实验九经编机成圈过程的分析
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
经编针织物的成圈方式
经编针织物是由一组或几组平行排列的经纱,于经向同时喂入织针形成的。
经编针织物的成圈方式主要包括以下几种:
1. 闭口成圈:闭口成圈是经编中最基本的成圈方法。
织针在上升过程中,旧线圈从针钩中脱出,新纱线穿过旧线圈的底部,然后在下降过程中,针钩抓住新纱线形成新的线圈。
2. 开口成圈:开口成圈是在闭口成圈的基础上发展起来的。
织针在上升过程中,旧线圈从针钩中脱出,针舌打开,新纱线穿过针舌和旧线圈的底部,然后在下降过程中,针舌关闭,针钩抓住新纱线形成新的线圈。
3. 经平组织成圈:经平组织成圈是一种特殊的成圈方式,通常用于生产经编平纹布。
在这种成圈方式中,每根经纱都要穿过所有的织针,形成一个个相互平行的线圈。
4. 经缎组织成圈:经缎组织成圈是在经平组织成圈的基础上发展起来的。
在这种成圈方式中,相邻的经纱在织针上交替地形成线圈,从而形成经缎组织的结构。
5. 提花成圈:提花成圈是通过控制织针的升降来形成不同的花纹和图案。
在提花成圈中,有些织针上升形成线圈,有些织针不升起,从而形成花纹和图案。
经编针织物的成圈方式还有很多其他的变化和组合,这些成圈方式的不同组合可以产生各种不同的经编针织物组织和结构。
经编针织物具有良好的弹性、延伸性和稳定性,广泛应用于服装、家居用品、工业用品等领域。

成圈原理成圈是由旧线圈、新纱线和织针间产生一定的相对运动而完成。
1.起始位置:旧线圈使针舌呈开启状态,针舌端低于沉降片的片肩。
(1)2.退圈:使织针向上移动,旧线圈由针舌移到针杆的过程。
(2)3.垫纱:退圈后的织针受压针三角的作用向下运动,针钩从导纱器上勾取新纱线扥过程。
(3)4.闭口:织针继续下降时由旧线圈使针舌上翻而关闭针口。
(4)5.套圈:织针继续在三角的作用下而下降,旧线圈套在关闭的针舌上。
(4)6.脱圈、成圈、弯纱:织针继续下降,旧线圈从针钩脱到喂入的新纱线上的过程叫脱圈;喂入的纱线,穿过旧线圈被针钩所弯曲,形成一只新线圈的过程叫弯纱和成圈;弯纱深度的大小,决定织物的线圈长度。
弯纱结束后,织针在三角的作用下回到起始位置。
(5)7.牵拉:弯纱结束后沉降片开始向针筒中心推进,此时片喉将新线圈的沉降弧推向针背,使新线圈与织针垂直,织针上升时可避免旧线圈重新套入针头,(6)原料1.种类:天然纤维、化学纤维1)天然纤维:动物—毛、丝(羊毛、兔毛、蚕丝)植物—棉、麻矿物—石棉2)化学纤维:人造—是用木材、草类加工而成合成—是用石油、天然气、煤加工而成1.化学纤维产品中,合成短纤维一律称为“纶”。
纤维素短纤维一律称为“纤”。
长丝一般在纶或纤的末尾加称“丝”。
2.纯纺纱线在品种前面标明纯纺原料的名称。
如涤纶纱。
3.混纺纱线在品种前面标明原料名称时,则按混纺比例大小顺序排列,比例大的在前,如果比例相等,则按天然纤维、合成纤维、纤维素的顺序排列。
混纺所用的原料之间以斜线“/”表示。
如:35%棉花与65%涤纶混纺纱,则称65/35涤/棉混纺纱.•纱是单股直接纺出的纤维。
线是由单纱加捻后合并而成的,准确地说叫做股线。
•纱:一般是是用短纤维纺成,例如:棉花的纤维长度为38mm•丝:一般指单根纤维的长度很长或者无限长,例如:涤纶丝,锦纶丝。
