密炼机上辅机系统
- 格式:pdf
- 大小:10.80 MB
- 文档页数:60
前言1.橡胶机械的发展橡胶机械是橡胶产品生产的关键设备,先进的橡胶机械为发展橡胶工业提供了所需的先进工艺设备,它的开发和设计是发展橡胶工业的主要技术措施。
随着橡胶工业技术革命的进一步深化和市场对橡胶产品的高品质要求,最优化设计和实现自动化已成为橡胶机械设计的发展方向。
2.橡胶机械的分类橡胶机械是用以制造轮胎等各种橡胶制品的机械,包括通用橡胶机械、轮胎机械和其他橡胶制品机械三大类。
通用橡胶机械是制备胶料或半成品的机械,包括原材料加工机械、炼胶机、挤出机、压延机、帘帆布预处理装置和裁断机等。
炼胶机分为开放式和密闭式两类。
开放式炼胶机主要用于橡胶的热炼、压片、破胶、塑炼和混炼等,开放式炼胶机在1826年就开始用于生产,它的结构比较简单,现代仍普遍使用;密闭式炼胶机主要用于橡胶的塑炼和混炼,它比开放式炼胶机多一个密炼室。
自从1916年发明椭圆形转子密闭式炼胶机以来,密闭式炼胶机在橡胶工业中迅速发展,后来又出现其他形式转子的密闭式炼胶机。
现代密闭式炼胶机的炼胶周期为2.5-3分钟,密炼室的最大容量达650升。
挤出机是用于挤出胎面、内胎、胶管和各种橡胶型条的橡胶机械,它还用于包覆电缆和电线产品等。
常见的是螺旋挤出机,它在工作时,胶料借助挤出螺旋的旋转作用在机筒内搅拌、混合、塑化和压紧,然后向机头方向移动,最后从口型挤出一定形状的产品。
压延机主要用于帘帆布的贴胶或擦胶、胶料的压合、贴合压型和压花。
第一台压延机于1857年制成并用于生产,其后不断得到改进。
尤其是二十世纪50年代以来,塑料工业的发展有力地促进了高精度、高速度压延机的改进。
轮胎机械包括轮胎成型机、轮胎钢丝圈机械、轮胎定型硫化机、胶囊硫化机、垫带硫化机、内胎接头机和内胎硫化机,以及力车胎机械、轮胎翻修机械和再生胶生产机械等。
世界60%以上的橡胶用于制造轮胎,因此轮胎机械在橡胶机械中占有重要地位。
轮胎成型机主要用于将挂胶帘布、钢丝圈、胎面等各种部件贴合加工成轮胎的胎坯。
一、填空1.密炼机按转子端面形状不同可分(椭圆型转子密炼机)(圆筒型转子密炼机)(三角型转子密炼机)。
2.密炼机按转子是否有速比可分为(同步转子密炼机)(异步转子密炼机).3.密炼机的混炼部分主要有(转子)(密炼室)(密封装置)等组成。
4.密炼机转子的强制冷却形式主要有(螺旋夹套式)(转子内表面开螺旋沟槽式)(一般强制冷却式)三种。
5.密炼机的摆动式卸料装置的旋转轴驱动装置有(旋转油缸)(油缸—齿轮—齿条)两种.6。
密炼机上辅机控制系统除了实现对自身的控制外,还包含了对(密炼机主机)以及(下辅机)的网络化和智能化管理及控制。
7。
压延机辊筒挠度的补偿办法主要有(中高度)(轴交叉)(反弯曲).8.挤出机新型螺杆的主要形式(分离型螺杆)(分流型螺杆)(屏障型螺杆)(组合螺杆)。
9。
挤出机中物料自料斗加入到由机头中挤出,要通过几个职能区(固体输送区)(熔融区)(熔体输送区)。
10.由固体输送理论分析挤出机提高生产效率的途径:(提高转速)(提高初始压力)(增大机筒内表面的摩擦系数)(减少螺杆表面的摩擦系数)。
11。
表示螺杆挤出机性能特征的几个主要技术参数有(螺杆直径)(螺杆转速)(螺杆长径比)(生产能力)(驱动电机功率)等。
(料筒加热段数、料筒加热功率、机器的中心高、机器的外形尺寸等备选)12。
挤出机的工作特性:(恒扭矩),挤出机传动系统的工作特性(恒扭矩).13.描述挤出过程的主要参变量有:(温度)(压力)(产量)(能量)。
14.注射机合模装置的基本要求(足够的系统刚性)(足够的合模力)(合适的运动速度). 合模装置的种类较多,若按实现锁模力的方式分,则有(机械式)(液压式)(液压—-机械)组合式三大类。
16.液压单曲肘合模装置的增力倍数一般为(10);双曲肘机构,其增力倍数一般为(20)。
17。
