迪砂线造型原理培训 ppt课件
- 格式:ppt
- 大小:1.93 MB
- 文档页数:52
制砂厂员工培训课件制砂厂员工培训课件随着社会的不断发展,制砂行业也迎来了新的机遇和挑战。
为了提高制砂厂员工的技能和素质,使其更好地适应和应对市场需求,制砂厂需要进行员工培训。
本文将从不同角度探讨制砂厂员工培训的重要性、培训内容和方法,以及培训后的效果。
一、培训的重要性制砂厂员工培训的重要性不言而喻。
首先,随着科技的不断进步,制砂技术也在不断更新。
员工需要不断学习新的技术和工艺,以提高工作效率和产品质量。
其次,制砂行业的竞争日益激烈,只有具备先进的技能和知识,才能在市场上立足。
最后,员工培训可以提高员工的工作积极性和满意度,减少员工流失率,提高企业的稳定性和竞争力。
二、培训内容制砂厂员工培训的内容应该根据不同岗位的需求进行具体规划。
首先,对于操作工人员,培训内容应包括设备的操作和维护知识、安全操作规程以及产品质量控制等方面的知识。
其次,对于技术人员,培训内容应包括砂石的物理特性、砂石加工工艺、设备的选型和维护等方面的知识。
此外,还可以根据员工的个人发展需求,提供一些管理和沟通技巧的培训,以提高员工的综合素质。
三、培训方法制砂厂员工培训的方法应该多样化,结合实际情况和员工的学习特点。
首先,可以采用理论与实践相结合的方式进行培训。
理论培训可以通过讲座、课堂教学等形式进行,让员工了解相关知识和技能。
实践培训可以通过现场操作、模拟实验等形式进行,让员工亲身体验和掌握操作技巧。
其次,可以采用小组讨论和案例分析的方式进行培训。
员工可以在小组中互相交流和学习,通过案例分析可以培养员工的分析和解决问题的能力。
此外,还可以利用互联网和多媒体技术进行网络培训,让员工随时随地学习。
四、培训后的效果制砂厂员工培训的效果可以通过多种方式进行评估。
首先,可以通过考试和测验的方式评估员工的学习成果。
通过考试可以检验员工对知识和技能的掌握程度,通过测验可以评估员工对培训内容的理解和应用能力。
其次,可以通过实际工作表现评估员工的培训效果。
机制砂培训课件机制砂培训课件:开启技能提升之旅近年来,随着科技的飞速发展和社会的不断进步,人们对于技能的需求也越来越高。
在这个竞争激烈的时代,拥有一项优秀的技能是我们成功的基石。
为了满足人们对技能提升的需求,机制砂培训课件应运而生。
机制砂培训课件是一种以电子形式呈现的教学资料,通过图文、视频、音频等多媒体元素,系统地介绍和讲解各种技能。
它不仅提供了丰富的知识内容,还通过实例、案例分析等方式,帮助学习者更好地理解和掌握技能。
首先,机制砂培训课件具有灵活性和便捷性。
与传统的面对面培训相比,它能够根据学习者的需求和时间安排进行自主学习。
学习者可以根据自己的节奏和进度进行学习,不受时间和空间的限制。
无论是在家中、办公室还是旅途中,只要有电脑或手机,就可以随时随地进行学习。
其次,机制砂培训课件具有互动性和个性化。
通过课件中的互动元素,学习者可以与课件进行互动,参与到学习过程中。
这种互动性不仅能够提高学习的效果,还能够增加学习的乐趣和兴趣。
同时,机制砂培训课件还可以根据学习者的特点和需求进行个性化定制,提供更加精准和有效的学习内容。
再次,机制砂培训课件具有实用性和实战性。
课件中的知识和技能都是经过精心筛选和整理的,具有很高的实用性。
学习者可以通过课件学习到最新的技术和方法,掌握实用的操作技巧。
同时,课件还会通过实例和案例分析,帮助学习者将所学的知识应用到实际工作中,提高实战能力。
最后,机制砂培训课件具有持续学习和更新的特点。
随着技术的不断进步和知识的不断更新,学习者需要不断地进行学习和提升。
机制砂培训课件可以随时更新和升级,保证学习者始终处于学习的最前沿。
通过不断的学习和提升,学习者可以不断提高自己的竞争力,适应社会的发展需求。
总之,机制砂培训课件是一种现代化的学习工具,它以其灵活性、互动性、实用性和持续学习的特点,为学习者提供了便捷、高效和优质的学习体验。
通过学习机制砂培训课件,我们可以开启技能提升之旅,不断提高自己的竞争力,实现个人的价值和梦想。