•包覆丝通常指涤纶或锦纶或其他长丝通过机械包覆或空气包覆方式包覆在氨纶四周,一般指长丝包覆。
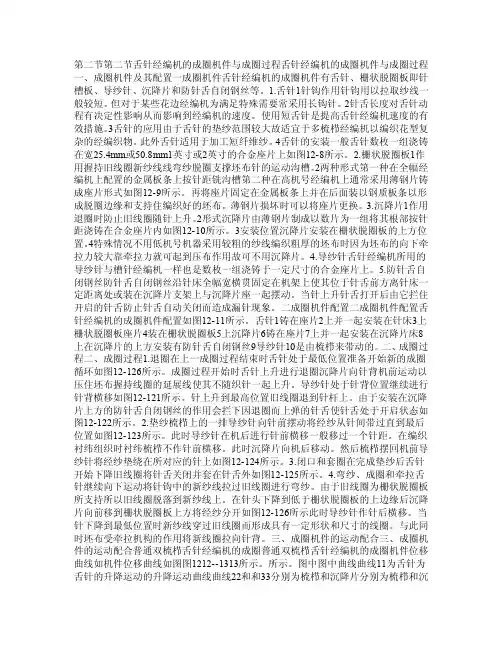
第二节第二节舌针经编机的成圈机件与成圈过程舌针经编机的成圈机件与成圈过程一、成圈机件及其配置一成圈机件舌针经编机的成圈机件有舌针、栅状脱圈板即针槽板、导纱针、沉降片和防针舌自闭钢丝等。
1.舌针1针钩作用针钩用以拉取纱线一般较短。
但对于某些花边经编机为满足特殊需要常采用长钩针。
2针舌长度对舌针动程有决定性影响从而影响到经编机的速度。
使用短舌针是提高舌针经编机速度的有效措施。
3舌针的应用由于舌针的垫纱范围较大故适宜于多梳栉经编机以编织花型复杂的经编织物。
此外舌针适用于加工短纤维纱。
4舌针的安装一般舌针数枚一组浇铸在宽25.4mm或50.8mm1英寸或2英寸的合金座片上如图12-8所示。
2.栅状脱圈板1作用握持旧线圈新纱线线弯纱脱圈支撑坯布针的运动沟槽。
2两种形式第一种在全幅经编机上配置的金属板条上按针距铣沟槽第二种在高机号经编机上通常采用薄钢片铸成座片形式如图12-9所示。
再将座片固定在金属板条上并在后面装以钢质板条以形成脱圈边缘和支持住编织好的坯布。
薄钢片损坏时可以将座片更换。
3.沉降片1作用退圈时防止旧线圈随针上升。
2形式沉降片由薄钢片制成以数片为一组将其根部按针距浇铸在合金座片内如图12-10所示。
3安装位置沉降片安装在栅状脱圈板的上方位置。
4特殊情况不用低机号机器采用较粗的纱线编织粗厚的坯布时因为坯布的向下牵拉力较大靠牵拉力就可起到压布作用故可不用沉降片。
4.导纱针舌针经编机所用的导纱针与槽针经编机一样也是数枚一组浇铸于一定尺寸的合金座片上。
5.防针舌自闭钢丝防针舌自闭钢丝沿针床全幅宽横贯固定在机架上使其位于针舌前方离针床一定距离处或装在沉降片支架上与沉降片座一起摆动。
当针上升针舌打开后由它拦住开启的针舌防止针舌自动关闭而造成漏针现象。
二成圈机件配置二成圈机件配置舌针经编机的成圈机件配置如图12-11所示。
舌针1铸在座片2上并一起安装在针床3上栅状脱圈板座片4装在栅状脱圈板5上沉降片6铸在座片7上并一起安装在沉降片床8上在沉降片的上方安装有防针舌自闭钢丝9导纱针10是由梳栉来带动的。
经编机的成圈原理一、成圈机件1、舌针:将数枚舌针浇铸成1″或2″的针块。
舌针垫纱范围较大。
2、栅状脱圈板:作为搁持面,辅助脱圈,并保持针间距。
3、导纱针:数枚导纱针浇铸成1″或2″的针块,用于引导纱线。
4、沉降片:用于握持织物,有利于退圈。
5、防反拨钢丝:横贯机器全长,防止针舌反拨。
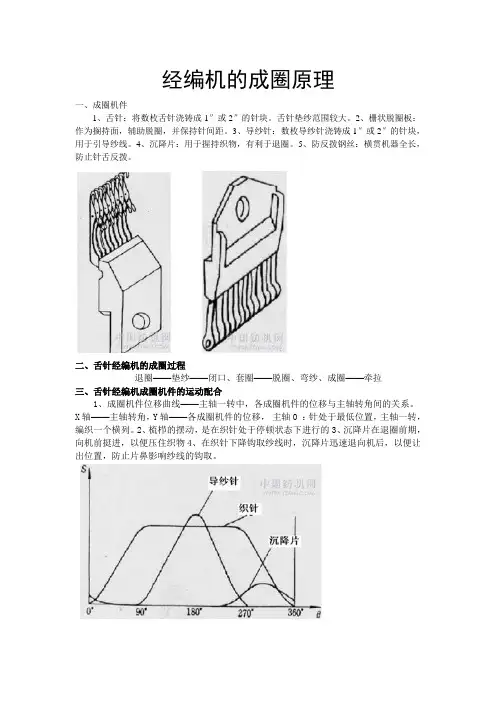
二、舌针经编机的成圈过程退圈——垫纱——闭口、套圈——脱圈、弯纱、成圈——牵拉三、舌针经编机成圈机件的运动配合1、成圈机件位移曲线——主轴一转中,各成圈机件的位移与主轴转角间的关系。
X轴——主轴转角,Y轴——各成圈机件的位移,主轴0 :针处于最低位置,主轴一转,编织一个横列。
2、梳栉的摆动,是在织针处于停顿状态下进行的3、沉降片在退圈前期,向机前挺进,以便压住织物4、在织针下降钩取纱线时,沉降片迅速退向机后,以便让出位置,防止片鼻影响纱线的钩取。
