第13讲 快速原型制造课件
- 格式:ppt
- 大小:826.50 KB
- 文档页数:46



十几年前兴起的快速原型制造(RP,Rapid Prototyping)技术,与传统的去除型加工不同,乃是一种基于离散/堆积原理的“生长型”加工,也称为分层叠加成形。
所谓离散/堆积原理,是指在计算机的管理与控制下,先将CAD模型离散成一层层截面轮廓信息,然後在RP成形设备上依次制造出各个片层并逐层粘结成一体,从而堆积出三维实体制件。
显而易见,RP是在零件CAD模型的驱动下快速制造出任意复杂形状实体的技术。
它不需要传统的多坐标数控机床、刀具和夹具,一般只需传统加工方法30%~50%的工时和20%~35%的成本,就能把体现设计思想的CAD模型转化为物理实体,从而可以有效地缩短开发周期,提高企业的竞争力。
不过,RP工艺极大地依赖于材料本身的特性,所处理的材料既要首先能够满足离散/堆积成形的特殊要求,又要能进行後处理和成形後具有必要功能,因此RP工艺所擅长处理的材料目前只限于树脂、蜡、某些工程塑料和纸等几类,与制造领域广泛使用的金属等高强度材料尚有距离,故以往多用于产品开发过程制造物理原型件,也就是说RP最初是作为复杂形状构件原型的成形方法出现的,故称之为“快速原型制造”。
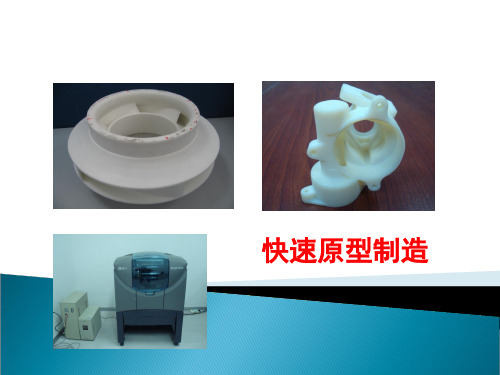
如果进一步细分,物理原型件(图1)又可分为概念原型和功能原型两类。
概念原型主要是展示制品的立体形态和结构,供人多角度观察和用手触摸,比计算机上的虚拟原型具有更强的真实感。
它不仅有助于激发设计者的创新火花,还能促进设计部门与其它部门和客户进行深入交流。
功能原型则不仅要给人提供视觉和触觉反馈,而且还可以进行装配检查(现在有的概念原型也有此要求)以及承受传热、流体力学等性能实验。
事实上,RP技术并没有仅仅停留在制作原型上,经过十几年的发展,国外相继推出了一些直接成形金属材料的RP系统,并开始实际用于快速制作金属模具乃至金属零件。
与此同时,RP技术也已能快速制作在实际产品中使用的功能性塑料(比如聚碳酸脂)零件。
由此可见,RP技术已经具有了制造最终产品的功能,从而表明它的内涵正从快速原型制造向快速制造(RM,Rapid Manufacturing)方向发展。

1.快速原型/零件制造技术的原理快速原型/零件制造技术是由CAD模型直接驱动的快速制造任意复杂形状三维实体的技术总称。
它的特征是:1)可以制造任意复杂的三维几何实体。
2)CAD模型直接驱动。
3)成形设备无需专用夹具或工具。
4)成形过程中无人干预或较少干预。
快速原型技术采用离散/堆积成型的原理,其过程是:先由三维CAD软件设计出所需要零件的计算机三维曲面或实体模型(亦称电子模型),然后根据工艺要求,将其按一定厚度进行分层,把原来的三维电子模型变成二维平面信息(截面信息),即离散的过程;再将分层后的数据进行一定的处理,加入加工参数,产生数控代码,在微机控制下,数控系统以平面加工方式有序地连续加工出每个薄层并使它们自动粘接而成形,这就是材料堆积的过程。
随着RPM技术的发展和人们对该项技术认识的深入,它的内涵也在逐步扩大。
目前快速原型技术包括一切由CAD直接驱动的成形过程,而主要的技术特征即是成形的快捷性。
对于材料的转移形式可以是自由添加、去除、以及添加和去除结合等形式。
2.RPM技术的主要方法RPM技术的具体工艺不下30余种,根据采用材料及对材料处理方式的区别,可归纳为5类方法。
1. 选择性液体固化选择性液体固化的原理是:将激光聚集到液态光固化材料(如光固化树脂)表面,令其有规律地固化,由点到线到面,完成一个层面的建造,而后升降移动一个层片厚度的距离,重新覆盖一层液态材料,再建造一个层面,由此层层迭加成为一个三维实体。
该方法的典型实现工艺有立体光刻(SL,Stereolithography)如图1所示,实体磨固化(DGC,Solid Ground Curing),激光光刻(LS,Light Sculpting),总的来说,都以选择性固化液体树脂为特征。
2. 选择性层片粘接选择性层片粘接采用激光或刀具对箔材进行切割。
首先切割出工艺边框和原型的边缘轮廓线,而后将不属于原型的材料切割成网格状。
通过升降平台的移动和箔材的送给可以切割出新的层片并将其与先前的层片粘接在一起,这样层层迭加后得到下一个块状物,最后将不属于原型的材料小块剥除,就获得所需的三维实体。