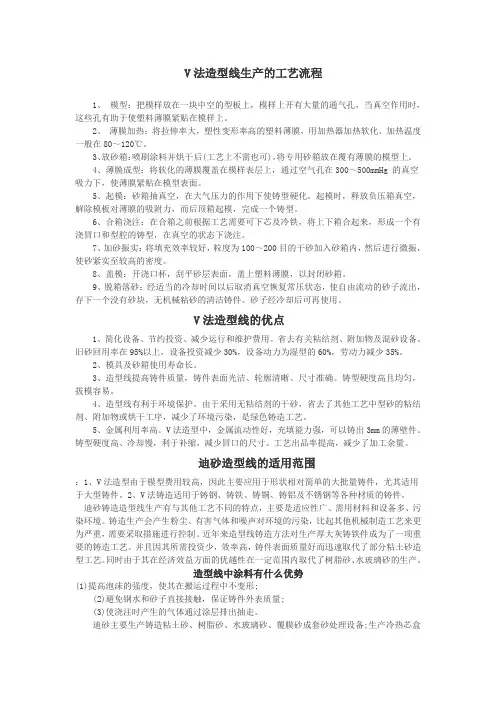
V法造型线生产的工艺流程1、模型:把模样放在一块中空的型板上,模样上开有大量的通气孔,当真空作用时,这些孔有助于使塑料薄膜紧贴在模样上。
2、薄膜加热:将拉伸率大,塑性变形率高的塑料薄膜,用加热器加热软化。
加热温度一般在80~120℃。
3、放砂箱:喷刷涂料并烘干后(工艺上不需也可),将专用砂箱放在覆有薄膜的模型上。
4、薄膜成型:将软化的薄膜覆盖在模样表层上,通过空气孔在300~500mmHg 的真空吸力下,使薄膜紧贴在模型表面。
5、起模:砂箱抽真空,在大气压力的作用下使铸型硬化。
起模时,释放负压箱真空,解除模板对薄膜的吸附力,而后顶箱起模,完成一个铸型。
6、合箱浇注:在合箱之前根据工艺需要可下芯及冷铁,将上下箱合起来,形成一个有浇冒口和型腔的铸型,在真空的状态下浇注。
7、加砂振实:将填充效率较好,粒度为100~200目的干砂加入砂箱内,然后进行微振,使砂紧实至较高的密度。
8、盖模:开浇口杯,刮平砂层表面,盖上塑料薄膜,以封闭砂箱。
9、脱箱落砂:经适当的冷却时间以后取消真空恢复常压状态,使自由流动的砂子流出,存下一个没有砂块,无机械粘砂的清洁铸件。
砂子经冷却后可再使用。
V法造型线的优点1、简化设备、节约投资、减少运行和维护费用。
省去有关粘结剂、附加物及混砂设备。
旧砂回用率在95%以上,设备投资减少30%,设备动力为湿型的60%,劳动力减少35%。
2、模具及砂箱使用寿命长。
3、造型线提高铸件质量,铸件表面光洁、轮廓清晰、尺寸准确。
铸型硬度高且均匀,拔模容易。
4、造型线有利于环境保护。
由于采用无粘结剂的干砂,省去了其他工艺中型砂的粘结剂、附加物或烘干工序,减少了环境污染,是绿色铸造工艺。
5、金属利用率高。
V法造型中,金属流动性好,充填能力强,可以铸出3mm的薄壁件。
铸型硬度高、冷却慢,利于补缩,减少冒口的尺寸。
工艺出品率提高,减少了加工余量。
迪砂造型线的适用范围:1、V法造型由于模型费用较高,因此主要应用于形状相对简单的大批量铸件,尤其适用于大型铸件。
迪砂线造型机维护保养手册(气动部分)气动系统在造型机中占有很大的比重,在生产过程中,气动故障也是时常发生。
为了减少因气动故障影响的生产因素,延长气动设备的使用寿命。
现根据在铸造八车间的现场跟踪,制定此维护保养手册,对气动系统的维护和保养做出规范。
一、日常维护保养:1.1每天交接班前5:30-6:00、17:30-18:00,将冷凝水放净,以免管道中含水量过多,加速气动阀、管道的锈蚀。
冷凝水排放涉及到从空压机、储气罐、管道系统直到各处空气过滤器、干燥器和排水阀等整个气动系统。
1.2每天6:00-7:00 查看造型机上各气压表是否损坏(如有损坏两天之内更换),气压指示数值是否正常,总气源气压应为5-6pa,射砂气压应保持在2.5-3pa,AMC工作气压应为5-6pa。
气压过小,设备无法正常运行,气压过大将会对机器、管道、阀体,带来严重损伤,甚至带来危险。
如不正常,马上停机,检查并修复。
1.3每天5:30-6:00检查润滑系统是否工作正常。
检查油雾器、导杠润滑器,是否滴油正常,如果油雾器、各自动润滑装置的滴油量不减少,应该马上进行调整,查看油雾器是否装反,润滑油是否已经用完,油道是否堵塞。
调整无效,对油雾器进行检修或者更换。
油雾器的滴油标准:用一张洁净的白纸放到气动阀的排气口处,在气动阀工作两三个循环后,查看白纸上略有很轻的斑点说明此气动阀润滑良好。
(如下图所示导杠润滑油已经用完,没有定时加油。
1.4每天6:00-7:00查看AMC气包是否工作正常。
查看气包是否漏气,在AMC返回时气包是否处于排气状态。
如不正常工作,立刻停机进行修复或更换。
气包漏气,或者在AMC返回时其处于夹紧状态将会导致砂型在运行过程中开缝,铁水外泄。
清除AMC 夹板间隙调整系统上的铁豆等异物,使夹板工作正常。
1.5每天6:00-7:00,查看各气路管道、气动阀、减压阀,电磁脉冲阀是否有漏气处,并根据漏气的情况做好记录,或者修复。
1.6每天查看暴露在外部的气缸活塞是否磨损、变形。