jingbian zhenzhi chengquan guocheng经编针织成圈过程process of warp-knitted loop formation在经编针织机上用织针和其他成圈机件使纱线形成线圈的过程。
基本原理与纬编针织成圈过程的编结法相似。
在经编机上,平行排列的经纱从经轴上引出,分别垫放到各根织针上进行成圈。
每根纱线一般每次只对一或二根织针垫纱,成圈后形成线圈横列。
在这一横列中各线圈均与上一横列的相应线圈串套,从而使横列与横列相互连接。
同时,纱线按一定顺序在不同织针上垫纱,成圈后构成线圈纵行之间的联系,从而形成经编针织物。
现代高速经编机普遍使用槽针、槽针由针身和针芯组成。
这种经编机的位移曲线(图1 [经编成圈机件位移曲线图])表示成圈过程中成圈机件的位移和主轴转角之间的关系。
针身和针芯位移曲线的零值表示它们处于最低位置,导纱针和沉降片位移曲线的零值则表示它们位于针后的最前位置。
经编成圈过程(图2 [经编成圈过程])分为10个阶段:①退圈:由于针身上升较针芯早而快,使针芯头端没入针身槽内,因而旧线圈由针钩滑落到针杆上。


精编资料缝编工艺的主要原理是用经编线圈结构对纺织材料(如纤维网,纱线层等) 或非纺织材料(如泡沫塑料,塑料薄膜等)或它们的组合进行缝制成织物,或在机织布等底基材料上...结构,原理《针织技术》课程《多种经编机的结构与工作原理》实验指导书一、实验目的1、了解多种经编机的结构。
2、了解多种经编机的结构工作原理。
二、实验设备与工具1、Z321型整经机三、基础知识多种经编的种类(特殊类型的经编机):多种经编的种类有:钩编机、缝编机、幅衬纬经编机、管编机(一)钩编机钩编机是一种特殊类型的经编机,门幅较狭,通常为800mm,可编织松紧带、花边带、流苏带等狭条经编针织物。
根据所编带子的宽度,机器门幅内同时可织数条带子。
另外也有阔幅的钩编机, 门幅有1600mm、3100mm等,可用于编织台布、床罩、窗帘等阔幅坯布。
(二)缝编机缝编工艺的主要原理是用经编线圈结构对纺织材料(如纤维网、纱线层等)或非纺织材料(如泡沫塑料、塑料薄膜等)或它们的组合进行缝制成织物,或在机织布等底基材料上加入经编线圈结构,使其产生毛圈效应,制成底布型毛圈织物。
(三)幅衬纬经编机全幅衬纬经编工艺是利用横贯织物全幅的纬纱,衬入到经编组织的线圈圈干和延展线之间,形成全幅衬纬经编织物。
经编组织中衬入全幅纬纱,可给予经编织物某些特殊性质和效应。
如果采用的纬纱延伸性很小,则这种全幅衬纬织物的尺寸稳定性极好,可和机织物接近。
而如衬入的纬纱为弹力丝或弹性纱线,则可增加经编织物的横向弹性。
衬入全幅纬纱还可改善经编坯布的覆盖性和透明性,减少坯布的膨松感。
在采用有色纬纱并进行选择衬纬时,可制得清晰的横向条纹,这在一般经编坯布中是难以达到的。
另外,还可使用质量较差的纱线和很粗的纱线作为纬纱,以降低成本;还适宜用结子线、竹节纱等花色纱线作为纬纱,以形成特殊的花色效应。
全幅衬纬经编坯布适用于窗帘、床罩及其他室内装饰品。
亦有用作器材用布、包装用布等。
(四)幅衬纬经编机管编又称无针编织,其工作原理属经编范畴,是依靠管状导纱机件相互配合将线圈串套而形成经编针织物,其成圈过程由于不依靠传统的织针和沉降片等其他机件而显出新颖和独特,且成圈机件和机器结构较为简单,安装和维修方便,产品结构有一定特点。
