FPSO典型焊接接头残余应力释放及其对疲劳强度的影响
- 格式:doc
- 大小:15.98 KB
- 文档页数:6

焊接结构的残余应力的研究【关键词】焊接结构;残余应力;消除方法0.引言人们对焊接应力的认识由来已久,但对其进行系统的研究时间并不长。
通俗来说,残余应力的产生是由焊接时零部件受热不均匀,而导致零部件内部受热产生的向外膨胀的力。
而在焊接后的零部件冷却阶段,在零部件会有一定的应力残留,即所谓的残余应力。
它对零部件的结构性能影响很大,必须设法消除。
1.焊接结构的残余应力对零部件的不良影响分析1.1残余应力对零部件疲劳强度的影响分析所谓零部件的疲劳强度,是指零部件在使用过程中能够保证基本性能不发生重大变化的时间,有时候也被称为疲劳寿命,它是检验零部件性能的一个重要指标。
根据一项研究,零部件疲劳强度受零部件材料、加工工艺以及焊接残余应力等因素的影响较大。
其中,焊接残余应力所构成的影响最大。
也就是说,一个构件的疲劳强度与焊接的应力循环有关,当一个构件的焊接的应力循环的平均值增加时,它的极限就会有所降低,所以说如果在构件的应力上存在着焊接结构的残余应力,那么这个构件的疲劳强度则会大大地降低。
而且,如果这种焊接残余应力的值达到了一定的程度,超过了零部件所能承受的最大限度,就会从根本上破坏零部件的结构性能,也就是说会使加工的零件失去使用价值。
因此,如果想让零部件的疲劳强度增大,就应当设法减小残余应力。
1.2残余应力对零部件的稳定性的影响分析无论在课堂上还是在实际生活中,我们都知道,每一种材料都有它自身的稳定性。
生产零部件所使用的材料也不例外。
当零部件受到各种压力、弯压时,构件就会出现各种不稳定的现象,比如说受压杆件会不稳定、焊件加工精度和尺寸会不稳定等。
而根据研究,当零部件受到焊接残余应力的影响时,零部件材料稳定性所受到的不良影响非常强烈。
例如,在焊接钢制结构的零部件时,残余应力会使零部件表面残生一些细微的裂缝或者氧化,严重破坏其化学稳定性,使其容易产生金属疲劳或者生锈,对它的正常使用也构成了非常不利的影响。
而且,当外面的压力与焊接结构的残余应力同时作用于构件时,会出现更加严重的问题,焊件会出现由于有效截面积严重不足而导致的受压杆件不稳定以及由于焊接结构的残余应力之前的平衡状态被破坏而导致的焊件加工精度和尺寸不稳定等等一些严重的问题。

焊接接头的应力分析与疲劳寿命预测引言:焊接是一种常见的金属连接方法,广泛应用于各个领域,但焊接接头存在着应力集中的问题,这对接头的结构强度和疲劳寿命产生了重要影响。
本文将介绍焊接接头的应力分析方法,并探讨如何预测焊接接头的疲劳寿命。
一、焊接接头应力分析焊接接头的应力分析是确定接头受力情况的重要步骤,它可以帮助工程师了解接头在使用过程中可能遇到的应力状态,从而优化接头的设计和材料选择。
1.1 焊接接头的力学行为焊接接头受外力作用后,会产生局部应力集中现象。
由于焊接过程中金属的快速冷却,焊接接头区域的热影响区(HAZ)通常会出现较高的残余应力。
此外,焊接接头还可能受到静载荷、动载荷和温度变化等多种力的作用。
1.2 应力分析方法应力分析方法包括数值计算方法和实验方法。
其中数值计算方法可以利用有限元分析(FEA)软件来模拟焊接接头的受力情况,从而获得应力分布和应力集中程度。
实验方法则可以通过栅片法或应力测量仪器来直接测量焊接接头的应力。
二、焊接接头疲劳寿命预测方法焊接接头的疲劳寿命是指接头在疲劳载荷下可以承受的循环次数。
在设计阶段对接头的疲劳寿命进行预测,可以帮助工程师评估接头的可靠性,选择合适的焊接方法和材料。
2.1 空间分析法空间分析法是一种经验公式法,通过分析焊接接头的几何形状和加载方式,选择适当的公式来预测接头的疲劳寿命。
这种方法简单易行,但对于复杂的接头结构可能存在较大误差。
2.2 应力度分析法应力度分析法是一种基于应力水平和应力幅度的预测方法。
首先,通过应力分析方法获得焊接接头的应力分布。
然后,根据应力水平和应力循环次数曲线,计算接头的疲劳寿命。
