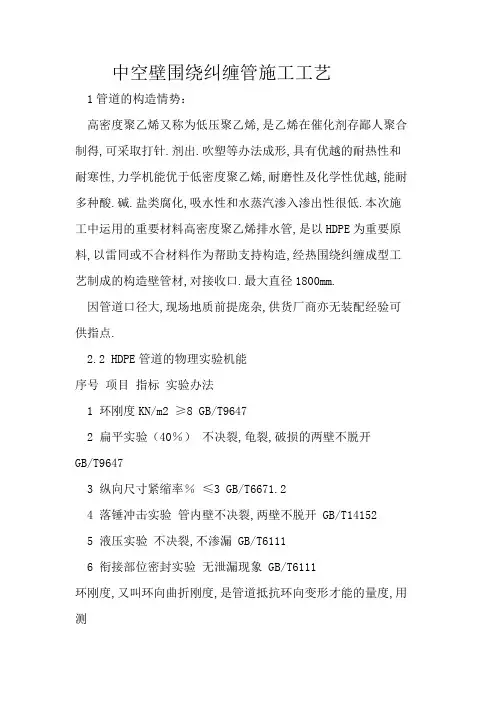
中空壁围绕纠缠管施工工艺1管道的构造情势:高密度聚乙烯又称为低压聚乙烯,是乙烯在催化剂存鄙人聚合制得,可采取打针.剂出.吹塑等办法成形,具有优越的耐热性和耐寒性,力学机能优于低密度聚乙烯,耐磨性及化学性优越,能耐多种酸.碱.盐类腐化,吸水性和水蒸汽渗入渗出性很低.本次施工中运用的重要材料高密度聚乙烯排水管,是以HDPE为重要原料,以雷同或不合材料作为帮助支持构造,经热围绕纠缠成型工艺制成的构造壁管材,对接收口.最大直径1800mm.因管道口径大,现场地质前提庞杂,供货厂商亦无装配经验可供指点.2.2 HDPE管道的物理实验机能序号项目指标实验办法1 环刚度KN/m2 ≥8 GB/T96472 扁平实验(40%)不决裂,龟裂,破损的两壁不脱开GB/T96473 纵向尺寸紧缩率%≤3 GB/T6671.24 落锤冲击实验管内壁不决裂,两壁不脱开 GB/T141525 液压实验不决裂,不渗漏 GB/T61116 衔接部位密封实验无泄漏现象 GB/T6111环刚度,又叫环向曲折刚度,是管道抵抗环向变形才能的量度,用测试办法或盘算办法定值,单位为N/m2.一般取直径3%变形时的测量值.扁平实验,在径向加中断载荷,当试样在垂直偏向内径变形量为原内径的40%时立刻卸荷,实验进程中,载荷应没有削减,试样应无决裂.纵向紧缩率,也叫纵向回缩率,是管材试样在110℃烘箱实验后的纵向紧缩比率,HDPE管道的线膨胀系数较大,该项目作为管材的一个检测项目.以上三项实验为检测该类新型排水管机能而定的,落锤实验.液压实验为流体输送管道的通例检测项目.3.施工工艺的肯定因工程中运用的HDPE管道型号比较多,现以工程初期装配的DN300管道作为阐述对象.3.1剖析HDPE管材的特点①管道制造时包管管道内径,平口管材,对接收口,运用电热熔联接;②重量轻,中空壁高密度聚乙烯管约为一致长度水泥管重量的1/8;③柔性管材及接口,不请求制造砼基本.3.2选定装配工艺选定确保管材衔接强度和密闭性请求的衔接工艺,肯定管道地面衔接整体吊装的施工计划.在沟槽边平地衔接收道,整体吊装就位,削减沟槽内施工前提良好,水.泥砂等对衔接后果造成不良影响,质量掌握重点放在管口的衔接及处理上.3.3肯定施工流程肯定按以下工序施工:测量放线——管沟开挖——基本砂垫层制造——检讨井制造——管道拼接——管道装配——管道与井口衔接——管道压腰——闭水实验——回填土4.管道装配施工工艺4.1沟槽开挖管沟最深开挖达4m,泥土前提差,地下水位高,按分层组合槽开挖,将管基夯实平整,铺垫200mm的砂层,增大管道底部与基本接触面积,呵护管道.4.2管道地面拼接4.2.1接口衔接方法HDPE中空壁围绕纠缠管,管道接口表里运用热紧缩带粘接密封,外部用电热熔固定带衔接,包管接口的密闭性和足够的衔接强度.4.2.2地面拼接在管沟边较平展的部位顺管沟摆放管道,并根据两井间距切割响应的长度.管道切割可用木匠切割锯,管道端部用木匠刨刨平.在管道衔接部位下挖300mm深,比电热熔带宽200mm操纵坑.4.2.3热紧缩带衔接管道调平对齐.请求管道程度对正,两管道之间中线相对偏移量不大于7mm,对口间隙不大于10mm①预备燃汽加热装配:液化汽罐.胶管及喷枪.②管道衔接部位擦净,管端800mm内请求无泥砂尘土.③管道衔接部位要用燃气喷枪平均加热到80~90°C.④将固定带胶面加热熔融后贴在管道上部,即对口缝应在管道的中部以上.⑤将紧缩带的胶面稍微加热一下,目标是去除潮气并使胶软化,紧缩带的三角形尖端在定位的2/3处粘接好并压实,请求从管底部沿中央圆周加固定带,同时要加热胶面以加强胶的粘接.