注射机开模式速度要求(慢快慢),合模时速度要求(快慢)。
18.气力输送是利用(空气)作为输送动力,在管道中搬运粉、粒状固体物料的方法。
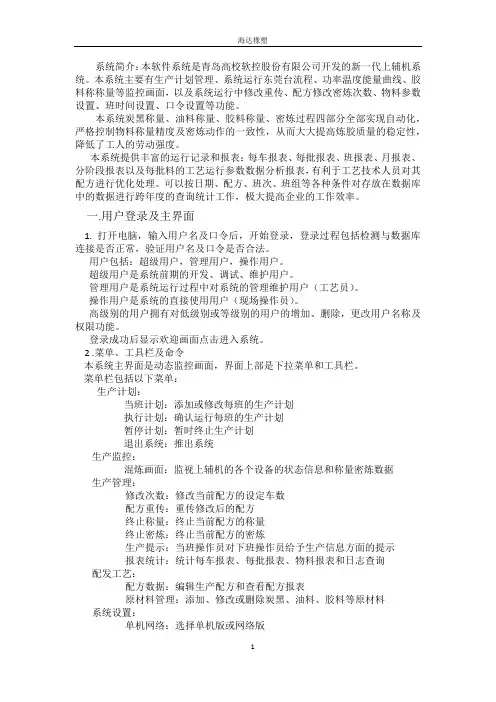
系统简介:本软件系统是青岛高校软控股份有限公司开发的新一代上辅机系统。
本系统主要有生产计划管理、系统运行东莞台流程、功率温度能量曲线、胶料称称量等监控画面,以及系统运行中修改重传、配方修改密炼次数、物料参数设置、班时间设置、口令设置等功能。
本系统炭黑称量、油料称量、胶料称量、密炼过程四部分全部实现自动化,严格控制物料称量精度及密炼动作的一致性,从而大大提高炼胶质量的稳定性,降低了工人的劳动强度。
本系统提供丰富的运行记录和报表:每车报表、每批报表、班报表、月报表、分阶段报表以及每批料的工艺运行参数数据分析报表,有利于工艺技术人员对其配方进行优化处理。
可以按日期、配方、班次、班组等各种条件对存放在数据库中的数据进行跨年度的查询统计工作,极大提高企业的工作效率。
一.用户登录及主界面1. 打开电脑,输入用户名及口令后,开始登录,登录过程包括检测与数据库连接是否正常,验证用户名及口令是否合法。
用户包括:超级用户,管理用户,操作用户。
超级用户是系统前期的开发、调试、维护用户。
管理用户是系统运行过程中对系统的管理维护用户(工艺员)。
操作用户是系统的直接使用用户(现场操作员)。
高级别的用户拥有对低级别或等级别的用户的增加、删除,更改用户名称及权限功能。
登录成功后显示欢迎画面点击进入系统。
2 .菜单、工具栏及命令本系统主界面是动态监控画面,界面上部是下拉菜单和工具栏。
菜单栏包括以下菜单:生产计划:当班计划:添加或修改每班的生产计划执行计划:确认运行每班的生产计划暂停计划:暂时终止生产计划退出系统:推出系统生产监控:混炼画面:监视上辅机的各个设备的状态信息和称量密炼数据生产管理:修改次数:修改当前配方的设定车数配方重传:重传修改后的配方终止称量:终止当前配方的称量终止密炼:终止当前配方的密炼生产提示:当班操作员对下班操作员给予生产信息方面的提示报表统计:统计每车报表、每批报表、物料报表和日志查询配发工艺:配方数据:编辑生产配方和查看配方报表原材料管理:添加、修改或删除炭黑、油料、胶料等原材料系统设置:单机网络:选择单机版或网络版智能密炼:选择是否启用智能密炼班时间维护:添加、修改或删除每班的时间称量物料参数:编辑大罐、日罐以及称量物料参数用户管理:查看、编辑或切换登录用户窗口视图:选择窗口视图的具体信息的显示与否用户帮助:调用系统帮助和版本信息二.生产计划生产计划有三个子菜单。
密炼机上辅机的优缺点简析密炼机上辅机是指炼胶所需的炭黑、胶料、小料、油料等的储存、输送、称量、投料等设备。
不同的企业上辅机差别很大,但一般都包含有以下内容:炭黑的输送、储存、称量、投料;油料输送、储存、称量、压注;塑炼胶或母炼胶导开、称量、投料等。
在很多企业,生胶还是靠人工搬运、切割、搬上投料称。
一、密炼机上辅机的优点随着密炼机的发展,每一车混炼的物料越来越多,转速越来越快,人工投料在混炼周期中所占用时间的百分比也越来越大,严重影响密炼机效率的发挥和混炼胶的质量。
此外,随着企业的发展,所需物料很多,都需靠人工搬运、称量、投料,工人的劳动强度很大。
特别是炭黑粒子很细,所经过的工序对人和环境污染严重,与炭黑接触的人和运输车辆走到那里就污染到那里。
抽风排放对车间内的污染有所改善,排到空气中(虽经过滤)对周围很大的一片地区都有影响。
为了发挥密炼机的效率,减轻工人的劳动强度和对环境的污染,迫切需要对密炼机混炼所需物料的运输、储存、称量、投料等环节实施机械化和自动化。
在这样的背景下,上辅机的各种设备先后研制成功并应用,而其中炭黑的输送、储存、称量、投料等设备,多年来虽经过多次改进,但由于炭黑的特性,仍常有问题发生。