2.3 谐波应力分析法谐波应力分析法是一种综合考虑应力幅度和频率的方法。
它通过分析焊接接头的应力历程,计算出接头在谐波载荷下的疲劳寿命。
这种方法适用于接头受到频繁循环载荷的情况。
三、应力分析与疲劳寿命预测的应用实例为了更好地理解焊接接头的应力分析和疲劳寿命预测,以下将介绍一个实际应用案例。
试析焊接残余应力对钢结构疲劳性能的影响作者:李彬来源:《科技风》2017年第24期摘要:现阶段,国内外工业设计指标在差异化分析过程与对疲劳影响因素的分析方法上没有一个统一的标准。
特别是针对国内机车车辆领域,焊接承载结构的疲劳分析与工程分析应用还处在发展中阶段,指标化的疲劳设计模式与参数还没有一个硬性的标准,且对焊接结构疲劳的研究不足。
文章将以试析焊接残余应力对钢结构疲劳性能的影响作为切入点,在此基础上予以深入的探究,相关内容如下所述。
关键词:焊接残余应力;钢结构;疲劳性能;影响1 焊接残余应力(Welding residual stress)研究1.1 焊接残余应力分布与形成锻造、铸造、挤压、轧制与焊接等都能够在产品中生成残余应力(Residual stress),而焊接技术所生成的Residual stress较为显著。
Residual stress即为一组作用在结构差异化区域,残余应力具有单独的外部载荷。
焊接结构内,Residual stress出现在焊接快速加热和后续冷却的局部温度变化环节,因为热源与其周围材料的膨胀与收缩会因低温区域的材料所约束,部分区域出现塑性形变,进而在冷却的焊缝接头周围出现自相平衡的拉压应力。
一般状态下,焊缝与周围热影响区存在着一定的拉应力,同时具有一定的强度,通常会超过材料的屈服极值。
1.2.焊接残余应力的疲劳性分析针对弹塑性材料,Welding residual stress对结构静、动态疲劳承载能力的作用存在较大差异。
静态载荷状态,塑性断裂与弹性损失是结构的两类失效因素。
Welding residual stress对弹性断裂承载能力不存在显著的影响,这是因为自平衡力系,Welding residual stress和外在应力的累积能够在残余拉应力中达到屈服极值,不过塑性断裂即承载截面出现全屈服的结果,仅在残余压应力范围内,同时叠加应力参数超过屈服极值才能够造成失效问题。

焊接工艺对接头残余应力的影响与优化引言:焊接是一种常用的金属连接方式,广泛应用于各个行业。
然而,焊接过程中产生的残余应力对接头的性能和寿命产生了重要影响。
因此,研究焊接工艺对接头残余应力的影响,并寻找优化方法,对于提高焊接质量和延长接头使用寿命具有重要意义。
一、焊接工艺对接头残余应力的影响1. 热应力影响焊接过程中,高温引起的热膨胀差异会导致接头产生瞬时应力,这种应力称为热应力。
热应力会导致接头变形和应力集中,进而影响接头的机械性能和疲劳寿命。
2. 冷却速率影响焊接完成后,接头会经历冷却过程。
冷却速率的快慢会影响接头的残余应力分布。
快速冷却会导致接头表面产生较大的残余应力,而慢速冷却则会使残余应力分布更加均匀。
3. 焊接方向影响焊接方向对接头残余应力的分布也有重要影响。
焊接方向与应力方向的一致性会减小接头的残余应力,反之则会增大。
二、优化焊接工艺以减小残余应力1. 控制焊接温度合理控制焊接温度可以减小热应力对接头的影响。
通过调整焊接电流、电压和焊接速度等参数,可以控制焊接温度在适当范围内,减小热应力的产生。
2. 采用预热和后热处理预热可以提高接头的温度均匀性,减小焊接过程中的温度梯度,从而减小残余应力的产生。
后热处理可以通过加热和保温等方式,使接头温度缓慢降低,有助于减小残余应力。
3. 优化焊接顺序合理的焊接顺序可以减小焊接过程中的残余应力。
通常情况下,从中心向外焊接可以减小残余应力的产生,因为这样可以减小焊接过程中的温度梯度。
4. 控制冷却速率合理控制冷却速率可以减小接头表面的残余应力。
可以采用保温措施或者控制冷却介质的温度来控制冷却速率,使接头的残余应力分布更加均匀。