紧缩带的一端加成工成三角形是为了增大紧缩带与管道的接触面积.⑥当加热到尖端固定片另一尖端时,要加密封胶条将其关闭以加固紧缩带端部.⑦加热后,固定带的边沿应有少量的胶溢出,未达到此后果则应中断加热.内壁热紧缩带的操纵办法同以上各步调.4.2.4电热熔固定带衔接①电源采取50kW发电机(DN800以下用30kW发电机),供电电缆为10mm2电缆(DN1200及以上用12mm2).②管道衔接部位擦净,管端500mm内不得有泥砂及水气.若有水滴.水气应运用棉布擦净,再用燃气喷枪烘干.③将电热熔带围在管道衔接地位上,有衔接线的一端在里面,带的中间线与管道中间线垂直,其实不得偏出接口10mm.④用尼龙扣带(DN900以上运用)或钢扣带将电热熔带紧固在管道上.同时将PE棒插在紧靠电热熔带的里端头部,管径在DN450以上的拔出90—100mm,DN400以下的拔出50mm,紧固时尽量缩小该部位闲暇.拔出PE棒的目标是为了包管电热熔紧缩带的端部密封周密,起填充感化.⑤根据情形温度设置加热时光⑥选择档位与电流项目管直径挡位电流规模焊机200~400 1(小) 12~16PE—2004X450~600 1(小) 16~25600~1000 2(大) 20~351100~2000 —— 26~40 PE—2002⑦热熔焊机通电加热.⑧焊接完毕割断电源,摘下输出线夹子,检讨带四周边与管子的间隙,然后再夹紧1/4到1/2圈.⑨20℃以上冷却15~20分钟,20℃以下冷却10~15分钟后松开扣带.⑩焊接完成后约10~15小时,焊接部位完整冷却固化,可移动管道,在焊接进程中或完整冷却之前移动管道将会影响焊接质量.4.3管道吊装就位对DN1400mm~DN1800mm管道,每次衔接6m长的管道4根,共24m,可用2辆吊机抬吊就位.吊装时,要用尼龙吊带,吊点加固,防止管道断裂.24米DN1800mmHDPE管道重量约为 2.5t,吊机的起重量及起重力臂均能知足吊装请求.4.4沟槽内管道衔接沟槽内管道衔接同前述地面上衔接一样,不合点是要留意有地下水实时消除,在接口时要严禁泥.水进入接口部位.水位应保持在管底300mm以下.槽底部经平整后铺200mm厚的中砂或粗砂,用震撼夯夯实.管顶800mm以上用压路机分层碾压.4.5管道与井衔接管道施工各工序中,先做好检讨井,预留出管道的装配地位.管道就位后,找正中间线及标高,用半干石棉绒水泥及油麻沿管道四周包裹宽100mm的长度,用凿子锤打密实,其余管段用C30水泥砂浆摸实管道与检讨井衔接图4.6管沟回填HDPE的线膨胀系数约为56×10-6/℃,约为钢材的5倍,温差较大时轻易因胀缩而使尚未完整冷却固定的衔接部位受到较大应力而影响衔接后果,在管道装配后尽快回填压腰,在衔接前后在管道上搭草帘子防止日光直晒,白日浇水降温,以削减管道长度变更.管道压腰的另一个感化是因为该排水管相对重量较轻,抗浮机能差,要防止地下水位上升太高时漂管.检讨井间管道段的最后一个接口的连策应在凌晨或傍晚,按施工请求检讨管道衔接及管道与检讨井的衔接外不雅质量,将土回填至管道外径的2/3高处,回填土按设计图纸进行.5.运行质量情形进行闭水实验前,必须将管道接口部位的中下部实时回填密实.作为柔性管道,悬臂构造会对管道产生伟大的径向变形,这是在实验时要防止的.本次工程中装配的排水体系经由闭水实验,管道泄漏量低于规范划定,今朝管道运行优越.6.几点领会在广州工程中,充分运用了HDPE中空壁排水管的各类机能,合理地安插了施工工艺及施工工序,战胜了各种晦气的施工情形及身分:序号管材机能施工运用备注1平口管材,运用电热熔联接地面衔接削减水.