二级和三级。
三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;一级、二级焊缝则除外观检查外,还要求一定数量的超声波检验并符合相应级别的质量标准。
钢结构连接计算公式总汇1:钢结构连接计算公式总汇本旨在提供钢结构连接计算公式的总汇,以便工程师在进行钢结构计算设计时能够准确、高效地进行连接设计。
以下是各类常用的钢结构连接计算公式详细细化。
1. 强度计算公式1.1 焊缝强度计算公式在焊缝连接设计中,可以使用以下强度计算公式:σ = k1 × k2 × k3 × α × A其中,σ为焊缝的强度;k1为材料强度的修正系数;k2为焊缝形状的修正系数;k3为焊缝质量的修正系数;α为焊缝强度的系数;A为焊缝的有效截面积。
1.2 螺栓强度计算公式在螺栓连接设计中,可以使用以下强度计算公式:σ = k1 × k2 × α × A其中,σ为螺栓的强度;k1为材料强度的修正系数;k2为螺栓形状的修正系数;α为螺栓强度的系数;A为螺栓的有效截面积。
2. 刚度计算公式2.1 焊缝刚度计算公式焊缝连接的刚度计算可以使用以下公式:k = k1 × k2 × k3 × α × E × I / L 其中,k为焊缝的刚度;k1为材料刚度的修正系数;k2为焊缝形状的修正系数;k3为焊缝质量的修正系数;α为焊缝刚度的系数;E为材料的弹性模量;I为焊缝截面惯性矩;L为焊缝的长度。
2.2 螺栓刚度计算公式螺栓连接的刚度计算可以使用以下公式:k = k1 × k2 × α × E × A / L其中,k为螺栓的刚度;k1为材料刚度的修正系数;k2为螺栓形状的修正系数;α为螺栓刚度的系数;E为材料的弹性模量;A为螺栓的截面积;L为螺栓的长度。
附件:1. 强度计算公式表格2. 刚度计算公式表格法律名词及注释:1. 材料强度的修正系数:根据不同材料的特性,经过实验和理论分析得出的修正系数,用于修正材料在实际工程中的强度。
2. 焊缝形状的修正系数:根据焊缝的形状特征,经过实验和理论分析得出的修正系数,用于修正焊缝在实际工程中的强度。
钢结构设计规范·连接计算·焊缝连接
7.1.1焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:
1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受限时应为二级;
2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:
1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大
于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;
2)对其他结构,焊缝的外观质量标准可为三级。
7.1.2对接焊缝或对接与角接组合焊缝的强度计算:
1在对接接头和T形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:
`σ=N/(l_wt)≤f_t^w或f_c^w`(7.1.2-1)
式中N——轴心拉力或轴心压力;
l w——焊缝长度;在对接接头中为连接件的较小厚度;在T形接头中为腹板的厚度;
f w t、f w c——对接焊缝的抗拉、抗压强度设计值。
2在对接接头和T形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
但在同时受有较大正应力和剪应力处(例如梁腹板横向对接焊缝的端部),应按下式计算折算应力:
`sqrt(σ^2+3τ^2)≤1.1f_t^w`(7.1.2-2)注:l 当承受轴心力的板件用斜焊缝对接,焊缝与作用力间的夹角θ符合tanθ≤1.5时,其强度可不计算。
2 当讨接焊缝和T形对接与角接红合焊缝无法采用引弧板和引出板施焊时,每条焊缝的长度计算时应各减去2t。
7.1.3直角角焊缝的强度计算。
1在通过焊缝形心的拉力、压力或剪力作用下:
正面角焊缝(作用力垂直于焊缝长度方向):
`σ_f=N/(h_el_w)≤β_f f_f^w`(7.1.3-1)
侧面角焊缝(作用力平行于焊缝长度方向):
`τ_f=N/(h_el_w)≤f_f^w`(7.1.3-2) 2在各种力综合作用下,σf和τf共同作用处:
`sqrt((σ_f/β_f)^2+τ_f^2)≤f_f^w`(7.1.3-3)
式中σf——按焊缝有效截面(h e l w)计算,垂直于焊缝长度方向的应力; τf——按焊缝有效载面计算,沿焊缝长度方向的剪应力;
h e——角焊缝的计算厚度,对直角角焊缝等于0.7h f,h f为焊脚尺寸(图
7.1.3);
l w——角焊缝的计算长度,对每条焊缝取其实际长度减去2h f;
f w f——角焊缝的强度设计值:
βf——正面角焊缝的强度设计值增大系数:对承受静力荷载和间接
承受动力荷载的结构,β1=1.22;对直接承受动力荷载的结构,β1=1.0。
7.1.4两焊脚边夹角α为60。
≤α135。
的T形接头,其斜角角焊缝(图7.1.4)的强度应按公式(7.1.3-1)至公式(7.1.3-3)计算,但取`β_f=1.0`,其
计算厚度为:`h_e=h_fcos alpha/2`(根部间隙`b、b_1或b_2≤1.5mm`)或`h_e=[h_f-(b(或b_1、b_2))/sinalpha]cos alpha/2(b、b_1或b_2>1.5mm 但≤5mm)`。
图7.1.4-2T形接头的根部间隙和焊缝截面
7.1.5部分焊透的对接焊缝(图7.1.5a、b、d、e)和T形对接与角接组合焊缝(图7.1.5C)的强度,应按角焊缝的计算公式(7.1.3-1)至公式(7.1.2.2-3)计算,在垂直于炸缝长度方向的压力作用下,取β1=1.22,其他受力情况取β1=1.0,其计算厚度应采用。
V形坡口(图7.1.5a):当α≥60。
时,h e=s;当α<60。
时,h e=0.75s。
单边V形和K形坡口(图7.1.5b、c):当α=45。
±5。
,h e=s-3。
U形、J形坡口(图7.1.5d、e);h e=s。
s为坡口深度,即根部至焊缝表面(不考虑余高)的最短距离(mm);a 为V形、单边V形或K形坡口角度。
当熔合线处焊缝截面边长等于或接近于最短距离s时(图7.1.5b、c、e),抗剪强度设计值应按角焊缝的强度设计值乘以0.9。