结论:焊接工艺对接头残余应力具有重要影响,合理优化焊接工艺可以减小接头的残余应力,提高接头的性能和使用寿命。
通过控制焊接温度、采用预热和后热处理、优化焊接顺序以及控制冷却速率等方法,可以有效减小接头的残余应力,提高焊接质量。
因此,在实际焊接过程中,需要根据具体情况选择合适的焊接工艺,以减小残余应力对接头的影响。
收稿日期:2008-09-21;收修改稿日期:2008-12-29基金项目:国家科技支撑计划项目(2007BAG05B00);教育部高等学校骨干教师资助计划项目机 车 电 传 动ELECTRIC DRIVE FOR LOCOMOTIVES№2, 2009Mar.10, 2009 2009年第2期 2009年3月10日研究开发焊接残余应力对钢结构疲劳性能影响研究周张义,李芾(西南交通大学机械工程学院,四川成都610031)作者简介:周张义(1982-),男,博士研究生,从事机车车辆结构设计和疲劳研究。
摘要:针对机车车辆各焊接承载部件的结构疲劳性能,在广泛参考和借鉴国际上动态承载焊接结构的疲劳研究成果,并对各种现行国内外工业设计标准或规范进行对比研究的基础上,主要就焊接残余应力的结构疲劳性能影响及其考虑方式相关内容进行了详细和深入的探讨。
明确在机车车辆各焊接承载部件的焊缝接头疲劳设计、强度评定及寿命预测分析中,必须重视焊接残余应力的疲劳影响作用,并应依据实际结构几何及焊缝接头形式、承载特点、残余应力真实分布等因素,采取适当方法予以合理考虑。
关键词:焊接残余应力;钢结构;焊接接头;疲劳影响;机车车辆;疲劳分析中图分类号:U260.32;TG457.1 文献标识码:A文章编号:1000-128X(2009)02-0024-06Study on the Effect of Welding Residual Stresses on the Fatigue Behavior of Steel StructuresZHOU Zhang-yi,LI Fu(School of Mechanical Eng., Southwest Jiaotong University, Chengdu, Sichuan 610031, China)Abstract:Considering the structure fatigue behavior of welded loaded components of rolling stock, based on widely referring the international fatigue research results of dynamically loaded welded structures and analyzing the various technical design standards or criterions of domestic and international, the influence of welding residual stresses on the fatigue behavior of steel structures and its considering method have been discussed detailed and deeply. It is indicated that the fatigue effect of welding residual stresses must be emphasized in the fatigue design, strength assessment and life prediction of welded joints of rolling stock welded loaded structures. Appropriate methods should be adapted reasonable considering its effect, according to the practical structural geometry, pattern