总的来说,目前上辅机的大部分环节已经实现自动化,与未使用上辅机时比较,其优点是十分明显的,主要有:1. 环境污染大大改善过去在密炼机周围,散落的炭黑粉尘,有时厚厚一层。
密炼机操作人员从头到脚都是乌黑的,走到那里就散落到那里。
现在,在正常生产条件下,密炼机周围操作人员的污染状况已大大改观。
2. 密炼机混炼效率提高由于上辅机的机械化和自动化,除生胶还要人工搬到胶料称上称量外,炭黑、填料、油料均可自动称量和投料。
在40~60r/min的密炼机上,生胶等的投料可在10~20秒完成,炭黑的投料一般可在15~40秒完成,油料的注入一般需10~20秒不等。
这样在40r/min的270型密炼机上母炼胶混炼的周期大约为180秒,投料时间在40~60秒,约占混炼周期的1/4~1/3。
密 炼 机 上 辅 机 系 统MESNNACCo., Ltd.No.43ZhengZhou Road, Qingdao, China目第一章、 第一章、概览 第二章、 第二章、炭黑称量系统第一节、日储罐 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项 第二节、螺旋 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项 第三节、炭黑秤 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项 第四节、后加料装置 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项录第三章、油料称量系统 第三章、油料称量系统第一节、油脱水罐 第二节、油保温罐 第三节、油秤 3.1、功能 3.2、结构和工作原理 3.3、技术参数及工作原理第四章、 第四章、胶料称量系统第一节、抓胶机 第二节、导切机/导开机MESNNACCo., Ltd.No.43ZhengZhou Road, Qingdao, China2.1、功能 2.2、结构和工作原理 2.3、技术参数及工作原理 第三节、胶料秤 3.1、功能 3.2、结构和工作原理 3.3、技术参数及工作原理 第四节、胶料输送带第五章、 第五章、控制系统第一节、控制系统的构成 第二节、工艺配方管理 第三节、生产计划管理 第四节、数据报表、记录 第五节、多屏显示 第六节、设备报警 第七节、领导查询MESNNACCo., Ltd.No.43ZhengZhou Road, Qingdao, China第一章、 第一章、 概览图 1、上辅机系统 、密炼机上辅机系统是密炼机炼胶所需的炭黑、胶料、油料等的自动输送、储存、配料称 量、投料等工艺过程不可缺少的的配套设备。
它除了为密炼机及时提供所需原材料外,还可 以对密炼机的各个动作和工艺参数实施智能化控制。
上辅机系统主要由以下几部分组成: 炭黑输送、 储存系统; 炭黑配料、 称量、 投料系统; 油料输送、储存、称量、注油系统;胶料导开、称量、投料系统;计算机自动控制系统。
密炼机上辅机系统改造论证及实施效果马晓东,吕 锐(银川橡胶厂,宁夏银川 750011) 摘要:根据密炼机上辅机使用现状分析认为,原系统元件老化并已淘汰,修复难度大,修复价值不大。
因此提出了压送罐气力输送投料和太空包投料两个更新改造方案。
两方案都可满足工艺要求,减轻劳动强度和环境污染,但方案1从根本上解决了环境污染问题,管理也更先进。
关键词:密炼机;上辅机;改造 中图分类号:TQ330.4+3 文献标识码:B 文章编号:100628171(2001)0320171205改造论证过程简介如下。
1 现状分析我公司现有3套270L密炼机上辅机和1套炭黑输送系统(单管气力输送),使用25kg 牛皮纸袋包装炭黑,由解包机房解包后通过压送罐单管气力输送到四楼,经六路分配器分送到1#和2#270L密炼机炭黑日储罐,根据配方要求,经机械杠杆炭黑秤流态化称量后投入密 作者简介:马晓东(19682),男,宁夏吴忠人,银川橡胶厂工程师,学士,主要从事工厂设备、动力和能源管理工作。