成圈原理成圈是由旧线圈、新纱线和织针间产生一定的相对运动而完成。
1.起始位置:旧线圈使针舌呈开启状态,针舌端低于沉降片的片肩。
(1)2.退圈:使织针向上移动,旧线圈由针舌移到针杆的过程。
(2)3.垫纱:退圈后的织针受压针三角的作用向下运动,针钩从导纱器上勾取新纱线扥过程。
(3)4.闭口:织针继续下降时由旧线圈使针舌上翻而关闭针口。
(4)5.套圈:织针继续在三角的作用下而下降,旧线圈套在关闭的针舌上。
(4)6.脱圈、成圈、弯纱:织针继续下降,旧线圈从针钩脱到喂入的新纱线上的过程叫脱圈;喂入的纱线,穿过旧线圈被针钩所弯曲,形成一只新线圈的过程叫弯纱和成圈;弯纱深度的大小,决定织物的线圈长度。
弯纱结束后,织针在三角的作用下回到起始位置。
(5)7.牵拉:弯纱结束后沉降片开始向针筒中心推进,此时片喉将新线圈的沉降弧推向针背,使新线圈与织针垂直,织针上升时可避免旧线圈重新套入针头,(6)原料1.种类:天然纤维、化学纤维1)天然纤维:动物—毛、丝(羊毛、兔毛、蚕丝)植物—棉、麻矿物—石棉2)化学纤维:人造—是用木材、草类加工而成合成—是用石油、天然气、煤加工而成1.化学纤维产品中,合成短纤维一律称为“纶”。
纤维素短纤维一律称为“纤”。
长丝一般在纶或纤的末尾加称“丝”。
2.纯纺纱线在品种前面标明纯纺原料的名称。
如涤纶纱。
3.混纺纱线在品种前面标明原料名称时,则按混纺比例大小顺序排列,比例大的在前,如果比例相等,则按天然纤维、合成纤维、纤维素的顺序排列。
混纺所用的原料之间以斜线“/”表示。
如:35%棉花与65%涤纶混纺纱,则称65/35涤/棉混纺纱.•纱是单股直接纺出的纤维。
线是由单纱加捻后合并而成的,准确地说叫做股线。
•纱:一般是是用短纤维纺成,例如:棉花的纤维长度为38mm•丝:一般指单根纤维的长度很长或者无限长,例如:涤纶丝,锦纶丝。
•包覆丝通常指涤纶或锦纶或其他长丝通过机械包覆或空气包覆方式包覆在氨纶四周,一般指长丝包覆。
经编机的成圈原理经编机是一种专门用于编织针织物的机械设备,它采用多针位织布技术,能够制作出各种不同花型和纹理的针织物。
经编机的成圈原理主要包括下列几个方面:1.针床系统:经编机的针床系统是实现成圈的关键部分。
针床上有许多排针床槽,每条床槽上都有一根称为经纱的针,通过上下移动和前后摇动来形成针织针脚,从而完成针织工作。
2.前摇和后摇:经编机的成圈原理最基本的部分是前摇和后摇的运动。
针床上的每根针都通过前摇运动从针床槽中抬起并将经纱穿入织物,然后通过后摇运动再次抬起并松开经纱。
3.经纱输送:经纱在针床和前摇后摇之间需要通过一系列的输送系统进行传送。
一般来说,经纱通常是由上方经纱轴传送到下方经纱管,然后再由下方经纱管传送到针床上的针。
通过这样的输送系统,经纱能够按照设定的规律被针床上的每根针穿入织料中。
4.跨度器:经编机上的针床槽分布非常密集,在使用过程中容易发生严重的交错或者混乱。
为了避免这种问题,普通的经编机通常配备了称为跨度器的装置。
跨度器通过改变针的运动轨迹和限制前摇后摇的幅度,使得每根针都能够按照规定的序列和诺特浮设系列运作。
5.吊车系统:经编机中的吊车系统主要用于调整和控制织物的密度。
吊车系统通过控制前摇的上下运动,使得每个循环中的织物密度可以进行调整。