of the welded joints, load conditions, true distribution of residual stresses and so on.Key words:welding residual stresses; steel structures; welded joints; fatigue effect; rolling stock; fatigue analysis0引言近年来,随着铁路运输跨越式发展战略的实施,为满足客运高速、货运重载及快速的各项技术和运行性能指标,焊接承载结构轻量化设计技术和中高强度钢得到了广泛应用。
焊缝余高对焊接接头疲劳强度的影响焊缝余高是指焊接接头中焊缝的高度差,是焊接接头几何形状的一个重要参数。
焊缝余高的大小直接影响着焊接接头的疲劳强度。
本文将从理论和实验两个方面探讨焊缝余高对焊接接头疲劳强度的影响。
一、理论分析焊缝余高对焊接接头疲劳强度的影响可以从应力集中和疲劳裂纹扩展两个方面来分析。
1. 应力集中焊缝余高会导致应力集中的现象,使焊接接头的应力分布不均匀。
在高应力集中区域,应力会集中并超过材料的疲劳极限,从而加速疲劳裂纹的产生和扩展。
因此,焊缝余高越大,焊接接头的疲劳强度越低。
2. 疲劳裂纹扩展焊缝余高会影响焊接接头中疲劳裂纹的扩展路径。
当焊缝余高较大时,焊接接头中的应力场会集中在焊缝余高处,使得疲劳裂纹容易从焊缝余高区域开始扩展。
而疲劳裂纹的扩展路径决定了焊接接头的疲劳寿命,因此焊缝余高对焊接接头疲劳强度有着直接的影响。
二、实验验证为了验证焊缝余高对焊接接头疲劳强度的影响,进行了一系列的实验研究。
实验采用不同焊缝余高的焊接接头进行疲劳试验,通过测量接头的疲劳寿命来评估焊缝余高对疲劳强度的影响。
实验结果表明,焊缝余高对焊接接头的疲劳强度有显著影响。
当焊缝余高较小时,焊接接头的疲劳寿命较长;而当焊缝余高较大时,焊接接头的疲劳寿命明显下降。
这是因为焊缝余高较大时,焊接接头中的应力集中现象明显增强,导致疲劳裂纹更容易产生和扩展。
三、结论焊缝余高对焊接接头疲劳强度具有重要影响。
焊缝余高较大时,会导致焊接接头中应力集中现象增强,疲劳裂纹更容易产生和扩展,从而降低焊接接头的疲劳寿命。
因此,在焊接接头设计和制造过程中,应尽量控制焊缝余高,以提高焊接接头的疲劳强度。
为了进一步研究焊缝余高对焊接接头疲劳强度的影响,可以从以下几个方面展开研究:①优化焊接接头的几何形状,减小焊缝余高;②改善焊接工艺,控制焊缝余高的大小;③使用合适的焊接材料,提高焊接接头的疲劳强度。
通过这些措施可以有效提高焊接接头的疲劳强度,提高焊接结构的安全性和可靠性。
FPSO典型节点疲劳寿命分析蒋文进;李良碧;罗广恩;朱德钦;卫涛【摘要】FPSO在服役期间长期承受由波浪等引起的不断变化的交变载荷,为保证其安全工作,有必要对FPSO进行疲劳寿命分析.首先选取FPSO的舭部与船底连接处(典型节点一)以及肋板与纵舱壁连接的肘板趾端(典型节点二)作为疲劳校核的典型节点部位;然后通过建立典型节点一和典型节点二精细网格有限元模型进行局部应力分析,由线性插值法得到典型节点处的热点应力;最后基于双壳油船共同结构规范(JTP)中的S-N曲线疲劳分析方法,对两处典型节点进行疲劳寿命分析,得到疲劳寿命满足船东50年寿命要求的结论.【期刊名称】《舰船科学技术》【年(卷),期】2014(036)012【总页数】6页(P29-33,38)【关键词】FPSO;典型节点;疲劳寿命;有限元方法【作者】蒋文进;李良碧;罗广恩;朱德钦;卫涛【作者单位】江苏科技大学船舶与海洋工程学院,江苏镇江212003;江苏科技大学船舶与海洋工程学院,江苏镇江212003;江苏科技大学船舶与海洋工程学院,江苏镇江212003;江苏科技大学船舶与海洋工程学院,江苏镇江212003;江苏科技大学船舶与海洋工程学院,江苏镇江212003【正文语种】中文【中图分类】U661随着世界油气需求增加和边际油田开采,世界石油公司将大量资金投向海洋石油开发,深海石油开发成为关注的热点。
