《织造原理》教学课件—03浆纱
- 格式:ppt
- 大小:7.29 MB
- 文档页数:149


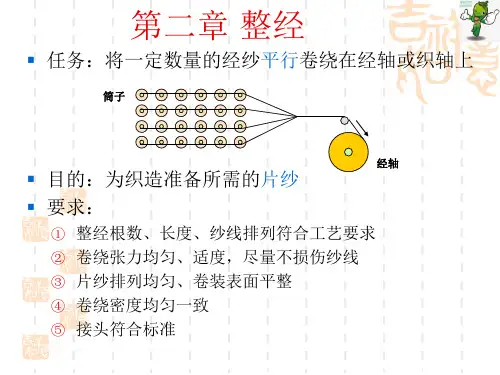
第三节浆纱工序浆纱基本知识回顾:浆纱是织造生产的关键工序。
(1)上浆的目的:使毛羽贴伏、纱线耐磨、断裂强度提高、尽量保持原纱的弹性伸长,提高织造性能。
(2)新型织造对浆纱的要求:新型织造技术对浆纱工艺及设备提出了更高的要求。
特别是喷气织造,要求毛羽贴伏好、可织性强,适应织造时的“大张力、小开口、强打纬、开口频率高”工艺要求,确保经纱开口清晰、光滑耐磨、毛羽少、抗拉伸、抗摩擦。
经纱上浆⏹设备——浆纱机、调浆设备⏹浆用原料——浆料⏹上浆对象——纱线(纤维)⏹上浆工艺——根据纤维材料及织造要求等设计●注意:上浆是物理过程上浆之后对经纱的质量要求▪增强:纯棉纱一般浆纱后经纱增加率在25~30%,涤棉纱增强率为15~25%(浸透与被覆兼顾)▪保伸:棉纱上浆后伸长率应在4~5%,涤棉纱应低些▪耐磨性能提高:(浆纱耐磨次数/原纱耐耐磨次数)×100%>900%▪毛羽降低率:先进指标为75%;▪好轴率:⏹上浆效果可以用织机断头数来衡量:有梭织机上:一般纱线原料和密度的品种:0.2~0.5根/台时细特高密府绸:先进水平指标为0.6根/台时 无梭织机上:10万纬断经数要求10~15根(10~15根/10万纬)项目名称线宽度tex/英支技术要求浆纱上浆合格率(%)14.5/4080 9.7/60浆纱回潮率(%)14.5/4085 9.7/60浆纱伸长率(%)14.5/40小于1.5 9.7/60浆纱疵点千匹升降率(%)14.5/400.8 9.7/600.5浆槽粘度合格率(%)14.5/40大于80 9.7/60织轴好轴率(%)14.5/4060 9.7/60卷线密度(g/cm3)14.5/400.5-0.6 9.7/60项目名称线宽度tex/英支技术要求浆纱减伸率(%)14.5/40小于30 9.7/60浆膜完整率(%)14.5/40大于80 9.7/60毛羽降低率(%)14.5/40大于75 9.7/60布机断头(根/台小时)14.5/40T W喷气 1.3 3片梭 1.3 0.5剑刊 1.5 2.5 9.7/60浆纱耐磨(次数/min)14.5/400.48-0.52 9.7/60⏹新型浆纱工艺(指二高一低浆纱工艺)对浆料的要求粘度低,浆液流动性好、浸透性好热粘度波动率低成膜性好,利于毛羽贴伏利于高压上浆调浆方便一、浆料选择⏹棉、涤、粘、麻或混纺纱的上浆:常用浆料有:原淀粉、变性淀粉、PVA1799(完全醇解)、PVA205MB(部分醇解)、丙烯酸类(液态较多)等。