泥砂等对衔接后果造成不良影响2重量轻整体吊装加速进度3柔性管材及接口不请求制造砼基本两个检讨井位间管段只留一个接口在沟槽内衔接4新工艺表里热紧缩带,外加电热熔带加强密封.HDPE管属柔性管道,与刚性管道施工中回填土请求比拟无显著差别.但对于刚性管道,平日被视为一个自力的承力构造,强度上须推却全部的表里压力;而柔性管则是“管道与填土感化”体系承力构造,即管道与填土之间,因为力的互相调和,HDPE管的回填土与管体形成个体系承力构造,胸腔回填土的密实度大于85%,即管道与填土之间,形成双向压力,力的互相调和,使二者联合成一个高度有用的整体构造,请求胸腔回填土的密实度大于85%.施工中,斟酌管底垫层及管道胸腔回填土的密实度,请求回填土压实到划定的密实度,即按设计或规范.尺度施工,这决议了“管与土”体系的负载才能及管的径向变形率,可包督工程安然运行,这一点对于大直径管道施工尤为重要.而对于小直径管道,则在施工时则轻易的多,无须斟酌回填土的密实度对管道的影响.在现场做暂时施工通道的排水时,曾用12m的DN400mm管道在不做任何基本处理,回填土不做夯实处理,埋深在400mm时,可经由过程重载工程车辆而保持无缺. HDPE管道从上世纪九十年月未开端从国外引进,构造情势和联接方法多种多样,本文中所提到的是个中临盆工艺简略.制造成本低.易推广的一种管道.HDPE管道运用寿命为50年,是水泥管的2倍多,大大降低了寿命周期成本,是以,在各类输排水施工中会得到普遍运用.出场磨练工作,选定确保管材衔接强度和密闭性请求的衔接工艺,肯定管道地面衔接整体吊装的施工计划.在沟槽边平地衔接收道,整体吊装就位,两个检讨井位间管段只留一个接口在沟槽内衔接,削减沟槽内施工前提良好,水.泥砂等对衔接后果造成不良影响. 本工程根本肯定按以下工序流程施工:测量放线——管沟开挖——基本砂垫层制造——检讨井制造——管道拼接——管道装配——管道与井口衔接——管道压腰——闭水实验——回填土3 管道装配施工工艺3.1沟槽开挖管沟最深开挖达4m,泥土前提差,地下水位高,按分层组合槽开挖,挖方量大.HDPE管属柔性管,可削减管道基本不匀沉降的影响,不采取砾石垫层或砼垫层,将管基夯实平整,铺垫200mm的砂层,增大管道底部与基本接触面积以呵护管道.3.2管道地面拼接3.2.1接口衔接方法HDPE中空壁聚乙稀围绕纠缠管,管道接口选用电热熔固定带衔接,表里运用热紧缩带密封粘接,包管接口的密闭性,并包管达到足够的衔接强度.3.2.2地面拼接在管沟边较平展的部位顺管沟摆放管道,并根据两井间距切割响应长度的管道.管道切割可用木匠切割锯,管道端部用木匠刨刨平.在管道衔接部位下挖300mm深,比电热熔带宽200mm操纵坑.管道调平对齐.请求管道程度对正,两管道之间中线相对偏移量不大于7mm,对口间隙不大于10mm.3.2.3电热熔固定带衔接①电源采取50kW发电机(DN800以下用30kW发电机),供电电缆为10mm2电缆(DN1200及以上用12mm2).②管道衔接部位擦净,管端500mm内不得有泥砂及水气.若有水滴.水气应运用棉布擦净,再用燃气喷枪烘干.③将电热熔带围在管道衔接地位上,有衔接线的一端在里面,带的中间线与管道中间线垂直,其实不得偏出接口10mm.④用尼龙扣带(DN900以上运用)或钢扣带将电热熔带紧固在管道上.同时将PE棒插在紧靠电热熔带的里端头部,管径在DN450以上的拔出90—100mm,DN400以下的拔出50mm,紧固时尽量缩小该部位闲暇.拔出PE棒的目标是为了包管电热熔紧缩带的端部密封周密,起填充感化.⑤根据情形温度设置加热时光⑥选择档位与电流项目管直径挡位电流规模焊机200~400 1(小) 12~16PE—2004X450~600 1(小) 16~25600~1000 2(大) 20~351100~2000 —— 26~40 PE—2002⑦热熔焊机通电加热.