炼机。
3# 近年来,国内轮胎市场竞争日趋激烈,产品质量稳定与否已成为轮胎制造厂继续生存的先决条件之一。
“抓质量、降消耗”成为轮胎行业共同的目标。
而要想提高轮胎质量,混炼胶料的质量稳定与否起着举足轻重的作用,如果混炼胶料质量不过关,后工序将无法弥补,直接影响轮胎质量。
目前,国内各大轮胎厂纷纷对密炼机系统进行完善改造,尤其是采取国内先进技术对早期进口的上辅机系统进行改造,成效显著。
其全自动炭黑、油料、胶料秤称量准确,保证了工艺要求;合理的气力输送系统、新结构的日储罐系统和除尘系统保证了炭黑输送畅通,互不串罐,无泄漏生产,大大降低了投料的劳动强度;控制部分性能全面,数据采集点多,并可实现远程监控、维修,对提高混炼胶料的质量有重大意义。
现将我公司密炼机上辅机系统密炼机则由电梯运送炭黑到四楼,在入口解包投入密炼机。
油料、胶料经半自动油料、胶料秤称量后投入密炼机混炼。
密炼机 上辅机系统MESNNAC Co., Ltd.No.43 ZhengZhou Road, Qingdao, China目录第一章、概览 第二章、炭黑称量系统第一节、日储罐 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项第二节、螺旋 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项第三节、炭黑秤 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项第四节、后加料装置 1.1、功能 1.2、结构和工作原理 1.3、技术参数及注意事项第三章、油料称量系统第一节、油脱水罐 第二节、油保温罐 第三节、油秤3.1、功能 3.2、结构和工作原理 3.3、技术参数及工作原理第四章、胶料称量系统第一节、抓胶机 第二节、导切机/导开机MESNNAC Co., Ltd.No.43 ZhengZhou Road, Qingdao, China2.1、功能 2.2、结构和工作原理 2.3、技术参数及工作原理 第三节、胶料秤 3.1、功能 3.2、结构和工作原理 3.3、技术参数及工作原理 第四节、胶料输送带第五章、控制系统第一节、控制系统的构成 第二节、工艺配方管理 第三节、生产计划管理 第四节、数据报表、记录 第五节、多屏显示 第六节、设备报警 第七节、领导查询MESNNAC Co., Ltd.No.43 ZhengZhou Road, Qingdao, China第一章、概览图 1、上辅机系统密炼机上辅机系统是密炼机炼胶所需的炭黑、胶料、油料等的自动输送、储存、配料称 量、投料等工艺过程不可缺少的的配套设备。
它除了为密炼机及时提供所需原材料外,还可 以对密炼机的各个动作和工艺参数实施智能化控制。
上辅机系统主要由以下几部分组成:炭黑输送、储存系统;炭黑配料、称量、投料系统; 油料输送、储存、称量、注油系统;胶料导开、称量、投料系统;计算机自动控制系统。
MESNNAC Co., Ltd.No.43 ZhengZhou Road, Qingdao, China第二章、炭黑称量系统第一节、日储罐1.1 功能 日储罐用以存储气力输送或人工解包投入的物料的容器。
本技术公开了一种智能环保型密炼机上辅机控制系统,涉及密炼机微机控制领域,包括服务器模块、移动端、计算机管理级、现场控制级和密炼机模组,所述服务器模块连接所述计算机管理级、现场控制级,并且通过无线方式连接所述移动端,所述计算机管理级、现场控制级连接所述密炼机模块,本发随时可以回放和查询,还是以各生产车间和各管理部门为基础建立起来的全厂信息共享平台。
此系统的使用会使工厂的成本控制、生产效率、人员管理得到优化、最大程度提高工厂的产品竞争力。