FPSO由于独特的优点而备受石油公司青睐,开始大规模运用。
FPSO在服役期间长期承受由波浪等引起的不断变化的交变载荷,因此,疲劳失效成为FPSO结构失效的一种主要形式[1],应给予重点关注。
疲劳强度研究方法主要有S-N曲线法和断裂力学法。
目前S-N曲线方法已经广泛应用于船舶的疲劳评定中,而断裂力学方法通常作为分析疲劳问题的辅助方法。
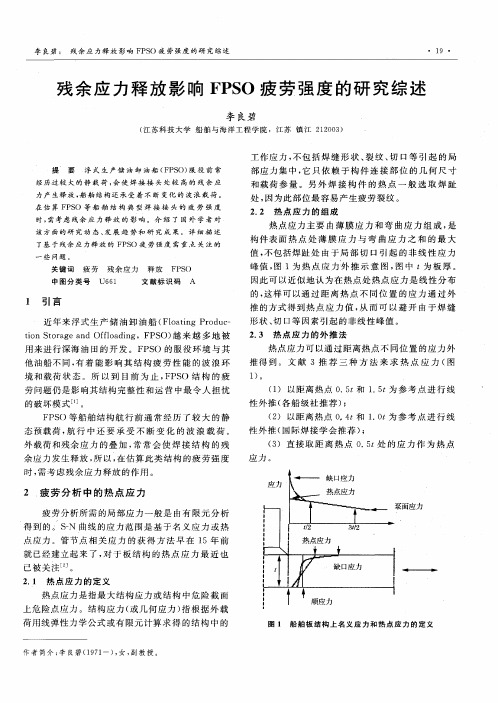
S-N曲线法主要包括热点应力的确定和S-N曲线的选择。
由于船体结构中焊接部位众多,而且往往疲劳损伤就是出现在焊接位置,因此在疲劳评估方法中常使用热点应力法来代替传统的正应力法。
残余应力引起金属疲劳强度衰变的原因下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!引言金属疲劳是材料工程领域中一个重要的现象,它指的是在反复加载下金属材料会逐渐发生损伤和失效的现象。
本文由球球953464687贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
49 卷第 4 期 ( 总第 184 期) 2008 年 12 月中国造船SH IPBU I I G O F CH I LD N NA. V o l 49 N o. 4 ( Serial N o. 184) D ec. 2008文章编号: 100024882 ( 2008) 04200522009FPSO 典型焊接接头残余应力释放及其对疲劳强度的影响李良碧, 王自力摘要( 江苏科技大学船舶与海洋工程学院, 江苏镇江212003)为了在估算结构疲劳强度时计及残余应力释放的作用, 合理地解释在以往焊接接头疲劳试验中不能解释的试验结果, 借助三维弹塑性有限元法, 研究了 FPSO 典型焊接接头在任意变幅循环载荷作用下的残余应力释放规律, 建立了在任意变幅循环载荷作用下残余应力释放大小与残余应力和外载荷大小之间的计算公式, 从而定量地分析了残余应力的释放, 提高了疲劳强度估算的准确性和可靠性。
关键词: 船舶、舰船工程; FPSO ; 焊接接头; 残余应力释放; 疲劳; 有限元法中图分类号: U 661. 4 文献标识码: A1 引言当焊接结构由外载荷产生的应力和残余应力相叠加时, 常常会使应力超过材料的屈服强度, 一部分与残余应力相关的弹性应变就转化为塑性变形, 因此, 残余应力就产生了释放现象, 即残余应力在循环载荷的作用下逐渐消失[ 1~ 3 ]。
众所周知, 船舶等结构在服役期间, 由于波浪载荷所产生的应力与初始残余应力叠加, 会使结构提前到达材料的屈服应力, 在很大程度上降低了结构的疲劳强度。
但实际上, 船舶服役前, 如进行油船试验和压载, 船舶焊接结构所承受的静载荷远远大于在服役期间所承受的常规波浪载荷[ 4 ] , 结构中较高的初始残余应力已被释放。
浮式生产储油卸油船 (FPSO ) 和海洋平台等承受波浪载荷作用的结构, 特别是油船和散货船的腹板框架结构, 对残余应力释放特别敏感[ 5 ]。
尽管国内外众多学者对残余应力的释放进行过一些探讨[ 1~ 12 ] , 但很少有文献报导从疲劳角度来定量地分析焊接残余应力释放及其对疲劳强度的影响, 因此, 常有一些焊接结构的疲劳试验结果不能被合理地解释[ 13, 14 ]。
本文借助三维弹塑性有限元法, 研究了在任意变幅循环载荷作用下残余应力释放的规律, 建立了在任意变幅循环载荷作用下残余应力释放大小与残余应力和外载荷大小之间的计算公式, 最后分析了残余应力释放对结构疲劳强度的影响, 合理地解释了某些疲劳试验的结果。
2 典型焊接接头残余应力释放的有限元分析本文借助较简单的内应变有限元法[ 15 ] 来模拟焊接残余应力, 借助弹塑性有限元法分析残余应力的①将内应变输入模型; ②通过应力和应变的自平衡分析得到初始残余应变和应力;释放, 分析步骤如下:收稿日期: 2007204230; 修改稿收稿日期: 200820222049 卷第4 期 ( 总第184 期) 李良碧, 等: FPSO 典型焊接接头残余应力释放及其对疲劳强度的影响 53③利用弹塑性有限元法, 分析在不同的外载荷作用下残余应力的释放。