⑧焊接完毕割断电源,摘下输出线夹子,检讨带四周边与管子的间隙,然后再夹紧1/4到1/2圈.⑨20℃以上冷却15~20分钟,20℃以下冷却10~15分钟后松开扣带.⑩焊接完成后约10~15小时焊接部位完整冷却固化,可移动管道,在焊接进程中或完整冷却之前移动管道将会影响焊接质量.3.2.4热紧缩带衔接①预备燃汽加热装配:液化汽罐.胶管及喷枪.②管道衔接部位擦净,管端800mm内请求无泥砂尘土.③管道衔接部位要用燃气喷枪平均加热到80~90°C.④将固定带胶面加热融后贴在管道上部,即对口缝应在管道的中部以上.⑤将外壁固定带的胶面稍微加热一下,目标是去除潮气并使胶软化,紧缩带的三角形尖端在定位的2/3处粘接好并压实,请求从管底部沿中央圆周加固定带,同时要加热胶面以加强胶的粘接.紧缩带的一端加成工成三角形是为了增大紧缩带与管道的接触面积.⑥当加热到尖端固定片另一尖端时,要加密封胶条将其关闭以加固紧缩带端部.⑦加热后,固定带的边沿应有少量的胶溢出,未达到此后果则应中断加热.内壁加强固定带的操纵办法以上各步调.3.4沟槽内管道衔接沟槽内管道衔接同前述地面上衔接一样,不合点是要留意有地下水实时消除,在接口时要严禁泥.水进入接口部位.水位应保持在管底300mm以下.槽底部经平整后铺中砂或粗砂厚200mm,用震撼夯夯实.水位应降至管底300mm以下,防止泥砂.水汽对管道衔接质量的影响.3.5管道与井衔接管道施工各工序中,要先做好检讨井,预留出管道的装配地位.管道就位后,找正中间线及标高,用半干石棉绒水泥沿管道四周包裹宽100mm的长度,用凿子锤打密实,其余管段用c30水泥砂浆摸实.3.2.8管沟回填HDPE的线膨胀系数约为56×10-6/℃,约为钢材的5倍,温差较大时轻易因胀缩而使尚未完整冷却固定的衔接部位受到较大应力而影响衔接后果,在管道装配后尽快回填压腰,在衔接前后在管道上搭草帘子防止日光直晒,白日浇水降温,是此类管道装配操纵的一个要点.管道压腰的另一个感化是因为该排水管相对重量较轻,抗浮机能差,要防止地下水位上升太高时漂管.检讨井间管道段的最后一个接口的连策应在凌晨或傍晚衔接.按施工请求检讨管道衔接及管道与检讨井的衔接外不雅质量,将土回填至管道外径的2/3高处,回填土按设计图纸进行.HDPE管属柔性管道,与刚性管道施工中回填土请求比拟较无显著差别.但对于刚性管道,平日被视为一个自力的承力构造,强度上须推却全体的表里压力;而柔性管则是“管道与填土感化”体系承力结构,即管道与填土之间,因为力的互相调和,使二者联合成一个高度有用的整体构造,请求胸腔回填土的密实度大于85%.施工中,重要斟酌管底垫层及管道胸腔回填土的密实度,这决议了“管与土”系统的负载才能及管的径向变形率,请求回填土压实到划定的密实度,即按设计或规范.尺度施工,可包督工程安然运行,这一点对于大口径管道施工尤为重要.而对于小口径管道,则在施工时则轻易的多,无须斟酌回填土的密实度对管道的影响.在现场做暂时施工通道的排水时,曾用12米的DN400管道在不做任何基本处理,回填土不做夯实处理,埋深在400mm时,可经由过程重载工程车辆而保持无缺.4 运行质量情形进行闭水实验时,必须将管道接口部位的下部实时回填密实.作为柔性材料,悬臂构造会对管道产生伟大的径向剪切力,这是在实验时要防止的.本次工程中装配的排水体系经由闭水实验,管道泄漏量低于规范划定,今朝管道运行优越.5 几点领会①HDPE管作为新型管道,除了相符大众日益存眷的环保请求,材料本身抗腐化.耐老化,其有用寿命可达50年,临盆制造进程采取热挤塑围绕纠缠成型工艺,内壁滑腻,削减摩擦,排水流畅性好,围绕纠缠加强管内壁糙率N=0.009,与同类型其它管材比拟可获得较大的设计流量和小的比摩阻.