技术要求1.一种智能环保型密炼机上辅机控制系统,其特征在于:包括服务器模块、移动端、计算机管理级、现场控制级和密炼机模组,所述服务器模块连接所述计算机管理级、现场控制级,并且通过无线方式连接所述移动端,所述计算机管理级、现场控制级连接所述密炼机模块。
2.根据权利要求1所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述服务器模块包括WEB服务器和数据库服务器。
3.根据权利要求1所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述移动端为智能手机、电脑、平板电脑。
4.根据权利要求1所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述密炼机模组包括上辅机、密炼机、挤出机、胶片冷却机、药瓶称量机和炭黑输送机。
5.根据权利要求4所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述上辅机向上级的所述计算机管理级、现场控制级传输的数据包括安装在上辅机上的高精度称重表头、位置和重量传感器、现场执行元器件以及传动装置的数据。
6.根据权利要求1所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述计算机管理级为工业级计算机。
7.根据权利要求1所述的一种智能环保型密炼机上辅机控制系统,其特征在于,所述现场控制级包括PLC控制机和监控设备,所述监控设备连接所述PLC控制机,所述PLC控制机连接所述服务器模块和密炼机模组。
技术说明书一种智能环保型密炼机上辅机控制系统技术领域本技术涉及密炼机微机控制领域,特别涉及一种智能环保型密炼机上辅机控制系统。
密炼机上下辅机1.炼胶车间制造混炼胶工艺流程的设备包括那些?设备:生胶与配合剂的输送、称量与投料(上辅机),在密炼机中进行混炼(主机),炼好的胶料卸落到压片机或挤出机上压片,然后冷却叠片(下辅机)2.密炼机上辅机系统有几部分组成?组成:炭黑气力输送系统;炭黑称量、投料系统;油料输送、贮存、称量、注油系统;胶料导开、称量、投料系统;计算机智能控制系统。
3.什么是气力输送?气力输送方式分几种?那种输送方式输送炭黑最好?为什么?定义:气力输送是利用空气(或气体)流作为输送动力,在管道中搬运粉、粒状固体物料的方法。
方式:(1)根据管道中气流速度及输送物料量多少,物料在管道中的流动状态,可分为稀相气力输送系统和密相气力输送系统(2)按照在管道中形成气流的方法,将气力输送分为负压式、正压式、脉冲式三类;(3)按输送压力的高低又可将气力输送系统分为低压式气力输送系统和高压式输送系统;(4)按发送装置又可分机械式气力输送系统和仓压式气力输送系统;(5)按输送管的形式又可分为单管输送系统和双管输送系统,双管输送系统还可分为内管式(空气伴管在输送管内)和外管式(空气伴气管在输送管外)输送系统;(6)按输送过程中气源进气方式分连续供气式输送系统和脉冲供气式输送系统。
气力输送方式最好,原因为:(1) 所有的固体输送设备与气可能是小颗粒固体物料连续输送的最合适的方法,同样也适合间断地将大批量颗粒物料从罐力输送系统相比,气力输送系统车、铁路车辆和货船输送至贮仓。
(2) 气力输送系统对充分利用空间的设计有极好的灵活性。
带式输送机、振动给料机及螺旋输送机和埋刮板输送机在实质上仅为一个方向输送,如果输送物料需要改变方向或提升时,就必须有一个转运点并需要有第二台单独的输送机来接运。
气力输送机可向上、向下或围绕建筑物、大的设备及其他障碍物输送物料,可以使输送管道高出或避开其他操作装置所占用的空间。
(3) 气力输送系统所采用的各种固体输送泵、流量分配器以及接收器非常类似于流体设备的操作,因此大多数气力输送系统很容易实现自动化,由一个中心控制台操作,可以节省操作人员的费用。