这种方法在制造针织物的时候非常重要,可以使得制造的针织物在各个方面都具备理想的特性。
6.机械控制系统:经编机的成圈原理还依赖于先进的机械控制系统。
这个系统会对前摇后摇的运动进行精确控制,确保织物的编织速度和花样设计的准确性。
同时,机械控制系统还能够监测并报警处理出现的故障,确保经编机的正常运行和生产效率。
7.自动化技术:近年来,随着自动化技术的不断发展,许多经编机开始引入自动化控制系统。
这些系统可以根据预设的花样和设计要求,自动调节机器的运动和操作,提高编织的精确度和效率。
总结起来,经编机的成圈原理包括针床系统、前摇和后摇、经纱输送、跨度器、吊车系统、机械控制系统和自动化技术。
实验九经编机成圈过程的分析
一、实验目的与要求
1.熟悉舌针、钩针两种经编机的成圈过程。
2.了解主要成圈机件的形状、规格、在机上的相互配置及在成圈过程中的作用原理。
3.了解舌针和钩针经编机成圈机件的运动规律。
4.掌握用一般量具测绘成圈机件在成圈过程中静态位移曲线的方法。
5.了解各成圈机件位移曲线的工艺意义及相互配合的要求。
二、实验设备与工具
1.舌针经编机。
2.钩针经编机。
3.主轴刻度盘、指针。
4. 百分表及磁力表座。
5.钢板及天平尺。
6. 毫米方格纸。
三,实验方法与步骤
1.仔细观察动态经编机的成圈过程,了解各成圈机件的运动规律及相互运动配合。
2.测量不同机型成圈机件的规格(舌针、钩针、沉降片、导纱针)。
3.测绘成圈机件的位移曲线。
(1)定主轴零度:各成圈机件相对位置的调节配合,一般都以针床位置为基础,并以针床下降到最低位置为成圈过程的起始点,即定其为主轴零度。
在测绘各成圈机件的位移曲线时也必须将针床调整到主轴零度。
定主轴零度的方法是:先在主轴一端头固装一个刻度盘,在刻度盘1旁侧装一
指针2,此指针可固定在车头主轴托架的底板螺钉3上,在机身上面放一把平尺,在平尺1上放一磁力座2,再放上百分表3,将表头指在针床主臂4上,然后用机上手柄摇动主轴,使针床下降到最低位置(也是针床即将上升的位置),此肘百分表所指的值为最小值。
针床最低位置找准后将刻度盘指针对准零度。
(2)测绘各成圈机件的位移曲线;用手柄摇动主轴,在主轴转过50或100后停止摇动,观看百分表上的数值变化,此值即为被测定的某一成圈机件的位移数值,随即作好记录。
此后每摇动50或100就作一记录,将主轴转过3600,把取得的位移数值记录点相连接,即可得出被测成圈机件在成圈过程中的位移曲线。
测完一个成圈机件的位移曲线后,可将百分表指针移到另一所需测定的成圈机件主臂上,再调主轴到零度位置后即可进行测定。
在摇动主轴时,每间隔50或100测定一次是较难控制的,但所得数据绘出的曲线还比较准确,一般间隔大于100误差就比较大。
在实验课上由于设备数量少、时间短,只能以掌握测绘方法为主,故可以每转过150~200取一数值,作出近似曲线。
四,实验报告要求
1.整理实验中所测得的数据并填入成圈机件位移记录表中。
2.根据实测数据绘出针床、导纱梳栉、压板、沉降片在成圈过程中的位移曲线。
3.根据所绘曲线分析所测机器的成圈过程,指出主要工艺点并简述各成圈机件的相互位置配合必须相互制约的重要意义。
4.简述钩针经编机各成圈机件在成圈过程中的作用原理(可结合成圈过程叙述)。
5.试比较舌针与钩针经编机的成圈过程并简述其主要区别。