与同管径的水泥排水管比拟,经由过程才能强,不结垢.HDPE管多采取PE80级的高密度聚乙烯管材原料,是无毒性原料,对地盘无害,并且完万能再生运用.②重量轻:高密度聚乙烯加强管其特有的加强构造和较轻的重量,是水泥管重量的1/8,便于运输.施工,可削减大型机械费用,本工程可实现了管道衔接后整体吊装.③实用性强HDPE管道的施工因其本体及接口的柔性,增长了对不良地质的顺应性,特别对口岸.船埠堆场等地质前提变更较大,不需制造砼基本及包管砼,可缩短施工周期,其施工质量掌握重点应放在管口的衔接及处理上.④开挖土方回填的密实度包管如前所述,HDPE管的回填土与管体形成个体系承力构造,胸腔回填土的密实度大于85%,即管道与填土之间,形成双向压力,力的互相调和,使二者联合成一个高度有用的整体构造.6 国内同类管材成长现状及技巧经济比较我国地域辽阔,各地区的地质.地形.天然状态.经济形势和运用管材的习惯等都不一样,从上世纪九十年月未,消失了多种非金属管道,除本文提到的HDPE管道外,还有低密度聚乙烯管(LDPE).聚丙烯(PP).聚氯乙烯(PVC).玻璃钢.铝塑复合管.钢塑复合管等,形成了输水工程管材的多样性.这类管道的根本特点为内概况滑腻.外部异型加强构造,并能工场化临盆响应的套.配套管件,实用于城市污水排放,远距离低压输水及农田水利浇灌等工程,该产品可用于地面敷设下和地下埋设,埋深实用于于0.5m至20m间.管道联接可采取热熔接头.热缩接头号.承插接头号.同材质电熔接.活套法兰等多种联接技巧,接口质量高,施工轻便快捷,管道体系可实现零渗漏.该类材料为环保.安然.节能型产品,运用寿命长,重量轻.便于施工装配,是水泥,钢材的幻想替代产品,实用于各类地理和地质前提的不合泥土情形以及特别的地面敷设,实用于远距离低压输水和城市给排水.农田浇灌及管道及管道修复等公用工程,还可用于制造低压工艺容器.通风管道.储料仓以及特别的厚板材,今朝该产品在国外已得到普遍运用.7 技巧经济剖析HDPE管道正在推广运用阶段,管材成本有降低的空间,因为其运用时光长,寿命周期成底细对较低.管道装配后,运营.治理.保护费用比钢筋砼管低.比较造价剖析比较表见下页.个中,沟槽支护两种管道费用雷同,表中不再列取.由表中可见,沟槽挖土方.挖土场内运输.施工排水.管道装配等方面费用,HDPE管具有相当优势.HDPE管压寿命为运用50年,为水泥管的2.3倍,大降低了运营进程中的寿命周期成本.PE 管材料属聚烯烃类高分子化合物,其分子由碳.氢元素构成,无有害元素,卫生靠得住.在加工.运用及放弃进程中,不会对人体及情形造成晦气影响,是绿色建材.PE 管材不但韧性.挠性好,并且焊接机能极佳,管道衔接进程中施焊后果靠得住,造价低;同时具有优越的气密性.耐腐化性和优越的抵抗裂纹快速传递才能,因而普遍用于市政.石油.化工.燃气等扶植范畴.PE 管材的运用是2004 年扶植部科技成果推广项目.公司近年来开展对PE 管热熔焊接技巧进行研讨,研讨成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益.2 特色2.0.1 工艺流程先辈,可实现全主动.半主动施工.2.0.2 接头衔接稳固靠得住.2.0.3 施工技巧先辈,装备操纵简略,劳动强度低.2.0.4 施工进程中无需配备较多的施工机具,勤俭成本,灵巧灵巧.3 实用规模本工法可用于市政扶植给排水.燃气管道装配以及石油.化工.