须指出的是, 由于纵向残余应力在这些结构形式中与疲劳强度密切相关, 所以本文讨论的都为结构的纵向应力。
2. 1 模型从几何结构和承受载荷形式的角度, 作者选出能代表浮式生产储油卸油船典型焊接结构形式的四种焊接接头模型进行研究。
模型的几何尺寸和结构形式如图 1 所示, 材料都为船用钢, 厚度为 10mm 。
模型 1、模型 2 和模型 3 材料的屈服强度为315M Pa, 模型 4 材料的屈服强度为 350M Pa。
(a ) 模型 1 ( b ) 模型 2(c) 模型 3 ( d ) 模型 4图 1 模型的几何尺寸有限元模型如图 2 所示。
根据模型的结构特点, 模型 1, 模型 2 和模型 3 采用 1 8 对称结构和 x 、、 y z 轴对称的边界条件; 模型4 则采用1 2 对称结构和 y 轴对称边界条件。
有限元模型考虑了焊角形状, 加密了焊趾周围的网格划分, 采用 20 节点的 So lid 单元。
通过网格划分的灵敏度分析, 可得出在焊趾处采用1. 6mm ×2mm ×2. 5mm 的网格尺寸是合适的和节省计算时间的。
54中国造船学术论文(a ) 模型 1 ( b ) 模型 2(c) 模型 3 ( d ) 模型 4图 2 有限元模型2. 2 循环载荷作用下残余应力的释放 2. 2. 1 试验载荷及残余应力的释放为防止对海洋的污染, 油船通常采用双层壳结构[ 4 ]。
满载时, 油船结构承受的预载荷达到材料屈服强度的50% 到80% 。
为了研究残余应力释放对结构疲劳强度的影响, 韩国现代重工[ 14 ] 对FPSO 典型焊接接头加以不同的静态预载荷 ( 表 1) 进行残余应力释放的试验研究。
试验时的载荷工况为载荷工况 1: 未加预载荷; 载荷工况 2 : 预载荷为 0. 5Ρy ( Ρy 为屈服应力) 的名义拉伸应力; 载荷工况 3: 预载荷为 0. 85Ρy 的名义拉伸应力。
表 2 列出了模型 1 离焊趾 2mm~ 2. 5mm 处的纵向残余应力有限元分析值与试验测量值[ 14 ]。
图 3 示出了模型 1 的主板宽度方向上, 纵向残余应力分布的有限元分析结果与测量结果[ 14 ]。
从图 3 和表 2 中可看出: ①随着预载荷的增加, 焊接残余应力不断降低; ②残余应力的释放只改变应力值, 不改变残余应力的分布特征; ③残余应力的释放使残余应力的绝对值相应变小; ④有限元分析结果与试验结果总体上一致, 因此, 利用有限元分析残余应力释放是合适的。
49 卷第4 期 ( 总第184 期) 李良碧, 等: FPSO 典型焊接接头残余应力释放及其对疲劳强度的影响 55表 1 静态预载荷须指出的是, 表 2 中Ρx 为纵向残余应力; ?Ρx 为残余应力释放前后的差值; Ρx 为纵向残余应力的测量均值。
2. 2. 2 循环次数不同的循环载荷及残余应力的释放图 3 主板宽度方向上纵向残余应力Ρx 随离中心线距离 l 的变化 ( 模型 1)本文借助有限元法分析了循环次数不同的循环载荷对残余应力释放的影响。
图 4 示出了模拟的带预载荷的循环载荷, 这些循环载荷的共同特点是有相等的预载荷值和等幅循环载荷, 不同的只是等幅循环载荷的循环次数。
56中国造船学术论文(a ) 预载荷+ 1 个循环 ( b ) 预载荷+ 5 个循环 ( c) 预载荷+ 10 个循环图 4 循环次数不同的循环载荷一般来说, 结构的热点应力和缺口应力与疲劳强度密切相关, 因此本文选择了与结构疲劳热点和疲劳缺口应力相关的节点应力进行分析。
在循环次数不同的循环载荷作用下, 模型 1 与疲劳相关点的残余应力释放如图 5 所示。
由图 5 可见, 残余应力的释放仅限于第一个循环。
其它模型也有类似的情况。