水处理等范畴实用于管径大于110mm ,小于425mm的管道施工(一般不许可不合材质的PE 管直接对接) .4 工艺道理热熔焊焊接是运用加热对象将管道或管件端面加热到210 ℃阁下,在可控压力下中断一准时光,使两头面熔合为一体,形成相符质量请求的管道焊接接头.5 施工办法PE 管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采纳哪种方法都应将热熔焊机机架安顿安稳.5.1 施工工艺流程管道.管件的验收→焊接预备→衔接部位端部铣温和同轴度校订→测量拖沓力→在可控压力下焊接→管道吹扫→试压.5.2 施工办法5.2.1 管道.管件的验收管道.管件应根据施工请求选用配套的等径.异径弯头和三通等管件.热熔焊接宜采取同种商标.材质的管件,对机能类似的不合商标.材质的管件之间的焊策应先做实验.重要根据:设计图纸.现行《燃气工程用埋地聚乙烯管材》GB/T15558.1.GB/T15558.2 技巧尺度《聚乙烯燃气管道工程技巧》CJJ63 技巧尺度.5.2.2 焊接预备1.检讨焊接机状态是否知足工作请求,检讨机具各个部位的紧固件有无脱落或松动.2.检讨机电线路衔接是否准确.靠得住.3.检讨液压箱内液压油是否充足.4.确认电源与机具输入请求是否相匹配.5.加热板是否相符请求(涂层是否毁伤) .6.铣刀和油泵开关是否正常等.衔接部位端部铣温和同轴度校订1.用清洁的布消除两管端部的污物.将管材置于机架卡瓦内,使对接两头伸出的长度大致相等且在知足铣削和加热请求的情形下应尽可能缩短,平日为 25~30mm.管材在机架以外的部分用支持架托起,使管材轴线与机架中间线处于统一高度,然后用卡瓦紧固好2.置入铣刀,先打开铣刀电源开关,然后迟缓张开两管材焊接端,并加以恰当的压力,直到两头面均有中断的切屑消失,撤失落压力,略等少焉,再退出运动架,关失落铣刀电源.切屑厚度应为0.5~1.0mm ,经由过程调节铣刀的高度可调节切屑的厚度.3.掏出铣刀,张开两头管,检讨两头对齐情形.管材的错位量不该超出管壁厚度的10 %或1mm 中的较大值,经由过程调剂管材直线度和松紧卡瓦可在必定程度长进行校订;张开时管材两头面间应没有显著裂缝,裂缝宽度不克不及超出:0.3 mm (D ≤225 mm) .0.5mm (225 mm < D ≤400 mm) 或1.0 mm (D > 400 mm) .如不知足上述请求应再次铣削,直到知足为止.5.2.4 测量拖沓力(移动夹具的摩擦阻力)各个场地前提的不合,会导致移动夹具(包含拖动PE 管) 的摩擦阻力各不雷同.在现实施工中应斟酌这个摩擦阻力,它与工艺参数压力(解释书中划定的压力) 叠加在一路得到现实运用压力.管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖沓力,可由压力表读出,做好记载.5.2.5 在可控压力下焊接正常情形下预热时光约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖沓力和解释书中划定的压力之和) ,直到双方最小卷边达到划定宽度时压力减小到划定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热.吸热时光知足撤退退却开运动架,敏捷掏出加热板,然后张开两管端.切换时光(tu) 应尽可能短,不克不及超出划定值.冷却到划定的时光后,卸压,松开卡瓦,掏出衔接完成的管材,用笔在焊口处标明编号和焊工标识表记标帜,预备下一接口的焊接.5.2.6 管道吹扫管道吹扫与一般管道吹扫雷同,重要采取爆破式吹扫,可以分段进行,介质为无油紧缩空气,压力不该超出管道的工作压力.5.2.7 试压PE 管道体系在投入运行之前应进行压力实验.压力实验包含强度实验和水密性实验.测试时一般采取水作为实验介质.1.强度实验。