从试验的观点出发[ 1 ] , 循环载荷在循环了 107 次后, 残余应力完全释放后的值与只循环一次的残余应力值之比只有轻微的下降。
文献[ 5 ] 对船舶上的开孔结构在整个寿命期间的疲劳及残余应力的重分布进行了调查: 经过一次满载航行后, 根据计算, 残余应力的分布比较稳定。
文献 [ 8 ] 也得到了同样的结论。
因此, 用循环载荷的第一个循环来分析图 5 循环次数 N 不同的循环载荷对残余应力Ρx 释放的影响 ( 模型 1)这种载荷工况模式的残余应力释放已足够了。
其它模型也有相同的规律。
2. 2. 3 简单变幅循环载荷及残余应力的释放 FPSO 经历满载和卸载, 不断重复着中垂和中拱的受力状态, 而且, 经常航行或工作在具有不同海况的区域, 经历多变的波浪载荷, 因此, 为方便计算, 首先选择较简单的变幅循环载荷 ( 图 6) 来模拟波浪载荷, 分析其对残余应力释放的影响。
在载荷工况C 1 中, 第1 个循环的幅值是最高的; 在载荷工况C 2 中, 第 4 个循环的幅值是最高的; 它们的共同特点是具有相等的循环载荷的最高幅值。
(a ) 载荷工荷 C 1 ( b ) 载荷工荷 C 2图 6 简单的变幅循环载荷 ( 5 次循环)两种简单变幅载荷对残余应力的释放如图7 所示。
同样选择了与疲劳相关的节点应力来研究。
从图7 可见, 在载荷工况C 1 中, 残余应力的释放仅限于第1 个循环; 而在载荷工况C 2 中, 残余应力的释放出现在第 2 个和第 4 个循环中。
图 7 中实心点代表残余应力将在相应圆圈所示的循环中释放。
从图 7 亦可看出, 两种载荷工况在循环载荷结束后, 具有相等的残余应力释放值, 其原因在于它们所受循环载荷的最49 卷第4 期 ( 总第184 期) 李良碧, 等: FPSO 典型焊接接头残余应力释放及其对疲劳强度的影响 57高幅值相等。
(a ) 载荷工况 C 1 ( b ) 载荷工况 C 2基于上述分析可知, 残余应力释放的程度是由循环载荷中的最高幅值所控制。
残余应力释放后, 若再经历同等或较小幅值的循环载荷, 残余应力将不再继续释放。
文献 [ 16 ] 也有相似的结论。
其他相似结构承受相似载荷工况也有类似的释放规律。
2. 2. 4 变幅循环载荷及残余应力的释放为了较准确地估算焊接构件在任意复杂载荷工况下的疲劳强度, 需得到残余应力释放值的大小。
表 3 列出了不同预载荷的变幅循环载荷。
表 3 有不同预载荷的变幅循环载荷 M Pa载荷工况1 2 3 4 5 64 个模型疲劳热点处的残余应力经历最高循环幅值后的值与初始残余应力值的比率( Ρres ) afterm ax ( Ρres ) in i 和 { ( Ρres ) ini + Ρapp } Ρy ( Ρapp 为外加应力) 与 1 的比率如图 8 所示。
由图 8 可见, 当 { ( Ρres ) in i + Ρapp } Ρy < 1 时, 残余应力不会释放; 当 { ( Ρres ) in i + Ρapp } Ρy 超过 1 时, ( Ρres ) afterm ax ( Ρres ) in i 随着 { ( Ρres ) in i + Ρapp } Ρy 的增加而线性下降; 当残余应力完全释放时, { ( Ρres ) in i + Ρapp } Ρy 的值达到 1. 9, 超过这个值, 拉伸残余应力将转变为压缩残余应力。
基于上述的分析, 可将图 8 中疲劳热点残余应力释放规律归纳为 { ( Ρres ) in i + Ρapp } Ρy < 1, ( Ρres ) 2cycle ( Ρres ) in i = 1; ( 1) { ( Ρres ) in i + Ρapp } Ρy ≥ 1, ( Ρres ) afterm ax ( Ρres ) in i = - 1. 1[ { ( Ρres ) in i + Ρapp } Ρy ] + 2. 1 由于式 ( 1) 已将材料的屈服应力进行了正则化, 所以式 ( 1) 也适用于分析不同钢种的残余应力释放, 而且式 ( 1) 亦可应用于其他相似的焊接件。